Изобретение относится к автоматизации механизмов прокатного производства и предназначено для управления летучими ножницами, производящими порезку проката на заданные мерные длины.
Целью устройства является повьше- ние точности порезки проката.
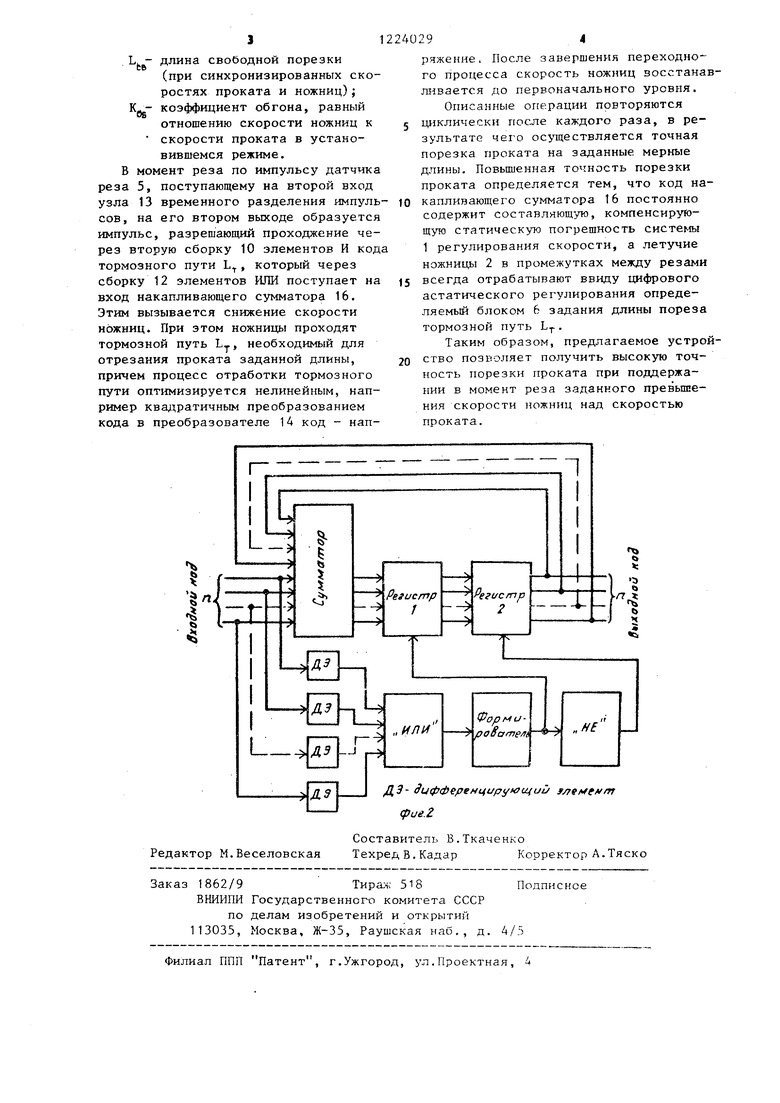
На фиг.1 приведена функциональная схема устройства; на - схема накапливающего сумматора.
Устройство содерлшт систему 1 регулирования скорости привода летучих ножниц 2, разрезающих на ходу прокат 3, связанный с валом ножниц импульсный датчик 4 скорости и датчик 5 реза, блок 6 задания длины пореза, импульсный датчик 7 скорости проката логическую схему 8, состоящую из трех сборок 9, 10 и 11 элементов И, одной сборки 12 элементов ИЛИ и узла 13 временного разделения импульсов, преобразователь 14 код - напряжение, управляемьй делитель 15 частоты и накапливающий сумматор 16. Частотный вход управляемого делителя 15 частоты соещ-гнен с выходом импульсного датчика 4 скорости ножниц, управляющий вход соединен с первым выходом блока 6 задания длины пореза, а выход управляемого делителя 15 частоты подключен к первому входу узла 13 временного разделения импульсов логической cxet-ai 8. Второй вход узла 13 временного разделения импульсов соединен с датчиком 5 реза5 третий вход - с выходом импульсного датчика 7 скорости проката. Первый, второй и третий выходы узла 13 временного разделения импульсов соединены с управляющ гми входами соответственно первой 9, второй 10 и третьей 11 сборок элементов И, информационные входы которых подключены соответственно к четвер- тому, третьему и второму выходам блока 6 задания длины пореза. Выходы всех сборок элементов И 9, 10 и 11 соединены с входами сборки 12 элементов РШИ, выход которой подключен к входу накапливающего сумматора 16 Выход накапливающего сумматора 16 соединен с входом преобразователя 14 код - напряжение, выход icoToporo подключен к входу системы 1 регулирования скорости.
Устройство работает следующим образом.
В исходном состоянии импульсь датчика 7 скорости проката 3 пос- тупают на третий вход узла 13 временного разделения импульсов. При
этом на третьем выходе узла 13 временного разделения образуются импульсы, разрешающие прохождение через третью сборку 11 элементов И кода +1, сформированного на втором
выходе блока 6 задания длины. Код +1 через сборку 12 элементов ШШ поступает на вход накап швающего сумматора 16 (фиг.2). Аналогично по каждому импульсу, пришедшему с выхода упракляемс го делителя 15 частоты на пгрвьЕй вход узла 13 временного разд«шенР15;: импульсов логической схемы 8, на первом вькоде узла 13 временного разделения образ ются импульсы,, рг:3решающие прохождение через первук сборку 9 элементов И кода -I, сформированного на четвертом выходе блока 6 задания длины. Код -1 через сборку 12 элементов
ИЛИ также поступает на вход накапливающего сумматора. Код с выхода накапливающего сумматора 16, выполняю- |Щего роль астатического регулятора скорости, поступает на вход преобразователя 14 и преобразуется в напряжение, которое подается на вход системы 1 статического регулирования скорости привода летучих ножниц 2. В результате этого устанавливается такое значение скорости ножниц, при котором частота следования импульсов с выхода управляемого делителя 15 частоты равна частоте импульсов датчика 7 скорости проката, а линейная скорость ножей ножниц превышает скорость проката в соответствии с заданным коэффициентом обгона, формируемым на первом выходе блока 6 задания длины пореза и поступающим ка управляющий вход делителя 15 частоты. При :том код на выходе накапливающего сум14атора 16 определяется статикой системы 1 регулирования скорости.
С третьего выхода блока 6 задания длины пореза на информационггые входы второй сборки 10 элемент.ов И логической схемы 8 поступает код задания тормозного пути ножниц, сформ:;рован- №1й в соответствии с выражением
т Г-5, т L. --- - L,,
заданная длина порезки;
L - длина свободной порезки
(при синхронизированных скоростях проката и ножниц);
К..,- коэффициент обгона, равный
ОБ
отношению скорости ножниц к скорости проката в установившемся режиме.
В момент реза по импульсу датчика реза 5, поступающему на второй вход узла 13 временного разделения импульсов, на его втором выходе образуется импульс, разрешающий проходжение через вторую сборку 10 элементов И код тормозного пути L, который через сборку 12 элементов ИЛИ поступает на вход накапливающего сумматора 16. Этим вызывается снижение скорости ножниц. При этом ножницы проходят тормозной путь L.J., необходимый для отрезания проката заданной длины, причем процесс отработки тормозного пути оптимизируется нелинейным, например квадратичным преобразованием кода в преобразователе 14 код - напряжение. После завершения переходного процесса скорость ножниц восстанав- лнвается до первоначального уровня.
Описанные операции повторяются циклически после каждого раза, в результате чего осуществляется точная порезка проката на заданные мерные длины, Повьш1енная точность порезки проката определяется тем, что код накапливающего сумматора 16 постоянно содержит составляющую, компенсирующую статическую погрешность системы 1 регулирования скорости, а летучие ножницы 2 в промежутках между резами
всегда отрабатывают ввиду цифрового астатического регулирования определяемый блоком 6 задания длины пореза тормозной путь L.
Таким образом, предлагаемое устройство позволяет получить высокую точность порезки проката при поддержании в момент реза заданного превышения скорости ножниц над скоростью проката.
Д
Редактор М.Веселовская
ДЗ- дифференциругсщий f/fff4fffm (pue.Z
Составитель В.Ткаченко
Техред В. Кадар Корректор А.Тяско
Заказ 1862/9Тира:кс 518Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Филиал ППП Патент, г.Ужгород, ул.Проектная, 4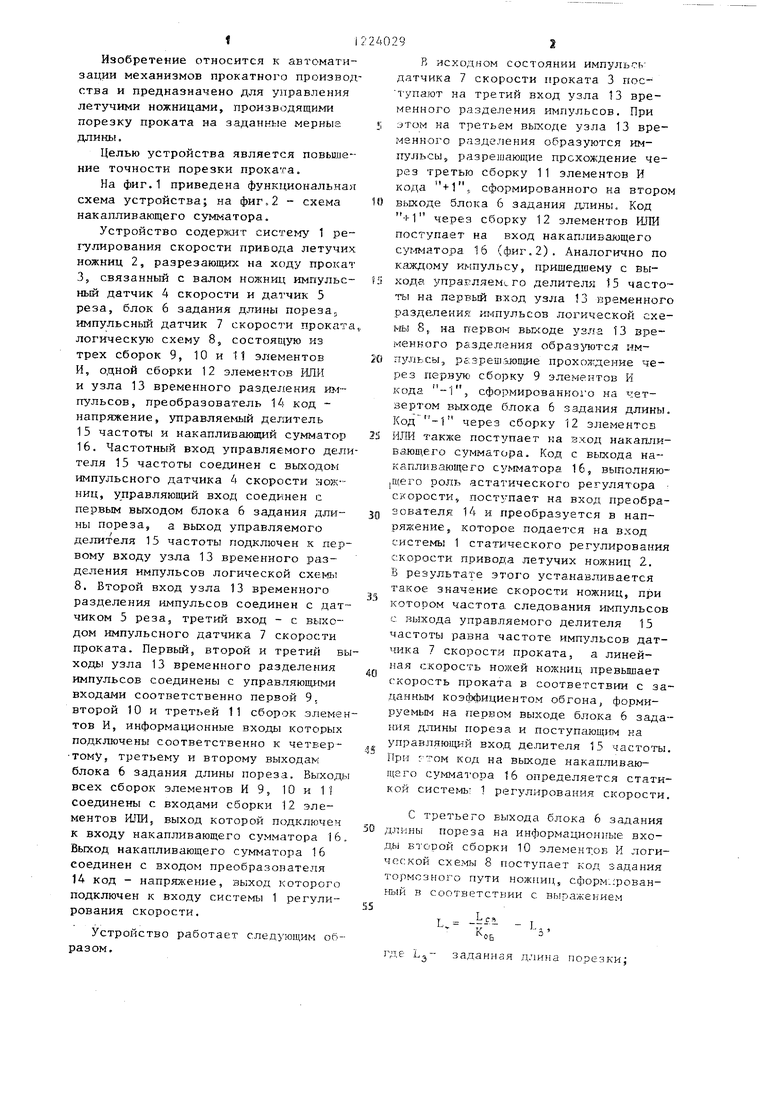
| название | год | авторы | номер документа |
|---|---|---|---|
| Цифровое устройство управления летучими ножницами (его варианты) | 1983 |
|
SU1156871A1 |
| Система управления приводом многоклетьевого профилегибочного стана с порезкой проката на ходу приводными летучими ножницами | 1982 |
|
SU1049200A1 |
| Система управления приводом летучих ножниц | 1987 |
|
SU1523269A1 |
| Устройство управления летучими ножницами | 1984 |
|
SU1234072A1 |
| Устройство управления безупорным мерным резом полосы | 1978 |
|
SU774832A1 |
| Система управления раскроем раската на летучих ножницах | 1986 |
|
SU1391813A1 |
| Цифровое устройство управления летучими ножницами | 1986 |
|
SU1359036A1 |
| Система управления приводом летучих ножниц | 1984 |
|
SU1260121A1 |
| Способ управления станом с перфорацией и порезкой гнутых профилей на ходу и устройство для его осуществления | 1989 |
|
SU1680406A1 |
| Устройство согласования скоростей проката и вращения барабана летучих ножниц | 1979 |
|
SU872066A1 |

| Устройство управления летучими ножницами | 1975 |
|
SU545400A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| ЭЙ Электропривод, 1978, 7(69), с.13-16 | |||
| СИСТЕМА УПРАВЛЕНИЯ ПРИВОДОМ ЛЕТУЧИХ НОЖНИЦ | 0 |
|
SU302185A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
