Изобретение отно1сится к 0|бла сти производства сварных труб, а именно к конструкциям BIHутренних oinipaiBO« к станам высокочастотиой оварки труб.
Известны конструкции внутренних оправок к стану высокочастотной сварки труб, содержащие две шарнирно связанные между собой секции с опорными роликами, расположенными в зоне приводных и шовосжимающей клетей стана.
Однако эти конструкции не обеспечивают высокого качества сварки труб.
Качество сварки труб повышается за счет того, что секция оправки на участке перед шовосжимающей клетью оснащена поддержками кромок заготовки, выполненными в виде двух параллельных рядов электрически изолированных один от другого роликов, имеющих установочные перемещения, и ра-сстояние между рядами которых может обеспечить размещение индуктора, а в зоне сварки размещены (плавающие обоймы с несколькими установленными один на другом роликами, нижний из которых опирается на внутреннюю поверхность трубной заготовки, а верхний поддерживает кромки заготовки в зоне сварки.
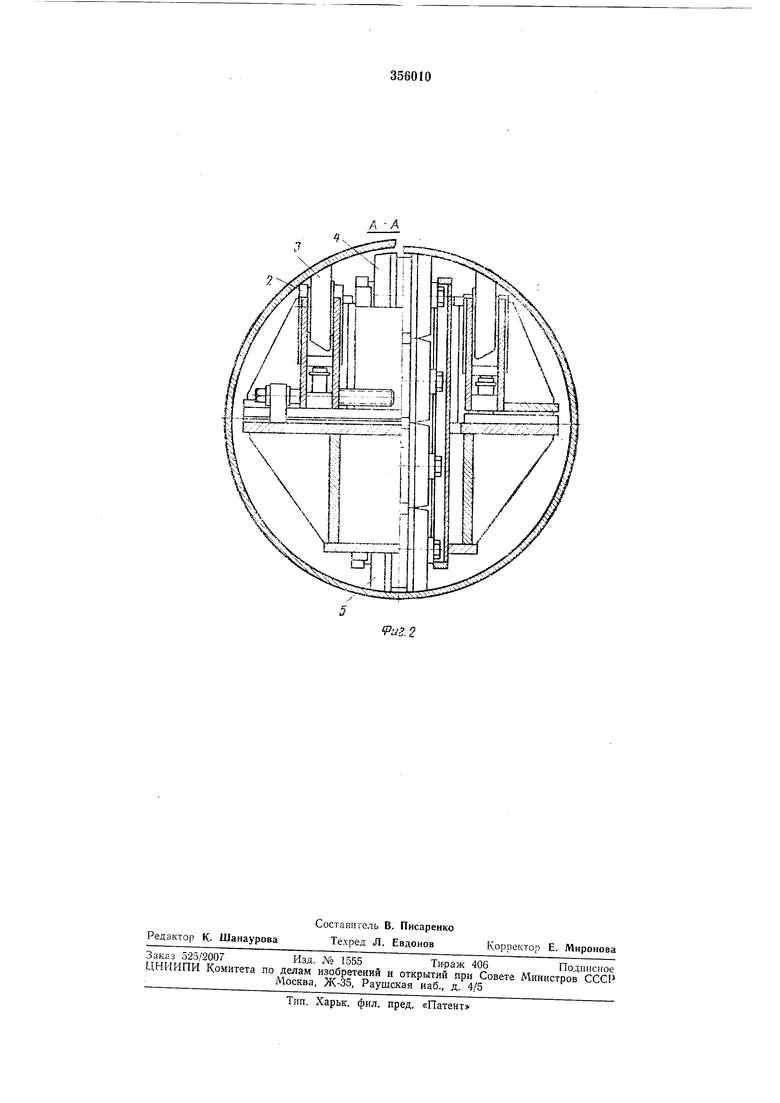
Конструкция оправки представляет собой шарнирно связанные между собой секции J. Участок секции, расположенный в сварочной клети, снабжен специальными параллельными
роликовыми поддержками 2, разнесенными друг от друга, либо на величину зазора между продольными кромками при контактном подводе тока, либо на расстояние габаритов индуктора. Установка роликовых поддержек
регулируется по высоте и углу наклона таким образом, чтобы обеспечивался заданный угол схождения кромок и зазор между ними. Кроме того, каждый из роликов 3 поддержек может быть установлен на необходимом уровне
по высоте с тем, чтобы точки касания заготовки с роликами располагались как можно ближе к линии, соответствующей линии свободного изгиба кромок, исключая тем самым перегрузку какого-либо одного из роликов или
местные резкие перегибы кромок. С целью уменьшения потерь на шунтирующие токи ролики проводок электрически изолированы один от другого. Для удержания кромок пт смещения при осадке в щовосжимающей клетп в связи с необходимостью максимального приближения индуктора к зоне сварки применена плавающая роликовая обойма, состояпдая из нескольких роликов со свободно смещающил ися осями, опирающихся друг на друга. Нижний ролик 4 обоймы опирается на
внутреннюю поверхность трубной заготовки, а верхний ролик 5 поддерживает кромки заготовки в зоне сварки.
Такая конструкция позволяет уменьшить до требуемой величины диаметр ролика, приблизить индуктор к зоне сварки и обеспечить копирование возможных местных искривлений заготовки.
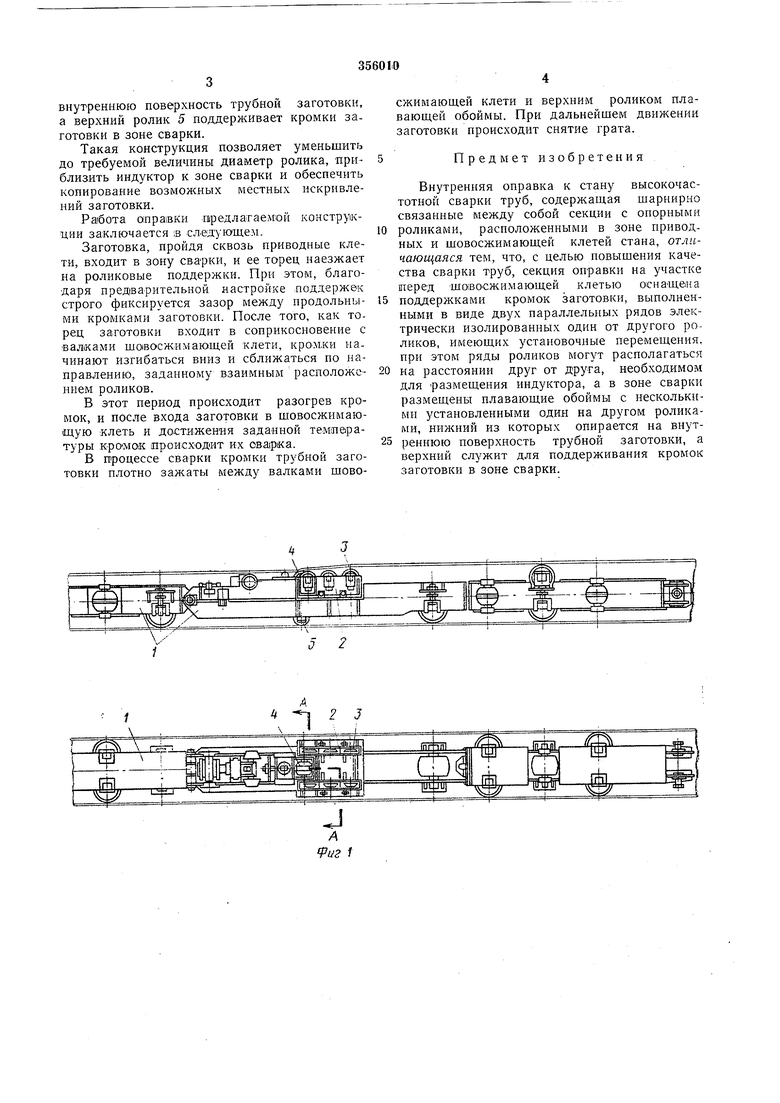
Работа оправки предлагаемой конструисции заключается s следующем.
Заготовка, пройдя сквозь приводные клети, входит в зону сварки, и ее торец наезжает на роликовые поддержки. При этом, благодаря предварительной настройке поддержек строго фиксируется зазор между продольными кромками заготовки. После того, как торец заготовки входит в соприкосновение с валками шовосжимающей клети, кромки начинают изгибаться вниз и сближаться по направлению, заданному взаимным расположением роликов.
В этот период происходит разогрев кромок, и после входа заготовки в шовосжимающую ;клеть и достижения заданной темиаратуры Кромок 1прои1сходит их сварка.
В процессе сварки кромки трубной заготовки плотно зажаты между валками шовосжимающей клети и верхним роликом плавающей обоймы. При дальнейшем движении заготовки происходит снятие грата.
Предмет изобретения
Внутренняя оправка к стану высокочастотной сварки труб, содержащая щарнирно связанные между собой секции с опорными
роликами, расположенными в зоне приводных и шовосжимающей клетей стана, отличающаяся тем, что, с целью повышения качества сварки труб, секция оправки на участке перед шавосжимающей клетью оснащена
поддержками кромок заготовки, выполненными в виде двух параллельных рядов электрически изолированных один от другого ро ликов, имеющих установочные перемещения, при этом ряды роликов могут располагаться
на расстоянии друг от друга, необходимом для размещения индуктора, а в зоне сварки размещены плавающие обоймы с несколькими установленными один на другом роликами, нижний из которых опирается на внутреннюю поверхность трубной заготовки, а верхний служит для поддерживания кромок заготовки в зоне сварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сборки и сварки прямошовных труб | 1982 |
|
SU1156765A1 |
| ВПТБ 9!1П П(тг;гр??^п 1»,4 S,bt«.,iiu,8 SUSJ | 1973 |
|
SU406597A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВКИ И СВАРКИ ПРОДОЛЬНЫХ ШВОВ ТРУБ | 2012 |
|
RU2488457C1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ ИЗ ДВУХ ПОЛУЦИЛИНДРОВ | 2005 |
|
RU2287389C1 |
| Внутренняя оправка трубосварочногоСТАНА | 1979 |
|
SU804052A1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ТРУБ ПОВЫШЕННОЙ ТОЧНОСТИ | 1994 |
|
RU2084300C1 |
| С. П. Сидоренко| ^ TiKt'li''!':'':'''^- ^ | 1970 |
|
SU263549A1 |
| Устройство для сварки прямошовных труб | 1976 |
|
SU764765A1 |
| Многоклетьевой формовочный стан | 1962 |
|
SU177406A1 |
| СВАРОЧНАЯ КЛЕТЬ ДЛЯ ПРОИЗВОДСТВА ТОНКОСТЕННЫХТРУБ | 1969 |
|
SU250871A1 |