Изобретение относится к термической обработке проката, а именно к охлаждению проволоки, прутка или катанки.
Известен способ охлаждения, приме няемый в устройствах для охлаждения прутков или проволоки, представляющих собой проходные камеры прямоугольного сечения 1J.
Способ охлаждения в данных устройствах осуществляется с помощью перпендикулярной подачи круглых струй, которая, как показал опыт, приводит к их разбрызгиванию при соударении или натекании на проволоку И
Однако условия теплообмена в различных точках поверхности проволоки по длине и периметру окружности неодинаковы, что приводит к снижению и зпсудшению равномерности охлаждения. Неравномерное охлаждение приводит к неодйнакоШ11м структурным превращениям по сечению и длине, последнее ухудшает качество полученных изделий.
Известен способ, в котором издели охлаждаются в движущемся потоке воды в водяных охлаждающих камерах, каждая из которых состоит из кольцевых разбрызгивающих сопел или проводящих труб з.
Недостатком этих способов является невозможность обеспечения, стабильного равномерного охлаждения по периметру изделий из-за различных условий теплообмена. Так при охлаждении проволоки S спокойной воде или проводяпщх трубах возникает опасность снижения теплоотдачи на втдельнызс участках тфоволоки из-за скопления и прилипания паровых пузырей, при этом может возникнуть технологический брак по структуре. .
Известен также способ, в котором для охлаждения используют плоские струи .
Однако при этом способе существует опаснос.ть выхода npoisonoKH из зоны орошения, так как из-за гидродинамических явлений при обтекании цилиндра его положение относительно свободных струй является неустойчивым. При обтекании цилиндра струей со свободными пове|рхностями возникаю т/ел подъемная сила,- действуюо(ая на цилиндр в зависимости От геометри ческИх параметров имеет различную величину и направление 5}, т.е.
при короблении проволоки или катанки возможно возникновение условий вза-имиого отталкивания струи и изделия. При этом изделие выходит из зоны интенсивного водяного охлаждения и дальнейшее его возвращение в эту зону затруднено из-за сохраняющегося в этой области отталкивающего режима. Кроме этого, при обтекании цилиндра струей со свободной поверхностью возможно образование отрыва , струи от поверхности изделия, что приводит к образованию в этом месте паровой области.
.Недостатки этого способа охлажде. ния не позволяют устойчиво обеспечить равномерное по периметру охлаждение изделия с -требуемой скоростью. Из-за этих причин возможно возникновение большой неоднородности и технологического брака по структуре и механИческим свойствам изделий.
Цель изобретения - повьшение равномерности охлаждения по длине и периметру проволоки.
Указанная цель достигается тем, что согласно способу охлаждения, включакяцему подачу плоских струй охлаждающей жидкости с двух сторон проволоки, подачу плоских струй производят ерёз движущийся вдоль проволоки поток охлаждающей жидкости ро скоростью, превышающей скорость потока не менее, чем в десять ра.
В этом случае на расположенное в зоне струй круглое изделие деиствуют силы, стабилизирувмцие его в плоскости струй таким образом, что обеспечивается безотрывное обтекание по всему периметру изделия. Как известно скоростной профиль затопленных струй Имеет колоколообразный характер с максимумом на оси струи.. При перемещении круглого изделИя -, в затопленной струе от ее оси всегда возникает разница скоростей на поверхности изделия, причем на поверхности, расположенной ближе к оси струи, скорость больше и в соответствии с законом Бернулли давление меньше, чем иа поверхности, более удаяенш}й от оси струи. Эта разница давлений приводит к возникновению усилия, действующего иа изделие и направлеКиое к оси струи.
Потоки жидкости, обтекающие цилиндрическое тело, помещенное в пограничтдй слой затоплеиной струи
(область перемешивания), можно представить как сумму равномерного и циркуляционного-потока. Из гидродинамики известно, что при циркуляционном обтекании цилиндра возника ет подъемная сила, направление и величину которой можно легко определить Сб J.
Кроме подъемной силы к оси струи, на цилиндрическое тело, помещенное в поперечный-поток вязкой жидкости, действуют силы трения, направленные вдоль оси струи. Суммарное действие этих сил всегда оказывается направленным к точке встречи двух плоских струй. В этой точке равнодействующая всех гидродинамических сил, действующих на круглое изделие, равна нулю, т.е. тело находится в условиях гидродинамического равновесия.. Отклонение изделия в любую сторону от этой точки вызьшает появление усилий, возвращающих изделие в точку встречи струй, в которой .обеспечивается безотрывное обтекание его поверхности.
При значениях отношения скорости поступающих на охлалздение водяных плоских струй к скорости течения продольного потока меньших обеспечивается необходимая стабилизация изделияи его безотрывное обтекание, что ухудшает равномерность охлаждения и затруднит удаление паровых пузырей.
Предлагаемый способ заключается в следующем.
Организуется подача воды через сопла на направляющие, изогнутые прд углом 90, при этом образуются плоские струи. Перекрьюают 1/3 часть .или полностью нижние сливные отвврстия, при этом повышается уровень воды, который закрывает охлаждаемое изделие и плоские струи поступают в образованный движущийся вдоль проволоки поток воды, который стекает через передний и задний края желоба в поддон. При осуществлении способа обеспечивается превышение скорости истечения струй из сопел над скоростью продольного потока не менее, чем в 10 раз.
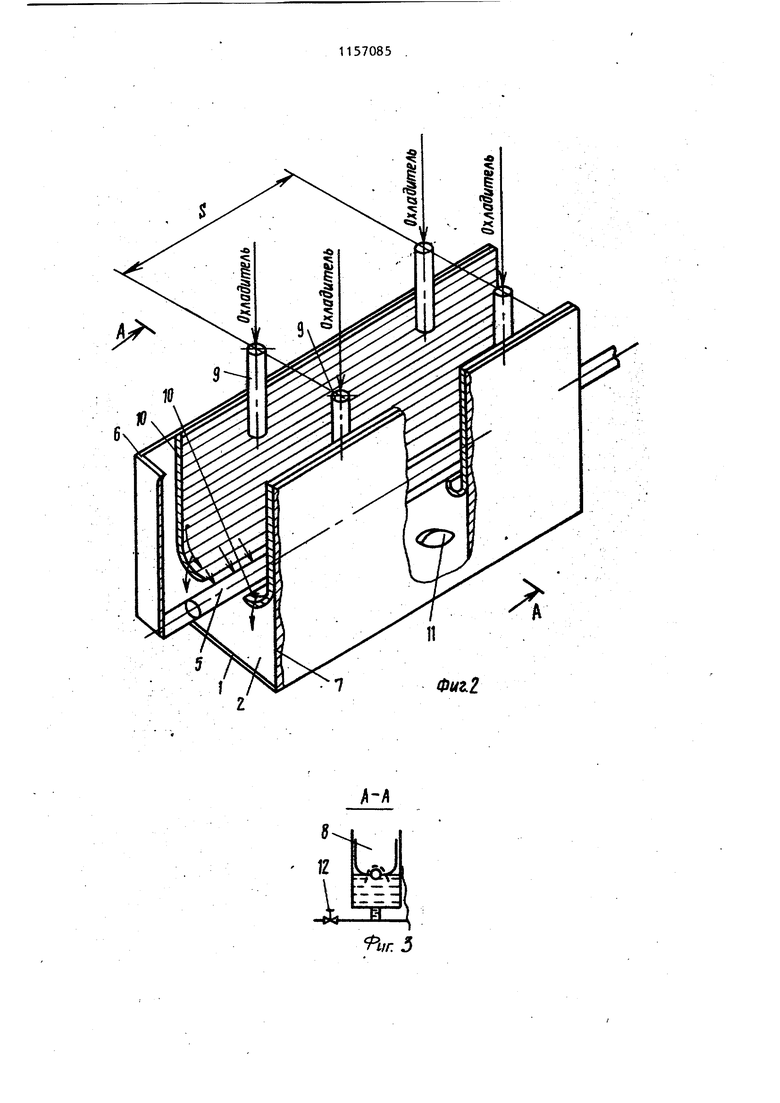
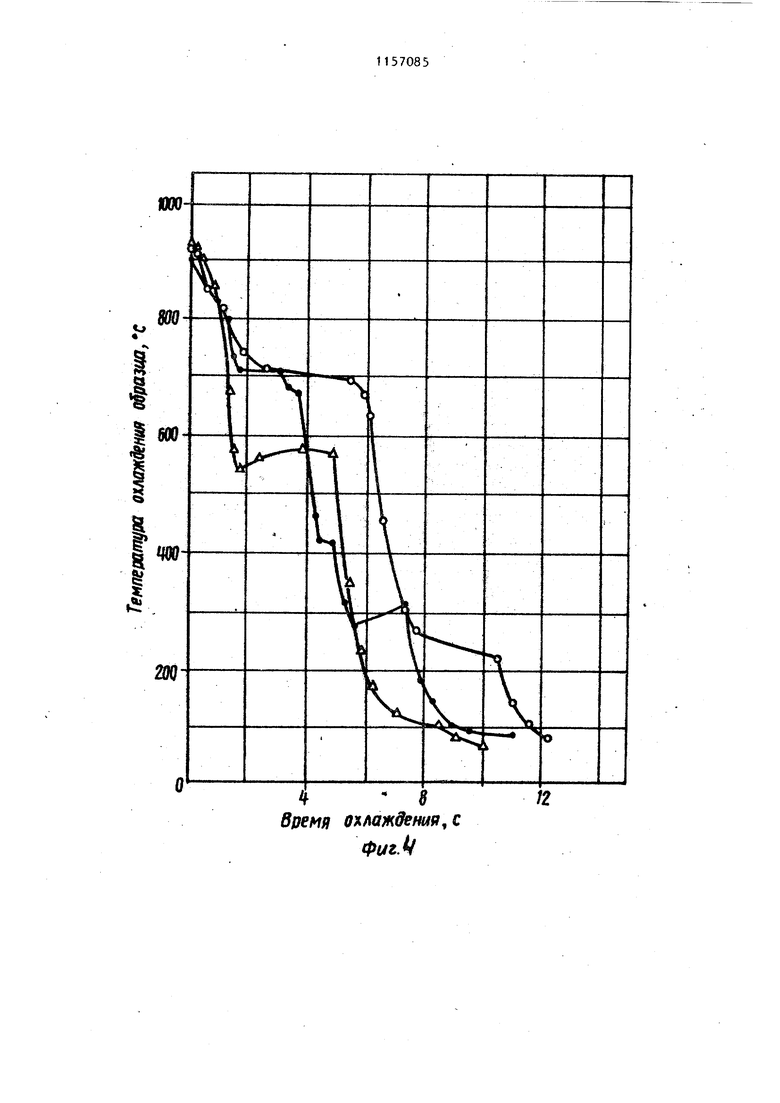
На фиг. 1 изображено взаимодействие потоков с охлаждаемьм изделием на фиг. 2 - один из вариантов peaлизации предлагаемого способа охлаждения в устройстве, на 4, 3 - сечение А-А на фиг. 2, на фиг. 4 - температурная зависимость для способа охлаждения в плоских струях, на фиг. 5 - то же,-в спокойной воде в ванне, на фиг. 6 - то же, для охлаждения затопленными струями в потоке воды.
В ванне со свободной поверхностью жидкости 1 и днищем 2 за счет ввода в ее объем двух встречных плоских струй охлаждающей жидкости возникают потоки со .скоростными полями 3 (сечение в месте ввода струй в объем ванны) и 4, соответствующими скоростному полю затопленных струй. На ци-:;линдрическое изделие 5, помещенное в область струйных потоков, действует подъемная сила F , направленная в соответствии с циркуляцией жидкости Б всегда к оси струй, и сила трения ff , направленная к линии соударения встречных струй. Равнодействующая FP этих гидродинамически сил всегда направлена к оси струй и равна нулю только при расположении изделия на линии встречи струй, которая при равном начальном импульсе струй располагается на одинаковом расстоянии от сопел.
Реализация предлагаемого способа охлаждения в потоке воды с затопленными струями заключается в образовании потока воды в работающих секциях - камерах-желобах в зстройстве.
Многониточное устройство, предназначенное для одновременного охлаждения нескольких параллельных ниток движущейся проволоки, представляет собой ванну 6, разделенную вертикальными перегородками 7, которые образуют для каждой нитки отдельные камеры-желоба 8 прямоугольного сечения. Каждая камера-желоб 8 содержит сопла 9 для подачи охладителя и изогнутые на 90 по радиусу пластины с острьми кромками на выходном конце 10. В днище ванны располагаются сливные отверстия 11. Для обеспечения условий создания продольного потока воды сливные отверстия снабжены регулирующими устройствами 12.
При ос;ш1ествлении способа охлаждения затопленными струями в потоке воды запорными и регулирумцим устройствами перекрывают полностью или частично СЛИ9 воды через нижние сливные отверстия. За счет зтого в секциях повышается уровень воды котоSрый закрывает охлаждаемое изделие и образуется движущийся продольный поток воды, который стекает через передний и задний край камеры-жело ба в поддон. Подобная схема оклажд НИН проволоки обеспечивает устойчивый постоянный режим охлаждения и воспроизводимость- результатов при заданных режимных параметрах и тип-а обрабатываемой проволоки. Исследованиями было установлено что наиболее эффективным и обеспечивающим стабильные результаты явл ется способ охлаждения в потоке с затопленными струями воды. Из графиков, приведенных для од них и тех же режимных параметров (расход охладителя - 0,4-0,8 м-/ч скорости движения проволоки --0,09 м/с и диаметр проволоки мм) видно, что для температурного интервала .750-500 С, наиболее важного с точки зрения техно логии, время охлаждения для способ в плоских струях составляет 2,54,8 с, для спокойной воды 1,1-2,0 и для предлагаемого способа 0,71,0 с. Это в свою очередь определяет технологическую стабильность Очевидно, что наилучшая стабиль ность результатов имеет место при предлагаемом способе (фиг. 5). Соответственно имеем и следующи диапазоны изменения скорости охлаж ния: 100-52, 230-125 и 360-250 /с Выход проволоки из зоны омыванкя отсутствует при использрвании
У/ж-9
Л
Фи 5 затопленных струй в потоке воды. Требуемый уровень -воды в устройстве устанавливается за счет определенного Соотношения между скоростью поступающих на охлаждение водяных плоских струй и максимальной скорости течения продольного потока. Пример. Для осуществления предлагаемого способа охлаждения затопленными струями в потоке воды 1/3 часть всех отверстий 11 закрывается с помощью запорных устройств и механизмов 12.- Проволока 5 определенного диаметра (например, 6 мм), нагретая до температуры, задаваемой по технологии (например, 950С), подается из печи в камеры 8, где за счет увеличенной подачи охладителя к закрытия части сливных отверстий создается продольньй водяной поток высотой -10 мм. Количеством рткры- тых сливных отверстий регулируется прежде всего соотношение между скоростями поступающих.на охлаждение водяных плоских струй и ма1 симальной скорости течения продольного подпорного потока и устанавливаемый вследствие их взаимодействия необходимьй уровень воды в устройстве на 5-10 мм выше уровня охлаждаемых изделий. Использование предлагаемого споЬоба позволяет повысить равномерность ;охлаждения проволоки по ее дАйне и ;периметру и за счет этого повысить . качество проволоки.
Фиг.2


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ поверхностной обработки движущегося проката | 1988 |
|
SU1588781A1 |
| Устройство для термообработки изделий | 1981 |
|
SU985077A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ДВИЖУЩЕГОСЯ ГОРЯЧЕГО ПРОКАТА | 1992 |
|
RU2031143C1 |
| СПОСОБ ПОДОГРЕВА ВОДЫ ДЛЯ ОТОПЛЕНИЯ И/ИЛИ ГОРЯЧЕГО ВОДОСНАБЖЕНИЯ, УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ГАЗОВЫЙ ГЕНЕРАТОР ТЕПЛА ДЛЯ УСТАНОВКИ | 1993 |
|
RU2018771C1 |
| Осевой многоступенчатый компрессор с впрыском воды в его проточную часть | 2020 |
|
RU2757150C1 |
| Пневматическая флотационная машина "зарница | 1984 |
|
SU1183180A1 |
| ПНЕВМАТИЧЕСКАЯ ФЛОТАЦИОННАЯ МАШИНА | 1989 |
|
RU2067891C1 |
| Способ обработки изделий | 1990 |
|
SU1780874A1 |
| Пневматическая флотационная машина | 1991 |
|
SU1814924A1 |
| Пневматическая флотационная машина | 1985 |
|
SU1315028A2 |


СПОСОБ .ОХЛАВДЕНИЯ ПРОВОЛОЮТ, включакш1Ий подачу плоских струй охлаждающей жидкости с двух сторон проволоки, от л и ч а ю щ и и с я тем, что с целью повышения равномер- , нойти охлаждения проволоки подачу. плоских струй производят через движущийся вдоль проволоки поток охлаждающей жидкости со скоростъю ; превышающей скорость потока не менее чем в десять раз. (Л ел X) :л
12
/гЗ 4 Время - 8 (ял(, с ФигМ
Время охлаждения, с Фиг,6
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 0 |
|
SU156445A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Оборудование для регулируемого охлаждения катанки на современных проволочных станках в СССР и за рубежом | |||
| НИИинформтяжмаш, 1-73-10-, с | |||
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Недовизий И.Н | |||
| и др | |||
| Совмещение процессов производства проволоки | |||
| М | |||
| , Металлургия, 1979 | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Известия АН СССР, МЖГ, 1977, 5, с | |||
| Устройство для выпрямления многофазного тока | 1923 |
|
SU50A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Лойцеянский Л.Г | |||
| Механика жид- кости и газа | |||
| М., Наука, t970, с | |||
| Устройство для вытяжки и скручивания ровницы | 1923 |
|
SU214A1 |
