Изобретение относится к области обработки металлов давлением, н в частности к штампам для обжига с эластичными формообразующими элементами.
Известен штамп для тонкостенных деталей, содержашнй верххнюю плиту, с которой через эластичный буфер связан жесткий пуансонодержатель, несуш,нй эластичный пуансон 1. Концентричио пуансону установлена матрица, имеюпия ступенчатую осевую полость. В процессе работы штамна матрица находится под действием верхней плиты. Давление, с которым эластичный пуансон прижимает заготовку к стенкам матрицы, меняется по всей длине хода ползуна пресса, достнгая максимального значения в конце хода. Все давление воспринимается стенкамп заготовки и в начале двнжения ползуна вверх, что позволяет обжимать лишь достаточно прочные сосуды, а у заготовок из непрочного материала форма может быть искажена.
Целью предложения является повышеппе качества получаемых нзделий регулированием усилия прижима пуансона к стенкам изделия.
Для этого пуапсонодержатель жестко закреплен на верхней плите, а матрица подпружинена к ней, установлена с возможностью осевого перемещения под действием
эластичного пуансона и площадь поперечного сечення ее полости в зоне формообразованпя меньше, чем в зоне расноложения пуансонодержателя с пуансоном.
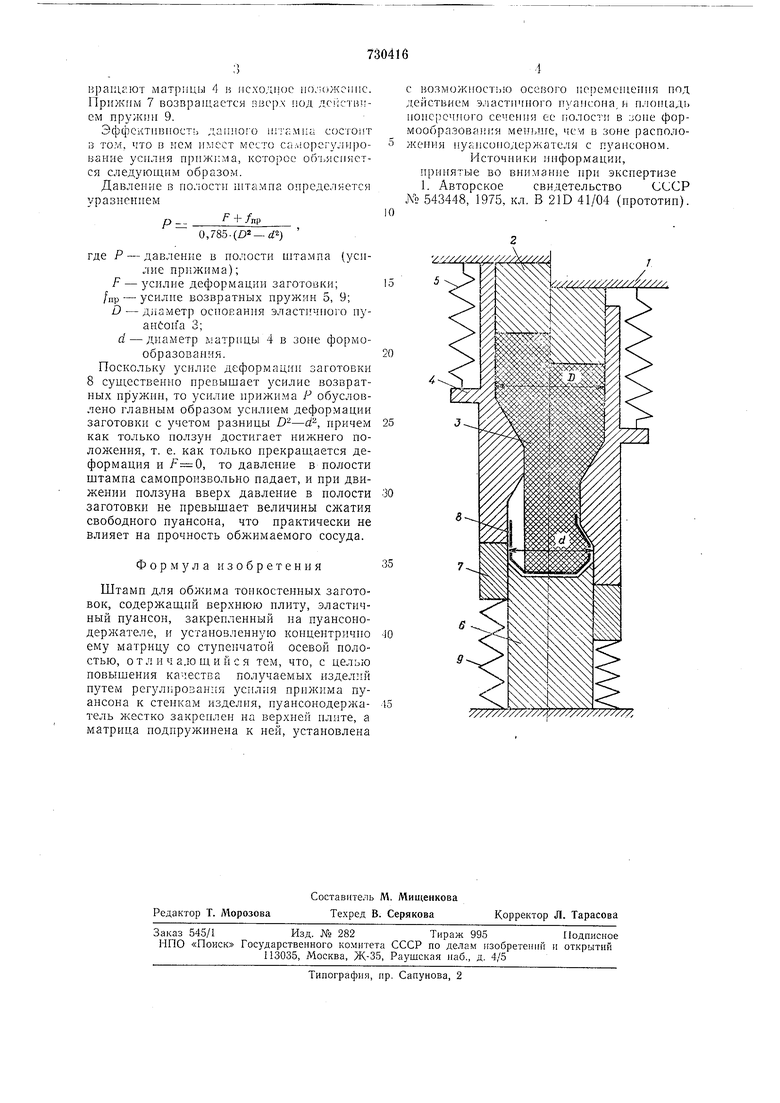
На чертеже схематпчески изображен штамп, причем левая половина чертежа изображает штамн в исходном положенпн, правая - то же, в конце операции.
Штамп содержит верхнюю плиту 1, с которой жестко связап пуансонодержатель 2, соединенный с эластичным пуансоном 3. Концентрично пуансону установлена матрица 4, подпружиненная посредством пружин 5 к верхней нлите. Соосно пуансону и мат15рице расположены основание 6 и подпружииенный нрижим 7.
Работает штамп следующим образом.
Заготовку 8 устанавливают lia основание 6, являющееся дном обжимиой матрицы. При движении верхней нлиты 1 вниз эла20стичный иуансон 3, деформируясь, заполняет полость штампа.
Прп дальиейшем двпженпп плпты 1 вниз, давление п полости штампа повышается и
25 под этим давлением матрица 4 получает перемещение вниз относительно эластичного пуансона, преодолевая усплие прзЛ ин 5, 9 п сопротивление заготовки 8. При ходе ползуна пресса вверх пуансон 1 нрннимает первоначальную форму, а пружины 5 воз30
BpaiiU-iOT матрицы 4 в iicxo;iiioe положошю. Прижпм 7 возвращается вверл яод дсйств ем пружин 9.
Эффективность данного 1нт;;м а состоит в то., что в нем место салюрегулированне усилия прижима, которое оГ) -мспяется следующим образом.
Давление в полости штампа определяется уразнением
F /пр
Р0,785.(Z)-.rf2)
где Р - давление в полоети штампа (усилие прижима);
F - усилие деформации заготовки; /пр - усилие возвратных пружин 5, 9; D-диаметр основания эластичного пуанСоиа 3;
а-диаметр матрицы 4 в зоне формообразования.
Поскольку усилие деформации заготовки 8 существенно превышает уеплпе возвратных пружин, то усилие прижима Р обусловлено главным образом усилием деформации заготовки с учетом разницы , причем как только ползун достигает нижнего полол ения, т. е. как только прекращаетея деформация и ., то давление в полоети штампа самопроизвольно падает, и при движении ползуна вверх давление в полости заготовки не превышает величины сжатия свободного пуансона, что практически не влияет на прочность обжимаемого сосуда.
Формула изобретения
Штамп для обжима тонкостенных заготовок, содержащий верхнюю плиту, эластичный пуаисон, закрепленный на иуансонодержателе, и установленную концептричио ему матрицу со ступенчатой осевой полостью, о т л и ч ало ш и и с я тем, что, с целью повышения качества получаемых издел; й путем регзлпрованпя усилия прижима пуансона к стенкам изделия, иуансонодержатель жестко закреплен на верхней плите, а матрица подиружииена к ней, установлена
с 1и)зможность о осевого ие)емсн1еипя под д.ействием эластичного пуансона, и п.К)ни1Дь попс1)ечиого сечения ее полост в формообразовашя меньиге, чем в зоне расположения иукисонодержателя с пуансоном.
Источники информации, принятые во внимание ири экспертизе 1. Авторское свидетельство СССР A 543448, 1975, кл. В 21D 41/04 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для обжима трубчатых заготовок | 1977 |
|
SU664722A1 |
| Штамп для двухпереходной вытяжки | 1980 |
|
SU927377A1 |
| Штамп для формования заготовок типа стакана | 1975 |
|
SU579864A3 |
| Штамп для обработки пакета заготовок | 1979 |
|
SU776916A1 |
| Устройство для пробивки отверстий в плоских деталях типа печатных плат | 1976 |
|
SU599894A1 |
| Штамп для двухпереходной вытяжки | 1978 |
|
SU825236A1 |
| Способ вытяжки изделий и штамп для его осуществления | 1984 |
|
SU1329868A1 |
| Штамп для обжима горловин полых тонкостенных заготовок | 1972 |
|
SU665966A1 |
| Способ изготовления горловин на тонкостенных изделиях и устройство для его осуществления | 1986 |
|
SU1461565A1 |
| Комбинированный штамп | 1979 |
|
SU963620A1 |
