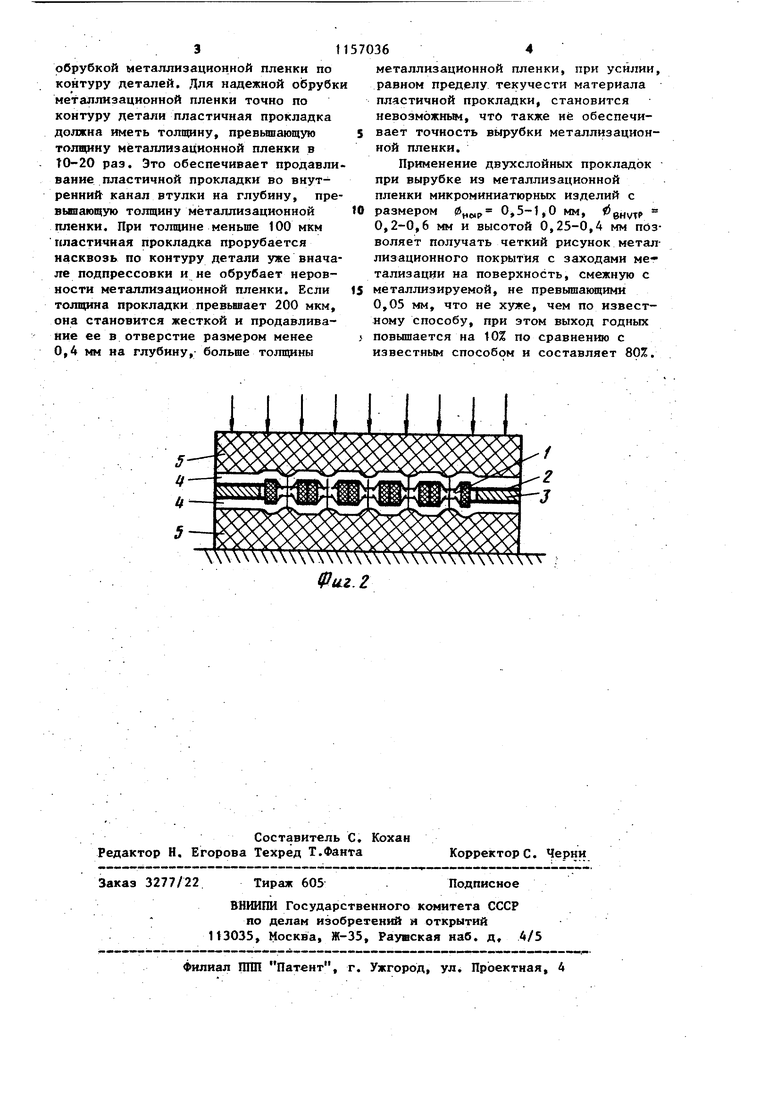
Изобретение относится к способам металлизации диэлектрических материалов, применяемых в различных отраслях промышленности, например, в электронной, электротехнической. По основному авт.св. № 1058946 известен способ, заключающийся в том что металлизационную ленту укладываю на изделия, размещенные вплотную ДРУ к другу; нагрев проводят под нагрузкой 0,5-0,8 кг/см, вжигание проводят вместе с металлизационной лентой а после вжигания вырубают изделия подпрессовкой между двумя эластичным прокладками при давлении 4-6 кг/см Для отделения металлизированной втулки от обожженной металлизационной ленты обычно используют эластичные прокладки, например, из полиуретана или резины Р}. К.недостаткам известного способа следует отнести то, что в ряде случаев, когда размеры деталей меньше имр мм, внугр 0,4 мм, а высота f) 0,2-0,25 мм, их вырубка из металлизированной ленты становитс затруднительной, при этом внутренний контур металлизационного покрытия, наносимого на торец втулки, не всегд повторяет контур изделия, а получается с острыми необрубленными выступами. Это объясняетсятем, что при подпрессовке проникновение эластичного материала, например, полиуретана в отверстия диаметром меньше 0,4 мм на глубину, большую толщины металлиэационной пленки, становится затруднительным, и, чтобы обеспечить четкость вырубки деталей из металлизационной ленты,прходится увеличивать усилие подпрессовки, чт часто приводит к разрушению втулок, причем четкость вырубки достигается не всегда. Целью изобретения является повышение процента выхода годных микроминиатюрных деталей. Поставленная цель достигается тем, что согласно предлагаемому способу металлизации керамических . изделий, между эластичной прокладкой и деталью дополнительно размещают прокладку из пластичного материала. Причем материал пластичной прокладки выбирают с пределом текучести меньшим предела прочности керамического изделия на сжатие, а подпрессовку производят при нагрузке, равно пределу текучести пластичного материала. Толщина пластичной прокладки должна быть больше толщины металлизационной пленки в 10-20 раз. Сущность изобретения состоит в следующем. Вначале, когда под действием сжимающей нагрузки со стороны эластичной прокладки и торцов втулок пластичная прокладка начинает деформироваться, она разрушает металлизационную пленку в местах, не имеющих контакта с торцами втулок, т.е. во внутренних каналах втулок, и между самими втулками. При этом разрушение начинается в местах, наиболее удаленных от контура деталей. Дальнейшая деформация пластичной прокладки приводит к тому, что часть ее материала начивает продавливаться во внутренний канал втулки и в пространство между ними на величину, превышающую толщину металлизационной пленки, одновременнЬ обрубая неровные края металлизационной пленки по контуру детали. Продавливанию пластичной прокладки во внутренний канал способствует эластичная прокладка. В качестве конкретного примера можно привести двухстороннюю вырубку из металлизационных пленок керамических втулок размером 0л(,5мм, Внут 0,2 мм, высотой Ь 0,25 мм из керамики ВК 94-1 с пределом прочности 250 кг/см. На фиг. 1 показан пакет с деталями после вжигания, металлизации перед подпрессовкой; на фиг. 2 - то же, в момент приложения сжимающей нагруз- ки Р, равной пределу текучести фторопласта 20 кг/см.. Пакет Состоит из деталей 1, металлизационной пленки 2 и рамки 3, помещенной между пластичными, например, фторопластовыми 4 и эластичньвт полиуретановыми прокладками 5. Толац1на металлизационйой пленки и пластичной прокладки равна tO и 100-200 мкм соответственно. Под действием этой нагрузки эластичные прокладки 5 сжимаются, предавая усилие на пластинчатые прокладки 4, которые деформируются, в результате чего часть пластичных прокладок в полости внутренних каналов деталей и между ними. Продавливание матершша пластичных прокладок сопровождается
311
обрубкой металлизационной пленки по контуру деталей. Для надежной обрубки металлизационной пленки точно по контуру детали пластичная прокладка должна иметь толщину, превьввающую толвщну металлизационной пленки в 0-20 раз. Это обеспечивает продавливание пластичной прокладки во внутренний канал втулки на глубину, превышающую толщину металлизационной пленки. При толщине меньше 100 мкм пластичная прокладка прорубается насквозь по контуру детали уже вначале подпрессовки и не обрубает неровности металлизационной пленки. Если толщина прокладки превьвпает 200 мкм, она становится жесткой и продавливание ее в отверстие размером менее 0,4 мм на глубину,- больше толщины
70364
металлизационной пленки, при усилии, равном пределу текучести материала пластичной прокладки, становится невозможньви, что также иё обеспечивает точность вырубки металлизационной пленки.
Применение двухслойных прокладок при вырубке из металлизационной пленки микроминиатюрных изделий с
O размером 0нс-р 0,5-1,0 мм, енутр 0,2-0,6 мм и высотой 0,25-0,4 мм позволяет получать четкий рисунок металлизационного покрытия с заходами метализации на поверхность, смежную с
5 металлизируемой, не превышающими
0,05 мм, что не хуже, чем по известному способу, при этом выход годных } повышается на tO% по сравнению с известным способом и составляет 80%.
VvV
Фчг.г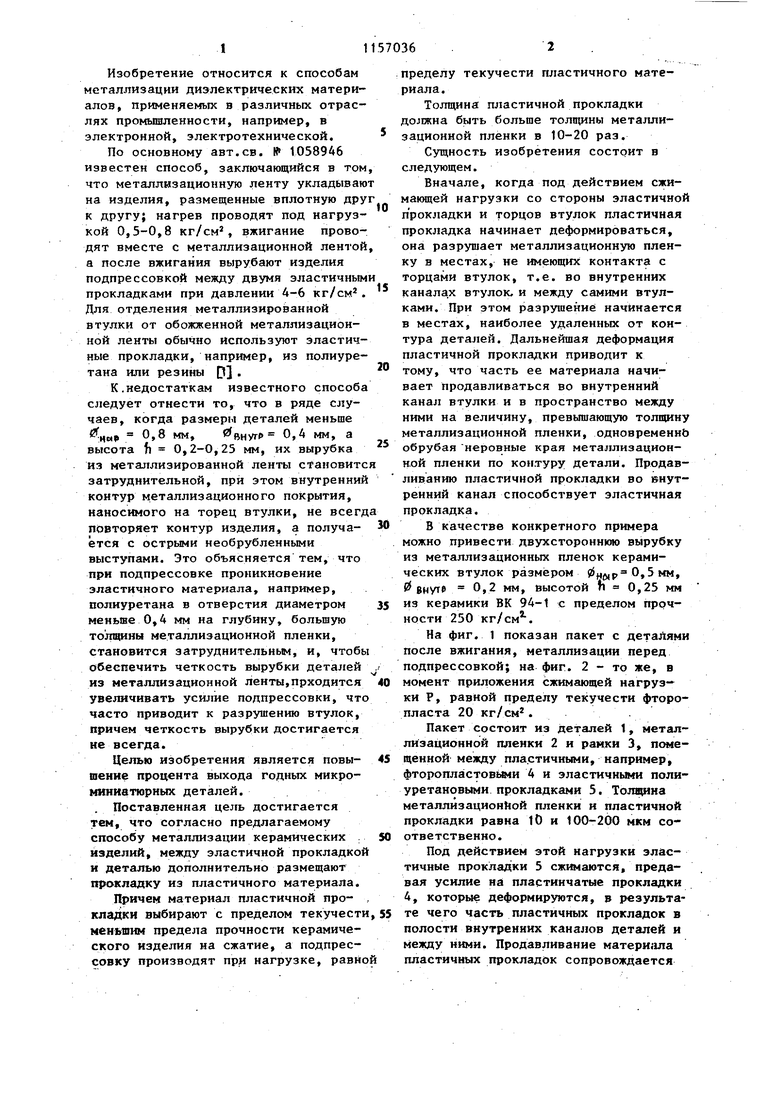
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ металлизации керамических изделий | 1982 |
|
SU1058946A1 |
| Способ металлизации торцовых поверхностей миниатюрных диэлектрических деталей | 1982 |
|
SU1052501A1 |
| Способ металлизации керамических изделий | 2021 |
|
RU2777312C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ОТДЕЛЬНЫЕ УЧАСТКИ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2240184C2 |
| СПОСОБ МЕТАЛЛИЗАЦИИ КЕРАМИКИ С ПОМОЩЬЮ МЕТАЛЛИЗИРОВАННОЙ ЛЕНТЫ | 2018 |
|
RU2711239C2 |
| Способ металлизации керамических изделий | 1978 |
|
SU783288A1 |
| Лента для металлизации керамики | 1978 |
|
SU675041A1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ КЕРАМИКИ | 2019 |
|
RU2803161C2 |
| Способ металлизации диэлектрического материала компонента электронной техники СВЧ | 2017 |
|
RU2654963C1 |
| Способ металлизации алюмонитридной керамики | 2021 |
|
RU2778363C1 |
1. СПОСОБ МЕТАЛЛИЗАЦИИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ по авт.св. 1058946, отличающийся тем, что, с целью повьтения процента выхода годных микроминиатюрных изделий, между эластичной прокладкой и деталью Дополнительно размещают прокладку иэ пластичного материала. 2.Способ по п. 1, о т л и ч а ющ и и с я тем, что материал пластичной прокладки выбирают с пределом текучести, меньшим предела прочности керамического изделия на сжатие, а поДпрессовку проводят, при нагрузке, равной пределу текучести пластичного материала. 3.Способ по п. , отличающийся тем, что толщина пластичной прокладки больше толщины металлизационной пленки в 10-20 раз. Фиг. i СД М О со О)
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ металлизации керамических изделий | 1982 |
|
SU1058946A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
