(З) ПОДАЮЩЕЕ УСТРОЙСТВО СТАНА ХОЛОДНОЙ ПРОКАТКИ
трув
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан пилигримовой прокатки труб | 1987 |
|
SU1405923A1 |
| Поворотно-подающий механизм стана холодной прокатки труб | 1972 |
|
SU500828A1 |
| Механизм подачи стана холоднойпРОКАТКи ТРуб | 1979 |
|
SU845898A1 |
| Стан холодной прокатки труб | 1978 |
|
SU747542A1 |
| Механизм подачи стана холодной прокатки труб | 1979 |
|
SU768500A1 |
| Стан холодной прокатки труб переменного сечения | 1987 |
|
SU1496849A1 |
| Устройство для перемещения оправочного стержня | 1980 |
|
SU863028A1 |
| ПЛАНЕТАРНЫЙ СТАН ПЕРИОДИЧЕСКОЙ ПРОКАТКИ ТРУБ | 2003 |
|
RU2237530C1 |
| Стан холодной пилигримовой прокатки труб | 1987 |
|
SU1491594A1 |
| Подающее устройство стана холодной прокатки труб | 1981 |
|
SU986524A1 |
1
Изобретение относится к трубопрокатному оборудованию, а именно К устройствам для подачи трубной заготовки в зону деформации, и может быть использовано в станах холод- ной прокатки труб с неподвижной рабочей клетью и подвижным вместе с заготовкой поворотно-подающим механизмом .
Известно подающее устройство стана холодной прокатки труб, содержащее подвижные от привода патрон по дачи заготовки и патрон зажима стержня оправки, кинематически связанные между собой посредством винта подачи и приводной каретки с размещенными на ней обгонными муфтами, имеющими зубчатый венец,, взаимодействующий с неподвижными рейками L1J.
В этом устройстве возвратно-поступательное перемещение каретки относительно рейки преобразуется обгонной муфтой в прерывисто-поступательное перемещение (подачу) патрона заготовки. Это требует отвода патрона в исходное положение при перезарядке его новой заготовкой и тем самым увеличивает время ее прокатки так как при отводе патрона деформация заготовки не ведется. Кроме того, наличие в цепи привода возвратно-поступательно движущихся винта и гайки с неизбежными зазорами между ними отрицательно сказывается на динамике привода. Использование винтовой пары вызывает также а таких устройствах потребность каретки с обгонной муфтой и зубчатой парой, что увеличивает подвижные массы и соответственно динамические нагрузки.
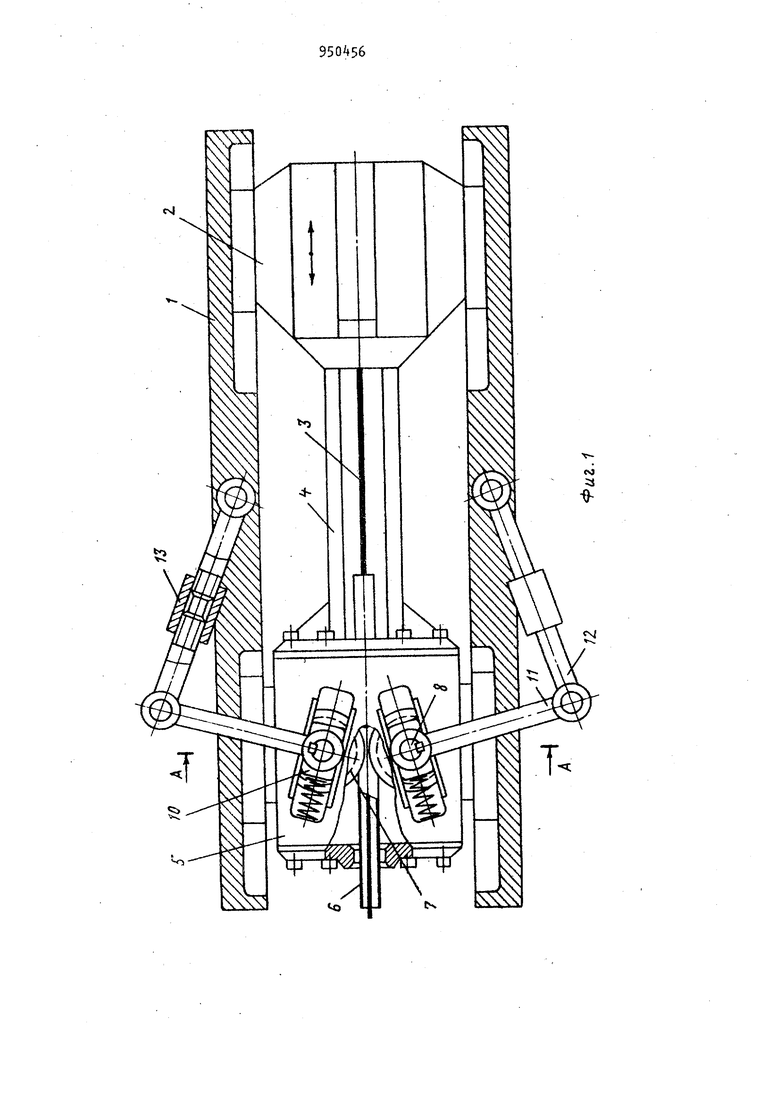
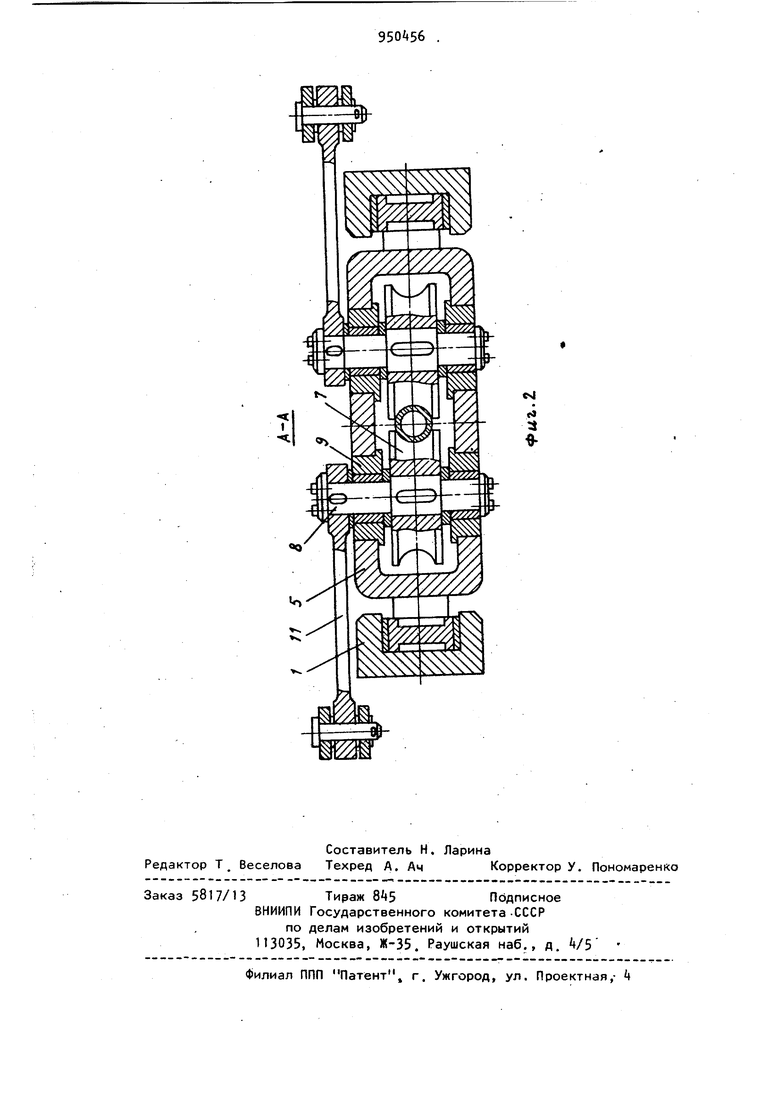
Наиболее близким к предложенному является подающее устройство стана холодной прокатки труб, содержащее патрон з ажима стержня оправки и патрон подачи заготовки с элементами ее зажима, кинематичбски связанные между собой посредством ;.оедиие1чных с каждым из патро , .в двух тяг и двух стационарных I шармирными опорами кулис , к камню каждой из которых присоединены одной тяге от каждого патрона 2. В этом устройстве кинематическая связь патронов служит одновременно для передачи патрону заготовки совместно с патроном зажима стержня возвратно-поступательного движения для сообщения ему дополнительного движения (подачи) относительно пат рона замхима стержня , Это требует гфименения в кинематической цепи механизма передаточных звеньев с большими поперечными сечениями и значительной массой , Наличие кулис и целого ряда шарнирных соединений е кинематической цепи механизма неизбежно приводит в процессе работы к образованию зазоров, что влечет за собой снижение плавности хода и возникновение ударных нагрузок в звеньях механизма. Образование зазоров снижает точность положения па рона подачи относительно рабочей клеги при каждом двойном ходе, что отрицательно сказывается на стабиль ности подачи и тем самым ухудшает к чество готовой трубы. Целью изобретения является повышение стабильности подачи . Указанная цель достигается тем, что в механизме подачи стана холодНой прокатки труб, содержащем станину, размещенные последовательно на ней патрон стержня оправки и патрон подачи заготовки с элементами зажима, оба патрона жестко соеди .нены между собой , а элементы зажима заготовки образованы парой роликов с осями , механизмами их поворота и охватывающими оси подпружиненными ползунами, под которые в патроне подачи заготовки выполнены наклонные пазы. Каждый механизм поворота осей вы полнен в виде шатуна и коромысла, шарнирно установленного на станине Исполь39вание жесткой связи между патронами исключает возможность возникновения зазоров в цепи устройства, что при возвратно-поступательном движении патронов устраня ет ударные нагрузки в их звеньях и повышает плавность его работы. Жесткая связь патронов позволяет также увеличить точность положения патронов подачи относительно рабоkчей клети при каждом двойном ходе, что повышает стабильность подачи, улучшая тем самым качество готовой трубы . Образование элементов зажима заготовки парой роликов с осями, механизмом их поворота и охватывающими оси подпружиненными ползунами под которые в корпусе патрона подачи заготовки выполнены наклонные пазы, позволяет при наличии жесткой связи между патронами повысить надежность работы и качество поверхности труб. Использование для поворота осей роликов шатуна и коромысла, шарнирно установленного на станине, позволяет снизить нагрузки на элементы механизма , снижая вес подвижных частей устройства . В качестве механизма поворота осей роликов могут быть использованы другие механизмы, выполненные, например, в виде поворотно-установленной на станине вилки, взаимодействующей с лысками приводных валов, или в виде зубчато-реечной пары и т.п. На фиг . 1 представлено подающее устройство стана холодной прокатки труб, общий вид;, на фиг. 2 - разрез А-А на фиг . 1 Механизм подачи содержит станину 1, последовательно.установленные на ней патрон 2 зажима стержня 3 оправки и жестко связанный с ним стяжками k патрон 5 подачи заготовки 6 с элементами его зажима . Элементы зажима выполнены в виде пары роликов 7 , жест ко посаженных на оси 8 , их механизмов поворота и охватывающих оси подпружиненных ползунов 9, под которые в корпусе патрона подачи заготовки выполнены пазы 10, Механизм поворота каждой оси выполнен в виде шатуна 11, который жестко посажен на конец оси 8, и коромысла 12, шарнирно закрепленного на станине 1. Коромысло 12 составлено из двух с;тержней, соединенных между собой резьбовой стяжной муфтой 13, имеющей резьбы противоположного направления для каждой части коромысла. Патрон 2 зажима стержня оправки соединен с приводом возвратно-поступательного перемещения (не показан) . В процессе работы патрон 2 зажима стержня оправки , получая движение от привода, передает его через стяжки
t патрону 5 подачи заготовки, В на чале движения патронов по направлению к рабочей клети (влево) ползуны 9 под действием пружин и сил инерции перемещаются в наклонных пазах 10 патрона 5, сближаясь между собой, и роликами 7 зажимают заготовку 6,
flipM дальнейшем движении патронов в том же направлении расстояние между точками крепления коромысла 12 к .станине 1 и осями 8 увеличивается, в результате чего шатуны 11, двигаясь совместно с патроном 5, проворачиваюся относительно него вместе с роликами 7. Зажатая между роликами , заготока 6 увлекается ими и подается по направлению к рабочей клети на величину подачи, зависящую от соотношения размеров роликов и звеньев коромысла и шатуна механизма поворота осей роликов ,
При движении патронов в обратном направлении (вправо) ролики 7, поворачиваясь в обратном направлении, проскальзывают относительно заготовки 6, удерживаемой валками рабочей клети. После этого процесс повторяется.
Регулировка величины подачи осуществляется вращением стяжной муфты 13. изменяющей длину коромысла 12.
Предложенный механизм подачи поз|Воляет снизить ударные и статические нагрузьи в звеньях механизма, повысить плавность его работы, упростить конструкцию при повышении ее надежности , снизить общий вес устройства и улучшить качество готовой трубы за счет повышения стабильности подачи заготовки
Снижение ударных нагрузок в звеньях механизма позволяет увеличить его
межремонтный период на 50%, что увеличивает годовой фонд рабочего времени стана на 400ч, Повышение стабильности подачи улудшает -качество про-:дукции и снижает процент брака, что эквивалентно росту производительности стана ХПТ на 15 циклов в минуту. При внедрении устройства на одном стане ХПТ-55 это позволяет получить дополнительно около 200ттруб в год.
Формула изобретения
15
1, Подающее устройство стана холодной прокатки труб, содержащее станину, размещенные последовательно на ней патрон стержня оправки и
патрон подачи заготовки с элементами ее зажима, отличающеес я тем, что с целью повышения стабильности подачи, оба патрона жестко соединены между собой, а элементы
зажима заготовки образованы парой рол.иков с осями, механизмами их пово рота и охватывающими оси подпружиненными ползунами, под которые в корпусе патрона подачи запотовки
выполнены наклонные пазы.
2 Устройство по п, 1, о т л ичающееся тем, что механизм поворота каждой оси ролика выполнен в виде шатуна и коромысла, шарнирно
установленного на станине ,
Источники информации, принятые во внимание при экспертизе
1 Авторское свидетельство СССР W 500828,, кл . В 21 В 21/06, 1972
2Авторское свидетельство СССР ff 768500, кл,. В 21 В , 1979.
(О 3 «
