Изобретение относится к обработке металлов давлением, в частности, к способам изготовления полых деталей с внутренним бортом. Цель изобретения - повышение качества за счет получения деталей с относительно малыми радиусами сопряжения борта и стенки. На фиг. 1 изображено устройство для осуществления способа, продольный разрез (слева от оси симметрии устройства - исходное положени€1,.справа - конечный момент формообразованияТТна фиг. 2-4 - полуфабрикаты, полученные соответственно после вытяжки и обжима, а также готовая деталь. Устройство для осуществления способа содержит матрицу I с опорным элементом 2 и подпружиненным выталкивателем 3, а также основание 4. Способ осуществляется следующим образом. Предварительно вытягивают цилиндрическую заготовку и обрезают по торцу в расчетный размер, затем цилиндрическую заготовку помещают в штамп обжии обжимают в краевую часть до расчетного периметра. Радиус сопряжения стенок детали 3 принимается при этом возможно максимальным по технологическим соображениям. Высота заготовки в этом случае получается несколько больше расчетной. Полученную заготовку для окончательной операции устанавливают в формообразующую матрицу 1, придающую детали 5 окончательную форму, с опорным элементом 2, входящим вовнутрь заготовки с минимальным зазором, и производят осадку краевой части заготовки до расчетной высоты осевым сжимающим усилием со стороны матрицы 1 с одновременным приложением радиальных усилий, направленных от оси симметрии к периферии и приложенных по всему контуру внутреннего борта со стороны опорного элемента 2. Диаметр внутреннего борта при этом в течение всего процесса осадки остается неизменным. Введенный вовнутрь заготовки опорный элемент 2 создает условия, при которых осадка полой детали 5 по высоте аналогична осадке сплошной детали, т. е. при .уменьшении высоты деталь 5 увеличивается в поперечном сечении. Применительно к данной заготовке это увеличение происходит преимущественно в зоне радиуса сопряжения. В конце операции полая деталь 5 принимает форму матрицы 1, а величина радиуса сопряжения приближается к расчетной величине. При ходе ползуна пресса вверх готовая деталь 5 выталкивателем 3 выталкивается из матрицы I и остается на основании 4. Данный способ дает возможность повысить качество щтампуемых деталей за счет получения относительно малых радиусов сопряжения борта и стенки.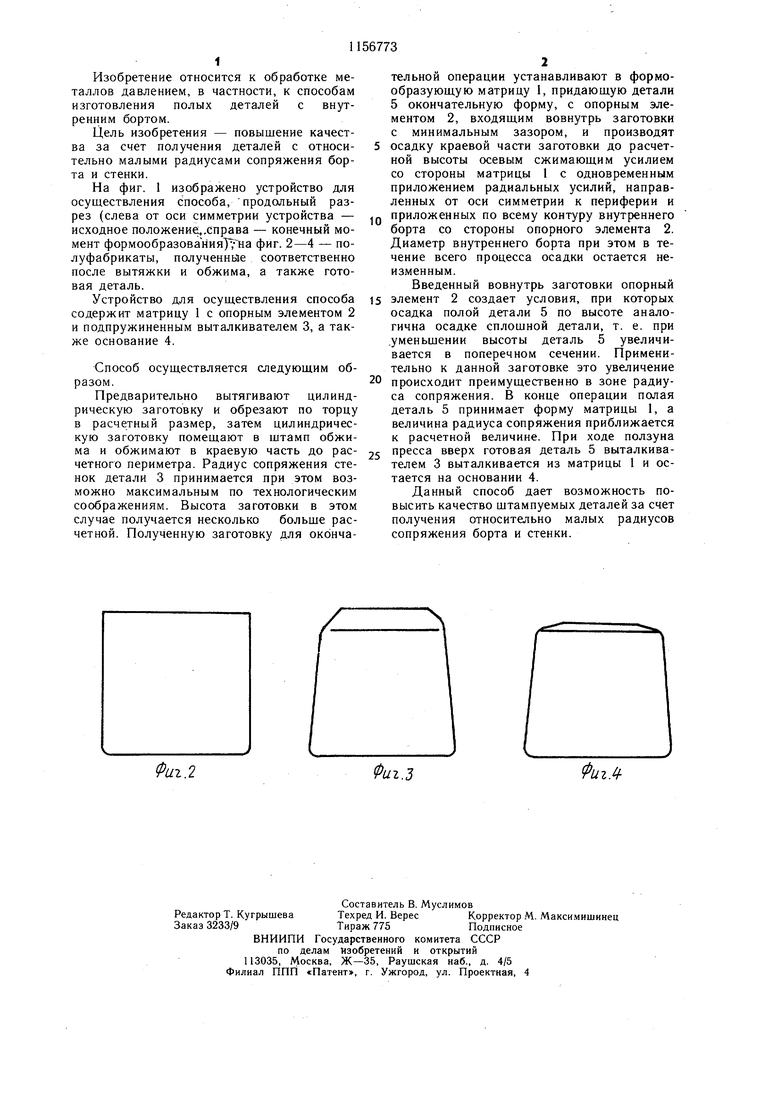
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и устройство для получения оболочки с переменной толщиной стенки по высоте | 2019 |
|
RU2707456C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ С ФЛАНЦЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2102173C1 |
| Способ штамповки полуторовых деталей | 1983 |
|
SU1162525A1 |
| СПОСОБ ШТАМПОВКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 1994 |
|
RU2086329C1 |
| Способ изготовления полых тонкостенных изделий с многослойным краевым утолщением в виде профильного венца | 1987 |
|
SU1480956A1 |
| Способ изготовления тонкостенных осесимметричных деталей из трубчатых заготовок | 1982 |
|
SU1074634A1 |
| Способ изготовления полых изделий | 1977 |
|
SU719750A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВКИ ПОРШНЯ МЕТОДОМ ЛИСТОВОЙ ШТАМПОВКИ | 2004 |
|
RU2278759C1 |
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ДВОЙНОГО ДЕЙСТВИЯ | 2011 |
|
RU2502575C2 |
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ПРОСТОГО ДЕЙСТВИЯ | 2011 |
|
RU2527820C2 |
СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ С ВНУТРЕННИМ БОР/ ////////// ТОМ путем вытяжки и обжима краевой части на конус, отличающийся тем, что, с целью повышения качества за счет получения деталей с относительно малыми радиусами сопряжения борта и стенки, после обжима производят осадку краевой части осевым сжимающим усилием с одновременным приложением радиальнь1х усилий по контуру внутреннего борта. (Л 01 о со
Фиг.2
Фиг.
Фиг.З
| Штамп для обжима тонкостенных заготовок | 1978 |
|
SU730416A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
