Известен штамп для фигурной гибки листовой заготовки, например лопаток завихрителей, с образованием усиков, расположенных попарно на концах детали, выполненный с разъемной матрицей, сидящей на пружинах, и снабженный магазином для автоматической подачи заготовки.
Описываемый штамп для фигурной гибки листовой заготовки дает возможность осуществить одновременную гибку верхней и нижней пары усиков в листовой заготовке за один ход пресса. С этой целью в штампе применены для гибки верхней пары усиков два пуансона-ролика, свободно сидящие в пазах верхней части штампа, а для гибки нижней пары усиков - два прижима, совершающие одновременно с пуансонамироликами встречное движение при помощи клинового механизма.
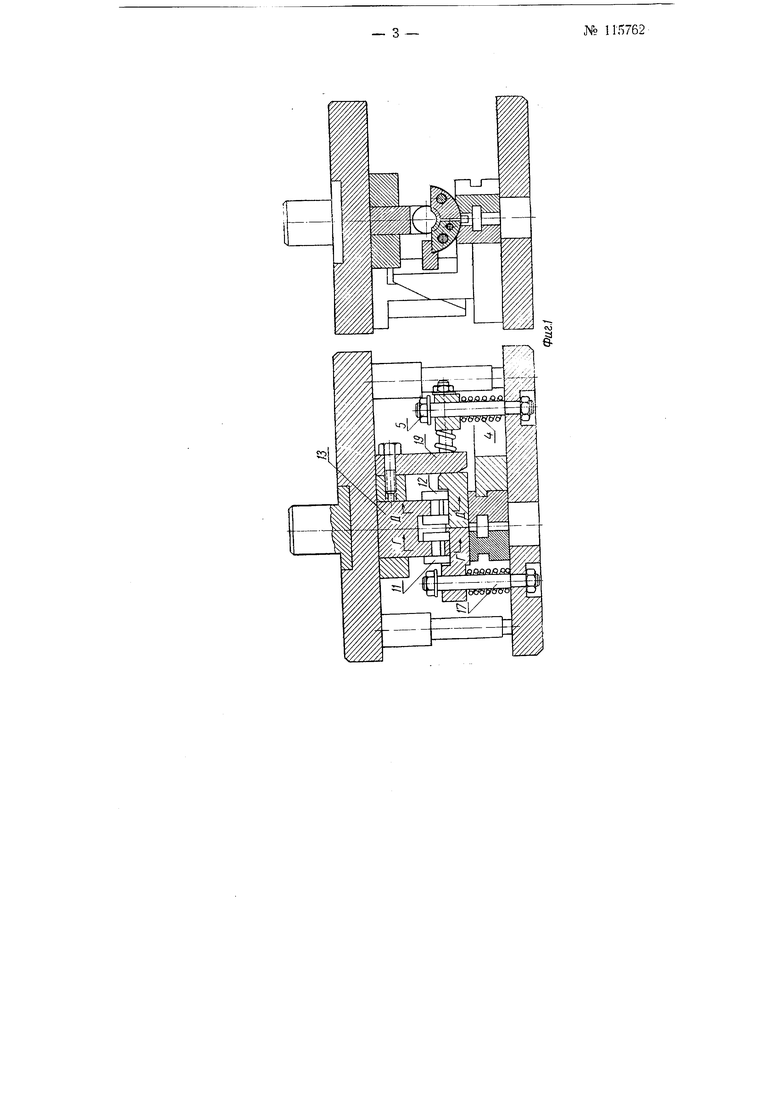
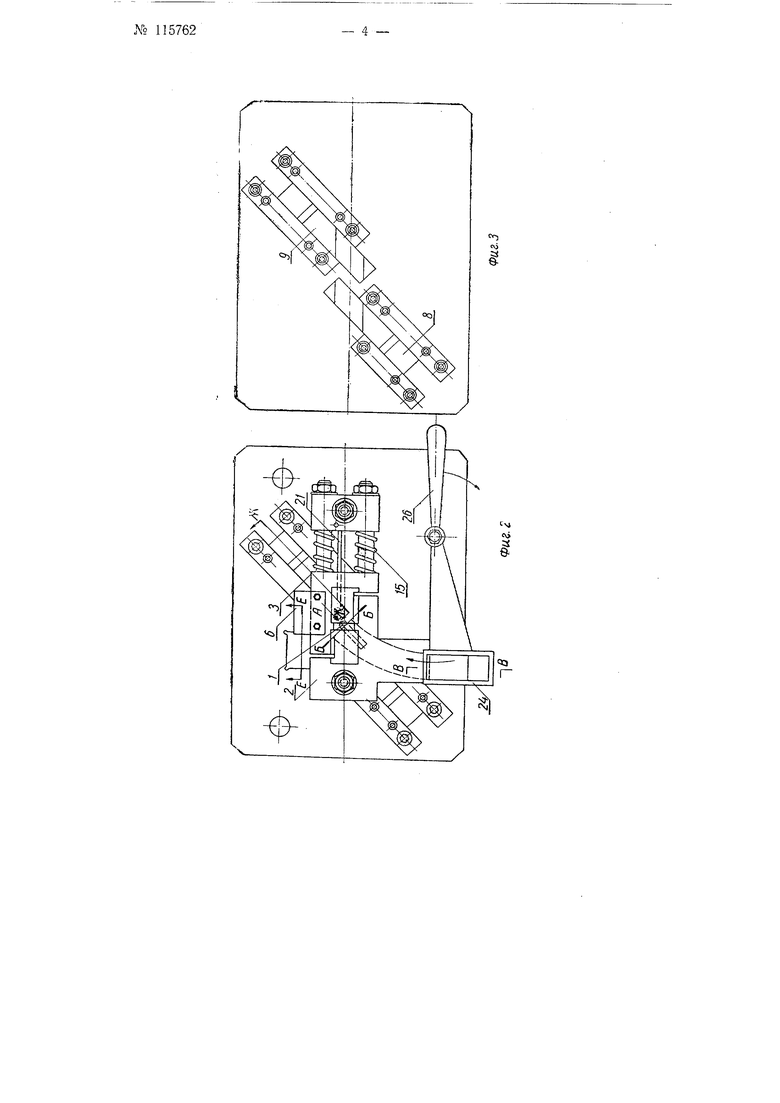
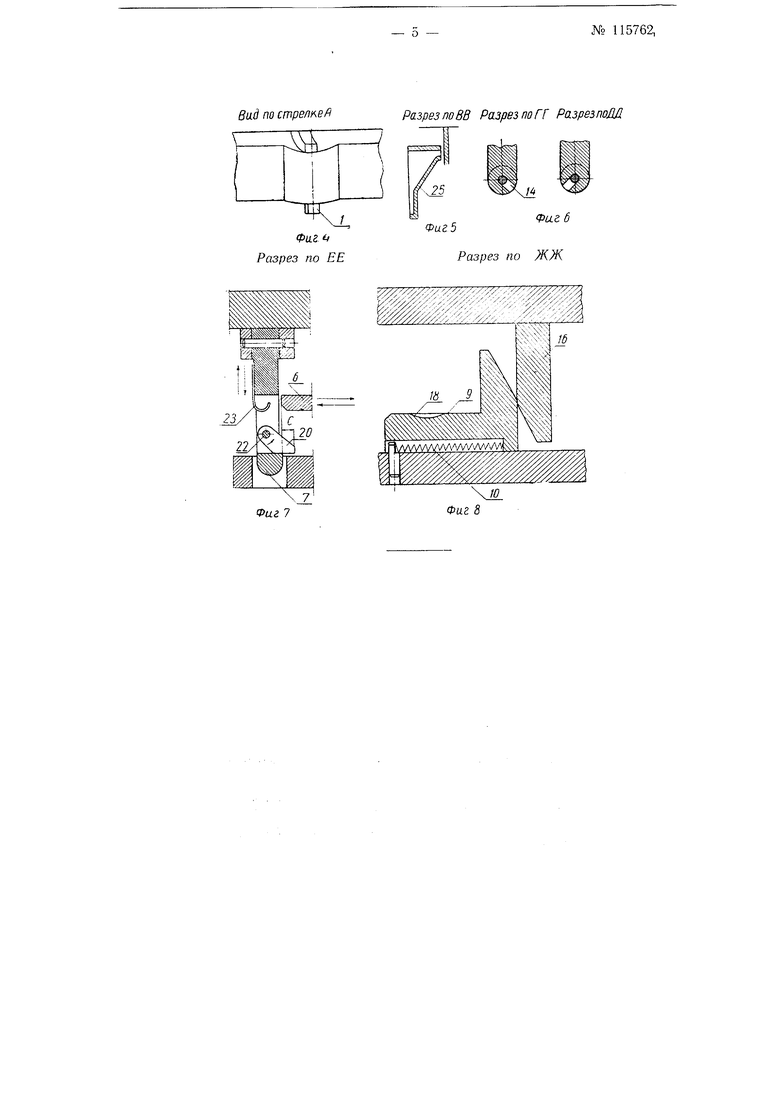
На фиг. 1 изображен предлагаемый штамп (в разрезе) в двух проекциях; на фиг. 2 - разъемная матрица и магазин для автоматической подачи заготовки, вид сверху; на фиг. 3 - нижняя плита щтампа « два прижима, вид сверху; на фиг. 4 - вид по стрелке А на разъем ББ матрицы на фиг. 2; на фиг. 5 - разрез по ВВ на фиг. 2; на фиг. б - разрезы по Г Г-и по ДД на фиг. Ч; на фиг. 7 - разрез по ЕЕ на фиг. 2 и на фиг. 8 - разрез по ЖЖ на фиг. 2.
На чертежах штамп показан при положении ползуна пресса в нижней мертвой точке, когда все рабочие элементы штампа находятся в, крайнем переднем положении.
Листовая заготовка, например, лопатка завихрения, зстанавливается в зазор по разъему ББ матрицы с упором в торец L Матрица состоит из двух частей 2 к 3, которые под действием пружин 4 удерживаются в верхнем положении, упираясь в буртики гаек 5, а планка 6, жестко скрепленная с частью 3 матрицы, упирается в торец стойки 7 удерживая матрицу в открытом положении, с зазором по разъему ББ. Прижимы 8 и 9 под действием пружины W отведены в крайнее заднее положение.
.N0 115762- 2 -
Пуансоны-ролики // и J2, имеющие возможность свободно перемещаться по наклонным пазам в стойке 13 под действием своего веса, опускаются и удерживаются от выпадания из пазов стальными лентами 14.
При ходе ползуна пресса вниз торец стойки 7 освобождает планку 6. Под действием пружин 15 часть 2 матрицы подается до упора влево и прижимает листовую заготовку к части 3 матрицы.
Пуансоны-ролики 11 и 12 встречают на своем пути верхние усики листовой заготовки и отгибают их, перемещаясь при этом по наклонным пазам в стойке 13.
Клинья 16, прикрепленные .к верхней шште щтампа, перемещают при помощи скосов прилсимы 8 и 9 навстречу один к другому, которые подгибают нижние усики листовой заготовки. По мере подгибания верхних усиков части .2 и 3 матрицы перемещаются по направляющим колонкам 17 и прижимают нижние усики к прижимам 8 и 9, имеющим выемки 18.
Окончательно листовая заготовка формуется при достижении ползуном пресса нижнего положения.
Для того, чтобы во время гибки усиков не произошло раскрытие матрицы (вследствие недостаточной жесткости пружин 15) предусмотрена прикрепленная к верхней плите стойка 19, которая запирает часть 3 матрицы на время гибки усиков.
При движении ползуна пресса вверх, части 2 и 5 матрицы подниЛ1аются пружинами 4, а прижимы 8 и 9 возвращаются в начальное положение пружинами 10.
Для выемки детали уже с загнутыми усиками матрица раскрывается при помощи собачки 20, которая при ходе вверх своим скосом действует на планку 6 и перемещает часть 3 матрицы в правое (крайнее по.ложение) вместе с готовой деталью. При движении части 3 матрицы готовая деталь наталкивается на щтырь 21 и сбрасывается через отверстие в нижней .плите штампа на стол пресса. Пройдя собачку 20, планка 6 освобождается и часть 3 матрицы под действием пружины /5 начинает перемещаться в обратном направлении до упора планки 6 в торец стойки 7. Собачка 20 имеет возможность поворота вокруг оси 22, благодаря чему при ходе ползуна пресса вниз она поворачивается и утапливается в пазу стойки. В рабочее положение собачка 20 отбрасывается пластинчатой пружиной 23.
Листовые заготовки, подлежащие обработке, загружаются в магазин 24, Имеющий наклонный лоток 25. При повороте рукоятки 26 до упора на себя заготовка вместе с лотком 25 подается к разъему ББ матрицы. Дойдя до разъема матрицы, заготовка падает в зазор разъема.
Предмет изобретения
Штамп для фигурной гибки листовой заготовки, например, лопаток завихрителей, с образованием усиков, расположенных попарно на концах детали, выполненной с разъемной матрицей, сидящей на лружинах и снабженный магазином для автоматической подачи заготовки, отличающийся тем, что, с целью осуществления одновременной гибки верхней и нижней пары усиков в листовой заготовке, применены для гибки верхней пары усиков свободно сидящие в пазах верхней части щтампа два пуансона-ролика, а для гибки нижней пары усиков два прижима, совершающие одновременно с пуансонами-роликами встречное движение при помощи клинового механизма.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вытяжки крупногабаритных изделий | 1977 |
|
SU677789A2 |
| Штамп для обработки участков боковой поверхности изделий | 1984 |
|
SU1181753A1 |
| Штамп для чистовой пробивки отверстий в штучных заготовках | 1978 |
|
SU778872A1 |
| ЙСЕСОЮЗНАЯПДиГПйи-иЯиГ-^- r;?^h| ВИ5ЛИО оКА I | 1973 |
|
SU373058A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ ПРОВОЛОКИ ДЕТАЛЕЙ ТИПА ШТЫРЕЙ | 1971 |
|
SU414034A1 |
| Штамп,преимущественно для пробивки пазов в заготовках вкладышей подшипников скольжения | 1983 |
|
SU1123765A1 |
| Штамп для обработки листового материала | 1985 |
|
SU1263404A1 |
| Штамп для изготовления петли, на преимущественно крупногабаритной листовой заготовке | 1982 |
|
SU1050789A1 |
| Штамп для обработки штучных плоских заготовок | 1982 |
|
SU1094651A1 |
| Универсальный переналаживаемый штамп для пробивки отверстий | 1981 |
|
SU990373A1 |