Изобретение относится к прокатному производству и может быть использовано для автоматического управления порезом проката на ходу на заданные мерные длины.
Цель изобретения - повышение точности порезки и снижение динамических потерь энергии в электроприводе летучих ножниц,
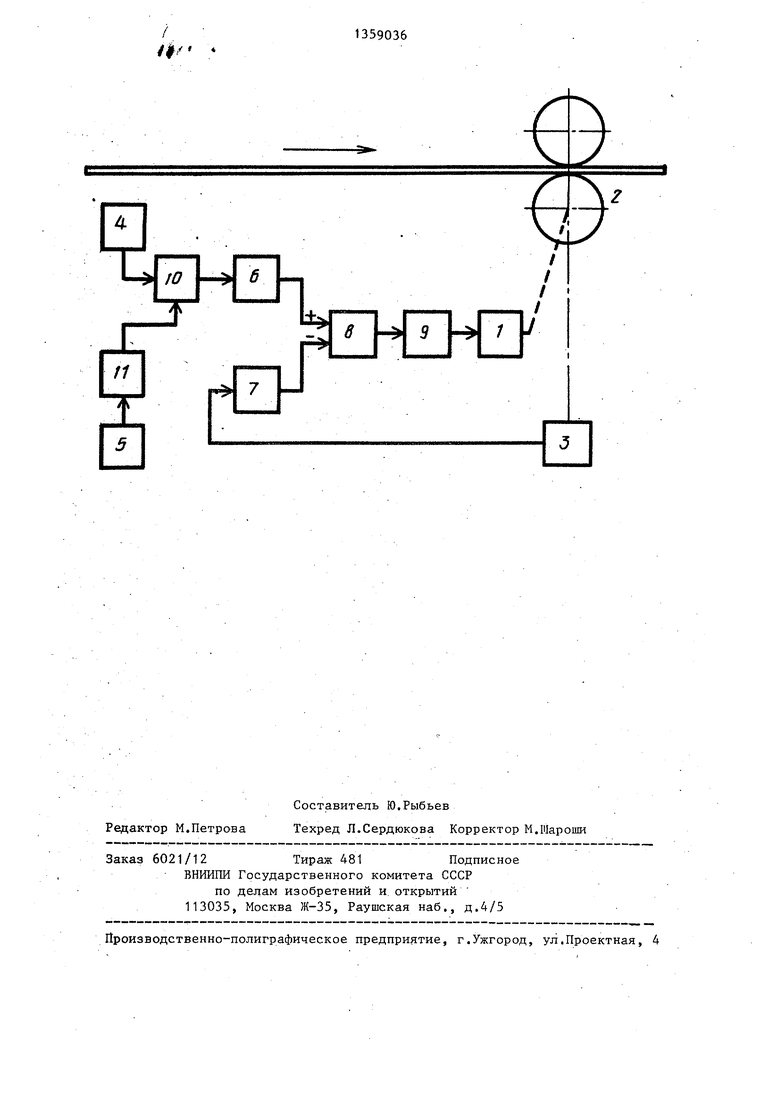
. На чертеже приведена функциональная схема устройства.
Устройство содержит систему 1 аналогового регулирования скорости ножниц 2, импульсные датчики 3 и 4 соот- 15 частоты ветственно скоростей ножей и проката,
задатчик 5 отрезаемой длины, первый и второй счетчики 6 и 7, сумматор 8, преобразователь 9 код-напряжение, управляемьй делитель 10 частоты и цифровой функциональный преобразова- . тель 11,выполненный на элементе программируемой памяти.
Система 1 аналогового регулирования скорости летучих ножниц 2 своим входом соединена с выходом преобразователя 9. Импульсный датчик 3 .скорости ножей подсоединен к счетчику 7,
выход которого соединен с входом Вы-
К
JJA4
Li&.
F(L,)
(3)
20
формируется на выходе цифрового функ ционального преобразователя 11 в функции кода N , соответствующего заданной длине порезки L.J и поступаю щего от задатчика 5 длины заготовок. Величина для каждой конструкции 25 летучих ножниц постоянна и равна периметру барабанов ножей, т.е,-минимальной длине отрезаемых заготовок. Цифровой функциональный преобразователь 11 выполнен на основе элечитание сумматора 8. Импульсный дат- ЗО мента программируемой памяти, адрес
каждой ячейки которого определяется
чик 4 скорости проката подсоединен к импульсному входу управляемого делителя 10 частоты, выход которого соединен с входом счетчика 6, выход которого соединен с входом Слож е- ние сумматора 8. Выход сумматора 8 соединен с входом преобразователя 9 код-напряжение. Выход задатчика 5 длины заготовок соединен с входом цифрового функционального преобразователя 11, выход которого соединен с кодовым входом управляемого делителя 10 частоты.
Устройство работает следующим образом,
Мерная порезка проката на заданные длины заготовок L, осзпдествляется за ачет недрерывно-го цифрового регулирования скорости Уц ножей летучих ножниц в соответствии с соотношением
Ь:.б
L, где V - скорость проката;
L - заданная длина порезки заготовок; длина свободной порезки при синхронизированных скоростях проката и ножей ножниц.
VH п
(1)
С6
кодом N, заданной длины порезки, а содержимое каждой ячейки определяетс отношением , минимальной длины ОС отрезаемых заготовок к заданной. Количество ячеек памяти определяется диапазоном задаваемых длин и дискрет ностью изменения задания.
40 Таким образом, в отличие от извес тного устройства, в котором коррекция осуществляется периодически по результатам порезки в предыдущем цик ле, что при нестабильности аналогово
45 системы регулирования скорости приводит к снижению точности отрезаемых длин, в данном устройстве за счет точной цифровой установки задающей частоты f(,j и отсутствия цикличности
gQ в работе счетной схемы непрерывно осуществляется точное поддержание требуемой скорости ножей ножниц, чем обеспечивается повышенная точность порезки отрезаемых длин заготовок,
gg Кроме того, так как в предлагаемом устройстве практически отсутствуют переходные процессы изменения скорос ти ножниц, то имеет место существенное снижение динамических потерь
Вьшолнение соотношения (1) осуществляется за счет формирования частоты задания скорости ВИИ с выражением.
«3 .
в соответст-.
f.
К
f.
Lee
ьГ
(2)
и точного поддержания скорости ножниц, соответствующей этой частоте путем астатического цифрового регулирования при помощи счетчиков 6 и 7 и сумматора 8. При этом дробный коэффициент К
частоты
дц
управляемого делителя
Li&.
F(L,)
(3)
формируется на выходе цифрового функционального преобразователя 11 в функции кода N , соответствующего заданной длине порезки L.J и поступающего от задатчика 5 длины заготовок. Величина для каждой конструкции летучих ножниц постоянна и равна периметру барабанов ножей, т.е,-минимальной длине отрезаемых заготовок. Цифровой функциональный преобразователь 11 выполнен на основе элекодом N, заданной длины порезки, а содержимое каждой ячейки определяется отношением , минимальной длины отрезаемых заготовок к заданной. Количество ячеек памяти определяется диапазоном задаваемых длин и дискретностью изменения задания.
Таким образом, в отличие от известного устройства, в котором коррекция осуществляется периодически по результатам порезки в предыдущем цикле, что при нестабильности аналоговой
системы регулирования скорости приводит к снижению точности отрезаемых длин, в данном устройстве за счет точной цифровой установки задающей частоты f(,j и отсутствия цикличности
в работе счетной схемы непрерывно осуществляется точное поддержание требуемой скорости ножей ножниц, чем обеспечивается повышенная точность порезки отрезаемых длин заготовок,
Кроме того, так как в предлагаемом стройстве практически отсутствуют ереходные процессы изменения скорости ножниц, то имеет место существеное снижение динамических потерь
энергии в электроприводе летучих ножниц.
Положительный эффект применения изобретения создается за счет повьппения выхода годного проката при увеличении точности.порезки заготовок,а также за счет снижения динамических потерь энергии в электроприводе. Величина экономического эффекта зависит от сортамента отрезаемых заготовок, производительности участка порезки и может достигать десятков тысяч рублей.
Формула изобретения
1, Цифровое устройство управления летучими ножницами, содержащее аналоговую систему регулирования скорое- ти привода летучих ножниц, импульсные датчики скорости ножей и скорости проката, задатчик длины заготовок, два счетчика, сумматор, преобразователь код-напряжение, соединенный выходом с аналоговой системой регулирования скорости привода летучих ножниц, причем выход первого счетчика подсоединен к входу Сложение
сумматора, вход Вычитание которого 30 отрезаемых заготовок к заданной.
соединен с выходом второго счетчика, вход которого подсоединен к выходу импульсного датчика скорости ножей, а выход сумматора соединен с входом преобразователя код-напряжение, о т- личающееся тем, что, с целью повышения точности порезки и снижения динамических потерь энергии
в электроприводе летучих ножниц, оно снабжено управляемым делителем частоты и цифровым функциональным преобразователем, вход которого соединен с выходом задатчика длины заготовок,
а выход, подсоединен к кодовому входу управляемого делителя частоты, импульсный вход которого соединен с выходом импульсного датчика скорости проката, а выход управляемого делителя частоты подсоединен к входу первого счетчика,
2, Устройство поп,1, отличающееся тем, что цифровой функциональный преобразователь содержит
элемент программируемой памяти, адрес каждой ячейки которого определяется кодом заданном длины порезки, а содержимое каждой ячейки определяется отношением минимальной длины
| название | год | авторы | номер документа |
|---|---|---|---|
| Цифровое устройство управления летучими ножницами | 1990 |
|
SU1738507A1 |
| Устройство управления летучими ножницами, снабженными механизмом выравнивания скоростей | 1990 |
|
SU1712080A1 |
| Цифровое устройство управления летучими ножницами (его варианты) | 1983 |
|
SU1156871A1 |
| Устройство управления летучими ножницами ,работающими в режиме непрерывного вращения | 1987 |
|
SU1440627A1 |
| Устройство для управления летучими ножницами с механизмом выравнивания скоростей | 1990 |
|
SU1685635A1 |
| Система управления приводом летучих ножниц | 1987 |
|
SU1523269A1 |
| Цифроаналоговое устройство управления летучими ножницами с механизмом выравнивания скоростей | 1990 |
|
SU1712078A1 |
| Система управления приводом летучих ножниц | 1984 |
|
SU1260121A1 |
| Устройство управления летучими ножницами | 1986 |
|
SU1470473A1 |
| Система управления приводом многоклетьевого профилегибочного стана с порезкой проката на ходу приводными летучими ножницами | 1982 |
|
SU1049200A1 |
Изобретение относится к области прокатного производства и может использоваться для автоматического управления порезом проката на ходу на заданные мерные длины. Цель изобретения - повышение точности порезки и снижение динамический потерь энергии в электроприводе летучих ножниц. Это достигается за счет введения управляемого делителя частоты и цифрового функционального преобразователя, которые обеспечивают точную цифровую установку задающей частоты и отсутствие .цикличности в работе счетной схемы, чем непрерывно осуществляется точное поддержание требуемой скорости ножей ножниц, а ввиду практического отсутствия переходных процессов изменения скорости нок- ниц имеет место существенное снижение потерь энергии в электроприводе. Цифровой функциональный преобразователь выполнен на основе элемента программируемой памяти, адрес каждой ячейки которого определяется кодом заданной длины порезки, а содержимое каждой ячейки определяется отношением минимальной длины отрезаемых за- - готовок к заданной. 1 з.п. ф-лы, 1 ил. с 3 (Л со сд о со р:
Редактор М.Петрова
Составитель Ю.Рыбьев
Техред Л.Сердюкова Корректор М.Шароши
Заказ 6021/12 Тираж 481 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
| Электропривод, 1978, выи.7 (69), Авторское свидетельство СССР № 1156871, 1983. |
