Изобретение относится к трубопрокатному производству и может быть использовано при проектировании станов холодной прокатки труб.
Цель изобретения - упрощение конструк- ции и повышение износоустойчивости механизма.
На фиг. 1 изображен распределительно-подающий механизм, общий вид; на фиг. 2 вид А на фиг. 1.
Распределительно-подающий механизм стана холодной прокатки труб содержит приводной вал 1 с кулачком 2, ведущий вал 3 подачи заготовки с жестко закрепленным на нем рычагом 4, несущим ролик 5, смонтирован- ный в рамке 6 с эксцентриком 7 и охваты- в ающей его втулкой 8, прикрепленный к ней ведущий кривощип 9, составленный из двух расположенных по диаметру втулки частей с продольным пазом на свободной части, приводной винт 10 с пальцем 11, размещенным в этом пазу, ведомый вал 12 кодачи, установленный на нем ведомый кривошип 13 и тягу 14, щарнирно соедш1яющую оба кривошипа.
Устройство работает следующим образом.
Приводному валу 1 сообщается постоя1шое вращение. Кулачок 2, вращаясь вместе с приводным валом, сообщает рычагу 4 через контакт с роликом 5 качательное движение. При этом ведущий вал 3 подачи заготовки с эксцентриком 7 совершает возвратно-вращательное движение, а ведущий кривошип 9 - качательное движение с одновременным проскал зывшшем в продольном направлении относительно пальца 11. От ведущего кривошипа через тягу 14 сообщается качательное движение ведомому кривошипу 13 и возвратно-вращательное движение ведомому валу 12 подачи с амплитудой об , которое посредством
обгонной муфты свободного хода и шестеренной передачи преобразуется в прерьшистое
вращение винта подачи, обеспечиваюидее требуемую подачу заготовки.
Для изменения величины подачи заготовки приводной винт 10 с пальцем 11 перемещают в осевом направлении, изменяя тем самым плечо 6 ведущего кривошипа 9 и, следовательно, амплитуду его качания. Соответ- сгаенно изменяется и амплитуда качания ведомого кривошипа 13, определяющая величину подачи. Таким образом, перемеп5е1шем винта 10 устанавливают требуемую величину подачи заготовки.
В отличие от известных аналогичных механизмов, где ведущий кривощип соединен концентрично и жестко со своим валом, в предлагаемом механизме это соединение вы- полнено эксцентричным и по подвижной по
s 0 5
о
0
5
5
0
К)2
садке, что позволяет исиользонать ведуп ий кривошип не только в рабочего звепа для передачи поворотного движения от вала крипо1пипа на сам кривоишп и далее через тягу на ведомый кривошип и его вал, но и в функции регулятора величины угла поворота обоих кривопл1пов (при наличии удлинения ведущего кривошипа с пазом на нем и с приводным пальцем в пазу), обеспечить плавность изменения динамических нагрузок (в процессе эксплуатации) в обоих кривошипах и во всех последующих звеньях кинематической цепи механизма подачи заготовки, снизив тем самым ударные нагрузки, повысить эксплуатацио1-шуто надежность, износоустойчивость и долговечность.
Механизм позволяет обеспечить в любой момент времени в процессе прокатки (при безостановочной работе стана) плавность и точность регулирования подата заг отовки с возможностью изменения подачи на самые ргезначительные вели шны и тем самым регу- JtnpoBaTb величину линейного смещения заготовки в соответствии с заданным технологическим режимом прокатки каждой трубы, Iнапример, при прохождении стыков заготовок шш при прокатке переднего конца каждой заготовки.
: Регулировочное перемещение пальца на заданную веливдну по вертикальной линии внутри паза на части ведущего кривошипа позволяет изменять величину угла поворота этого кривошипа и, значит, величину хода тяги и ;/гла с(. поворота ведомого кривощипа и его нала в процессе прокатки при безостановочной |эаботе стана.
Регулирование расстояния В между осями ведущего кривои1ипа и пальца может осуществляться в соответствии с технологическим режимом несколько раз за время прокатки каждой трубы, при прохождении в валках переднего участка заготовки.
Предлагаемый механизм надежен в работе в связи с конструктивно и кинематически обеспеченной возможностью свободного универсального поворота тяги при исполнении ею рабочей и регулировочной функций (без помех одна для другой), в связи с отсутствием направляющих для тяги и в связи со свободным сочетанием (за счет эксцентричноподвиж- ного соединения ведущего кривощипа с ведущим валом) рабочего перемещения ведущего кривопшпа с регулировочным его перемещением.
Предлагаемая конструк1щя проста и надежна, поскольку один ведущий кривошип, жест- |ко скрепленный с втулкой и соединенньт по подвижной посадке с ведущим валом эксцентри шо с ним, из одноплечего кривошипа стал двуплечим и стал неразрывным общим звеном одновременно следующих трех механизмов: двухкривошипного (два кривошипа и
тяга) однокривошипного (эксцентрик и веду- j щий кривошип) и кулисного (удлиненная часть ведущего кривошипа с пазом - кулиса, а палец - ее ползун).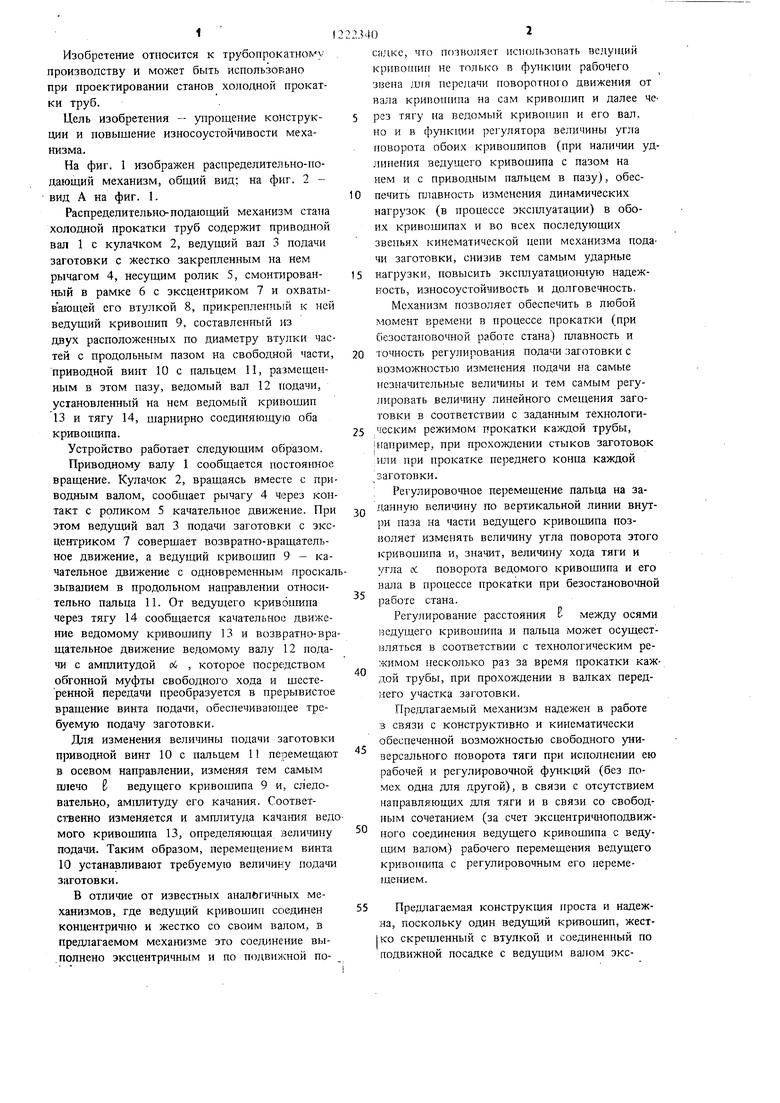
| название | год | авторы | номер документа |
|---|---|---|---|
| Распределительно-подающий механизм стана холодной прокатки труб | 1983 |
|
SU1115822A1 |
| Распределительно-подающий механизм стана холодной прокатки труб | 1983 |
|
SU1171130A1 |
| Подающе-поворотный механизм стана холодной прокатки труб | 1983 |
|
SU1158261A1 |
| Распределительно-подающий механизм редукторного типа стана холодной прокатки труб (его варианты) | 1984 |
|
SU1212639A1 |
| Муфта свободного хода | 1983 |
|
SU1131570A1 |
| Распределительно-поворотный механизм стана холодной прокатки труб | 1985 |
|
SU1266584A1 |
| Муфта свободного хода подающе-поворотного механизма стана холодной прокатки труб | 1983 |
|
SU1109553A1 |
| Способ холодной прокатки труб и стан для его осуществления | 1985 |
|
SU1346282A1 |
| Устройство для подачи заготовок стана холодной прокатки труб | 1982 |
|
SU1080891A1 |
| Муфта свободного хода | 1985 |
|
SU1346872A1 |

Редактор М. Бланар Заказ 1641/7
Составитель О. Прокопеня Техред О.СопкоКорректор
Тираж 518Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб. д. 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
Фиг.2
Составитель О. Прокопеня Техред О.СопкоКорректор М. Дсмчик
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| А | |||
| и др | |||
| Холодная прокатка труб | |||
| - Свердловск: Металлургиздат, 1962, с | |||
| Способ приготовления пищевого продукта сливкообразной консистенции | 1917 |
|
SU69A1 |
| Распределительно-подающий механизм стана холодной прокатки труб | 1983 |
|
SU1115822A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
