2. Распределительно-подающий ме- ханизм редукторного типа стана холодн прокатки труб, содержащий кинематически связанные приводной вал, преобразователь непрерывного вращения в прерывистое, ведущий и ведомый ва подачи, смонтированные на этих валах, соответственно ведущий и ведомый кривошипы, соединенные между собой через шарниры тягой, регулято величины подачи заготовки, обгонную муфту свободного хода и зубчатую передачу, отличающийся тем, что, с -целью повьштения надеж - ности, производительности и качества проката за счет повьшения геометрической точности размеров труб путем стабилизации технологических параметров прокатки, тяга выполнена в виде двух оппозитно райположенных изогнутых стержней, начальный прогиб которых составляет 0,015- 0,06 длины.
Изобретение относится к трубопрокатному производству и может быть использовано при проектировании и модернизации распределительно-подающих механизмов станов холодной прокатки труб.
Целью изобретения является повышение надежности, производительности и качества проката за счет повьш1ения геометрической точности размеров труб путем стабилизации технологических параметров прокатки.
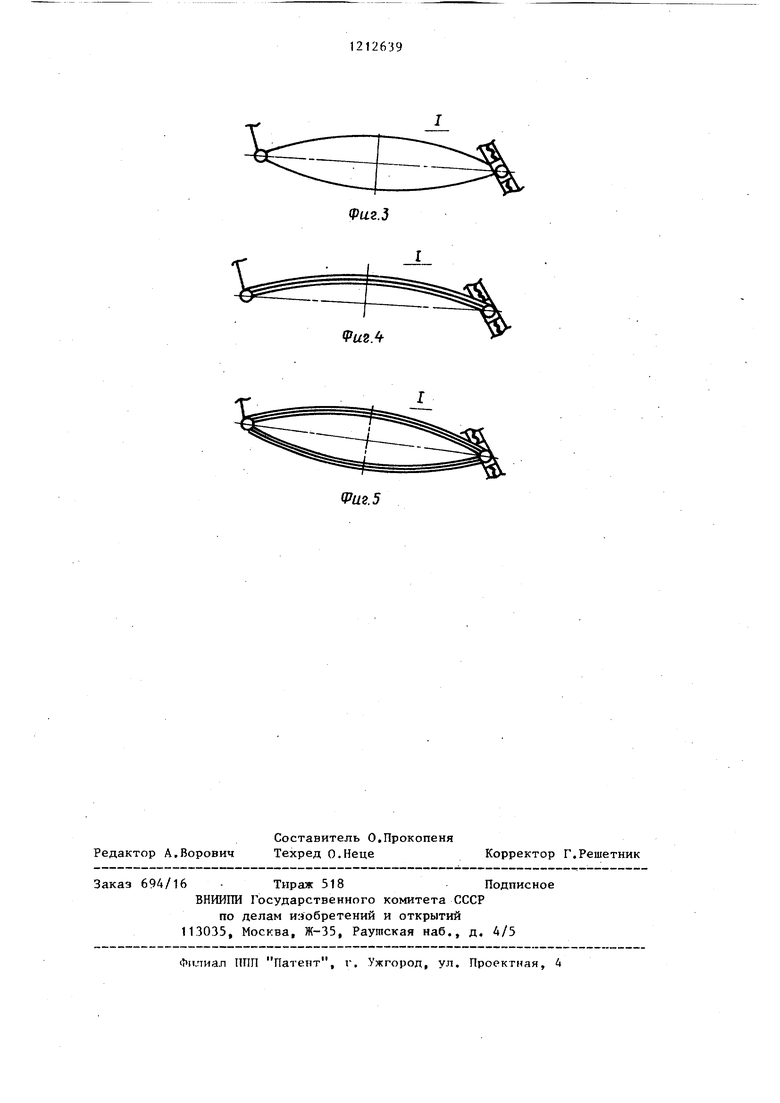
На фиг.1 изображен распределительно-подающий механизм,общий вид; на фиг.2 - вид А на фигЛ; на фиг.З выполнение тяги в виде двух оппозитно расположенных изогнутых стержней; на фиг.4 - выполнение тяги в виде пакета изогнутых стержней; на фиг.З - вьшолнение тяги в виде двух оппозитно расположенных пакетов изогнутых стержней.
Распределительно-подающий механизм редукторного типа стана холодной прокатки труб содержит кинематически связанные приводной вал 1, преобразователь непрерывного вращения в
639
3. Распределительно-подающий механизм редукторного типа стана холодной прокатки труб, содержащий кинематически связанные приводной вал преобразователь непрерывного вращения в прерывистое, ведущий и ведомый валы подачи, смонтированные на этих валах соответственно ведущий и ведомый кривошипы, соединенные между собой через шарниры тягой, регулятор величины подачи заготовки, обгонную муфту свободного хода и зубчатую передачу, отличаю- щ и и с я тем, что, с целью повышения надежности, производительности и качества проката за счет повьшения геометрической точности размеров труб путем стабилизации технологических параметров прокатки, тяга выполнена в виде двух оппозитно рас- ,положенных пакетов изогнутых стержней, начальный прогиб которых составляет 0,03-0,12 длины.
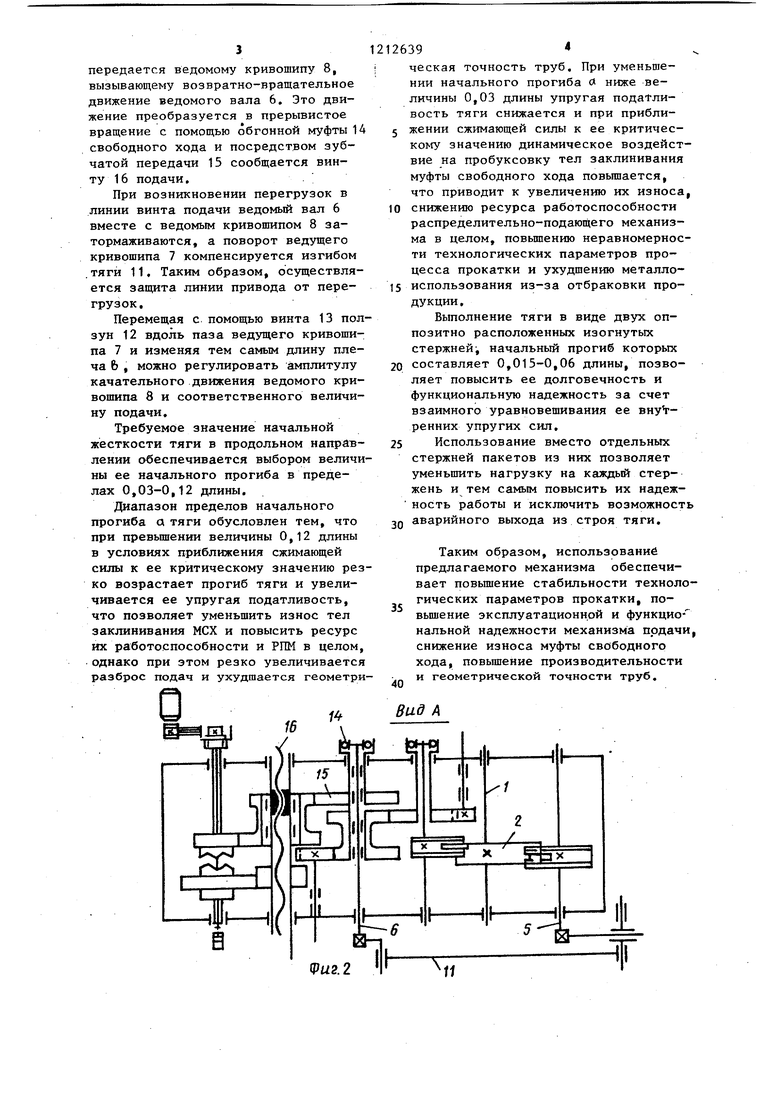
прерывистое, выполненный в виде закрепленного на приводном валу кулачка 2, контактирующего с ним ролика 3 и несущего его рычага 4, ве- 5 дущий 5 и ведомый 6 валы подачи, смонтированные на этих валах соответственно ведущий 7 и ведомый 8
кривошипы, соединяющую их через шарниры 9 и 10 тягу 11, регулятор вели0 чины подачи заготовки, выполненный в виде шарнирно соединенного с тягой ползуна 12, расположенного в пазу ведущего кривошипа с возможностью перемещения от винта 13, об5 гонную муфту 14 свободного хода и зубчатую передачу 15, связанную с винтом 16 подачи.
Устройство работает следующим образом.
0 Приводному валу 1 Сообщают непрерывное вращение, которое с помощью преобразователя, включающего кулачок 2, ролик 3 и рычаг 4, преобразуется в прерывистое вращение
5 ведущего вала 5. При этом ведущий кривошип 7 совершает качательное движение, которое посредством тяги 11
передается ведомому кривошипу 8, вызывающему возвратно-вращательное движение ведомого вала 6. Это движение преобразуется в прерывистое вращение с помощью обгонной муфты 1 свободного хода и посредством зубчатой передачи 15 сообщается винту 1 6 подачи,.
При возникновении перегрузок в линии винта подачи ведомый вал 6 вместе с ведомым кривошипом 8 затормаживаются, а поворот ведущего кривошипа 7 компенсируется изгибом .тяги 11, Таким образом, осуществляется защита линии привода от перегрузок.
Перемещая с помощью винта 13 ползун 12 вдоль паза ведущего кривошипа 7 и изменяя тем самым длину плеча Ь, можно регулировать амплитулу качательного движения ведомого кривошипа 8 и соответственного величину подачи.
Требуемое значение начальной жесткости тяги в продольном направлении обеспечивается выбором величины ее начального прогиба в пределах 0,03-0,12 длины.
Диапазон пределов начального прогиба а тяги обусловлен тем, что при превьшгении величины 0,12 длины в условиях приближения сжимающей силы к ее критическому значению резко возрастает прогиб тяги и увеличивается ее упругая податливость, что позволяет уменьшить износ тел заклинивания МСХ и повысить ресурс их работоспособности и РИМ в целом, однако при этом резко увеличивается разброс подач и ухудшается геометри2126394
ческая точность труб. При уменьшении начального прогиба с ниже величины 0,03 длины упругая податливость тяги снижается и при прибли- 5 жении сжимающей силы к ее критическому значению динамическое воздействие на пробуксовку тел заклинивания муфты свободного хода повьшгается, что приводит к увеличению их износа, 10 снижению ресурса работоспособности распределительно-подающего механизма в целом, повьш1ению неравномерности технологических параметров процесса прокатки и ухудшению металло- 15 использования из-за отбраковки продукции.
Выполнение тяги в виде двух оп- позитно расположенных изогнутых стержней; начальный прогиб которых 20 составляет 0,015-0,06 длины, позволяет повысить ее долговечность и функциональную надежность за счет взаимного уравновешивания ее внутренних упругих сил.
25 Использование вместо отдельных стержней пакетов из них позволяет уменьшить нагрузку на каждый стержень и тем самым повысить их надежность работы и исключить возможность 30 аварийного выхода из строя тяги.
Таким образом, использование предлагаемого механизма обеспечивает повьш1ение стабильности технологических параметров прокатки, по- вьш1ение эксплуатационной и функцио- нальной надежности механизма подачи, снижение износа муфты свободного хода, повышение производительности и геометрической точности труб.
35
Вид А
/
Ш
rf
т
| название | год | авторы | номер документа |
|---|---|---|---|
| Распределительно-поворотный механизм стана холодной прокатки труб | 1985 |
|
SU1266584A1 |
| Распределительно-подающий механизм стана холодной прокатки труб | 1983 |
|
SU1115822A1 |
| Распределительно-подающий механизм стана холодной прокатки труб | 1984 |
|
SU1222340A1 |
| Распределительно-подающий механизм стана холодной прокатки труб | 1983 |
|
SU1171130A1 |
| Механизм поворота в стане холодной прокатки труб | 1980 |
|
SU931249A1 |
| Подающе-поворотный механизм стана холодной прокатки труб | 1983 |
|
SU1158261A1 |
| Муфта свободного хода подающе-поворотного механизма стана холодной прокатки труб | 1983 |
|
SU1109553A1 |
| Стан холодной прокатки труб переменного сечения | 1987 |
|
SU1496849A1 |
| Устройство для подачи заготовок стана холодной прокатки труб | 1982 |
|
SU1080891A1 |
| Распределительный подающе-поворотныйМЕХАНизМ CTAHA ХОлОдНОй пРОКАТКиТРуб | 1978 |
|
SU831239A1 |
1. Распределительно-подающий Vuz.l механизм редукторного типа стана холодной прокатки труб, содержащий кинематически связанные приводной вал, преобразователь непрерывного вращения в прерывистое, ведущий и ведомый валы подачи, смонтированные ка этих валах, соответственно ведущий и ведомый кривошипы,соединенные между собой через шарниры тягой, регулятор величины подачи заготовки, обгонную муфту свободного хода и зубчатую передачу, отличающий- с я тем, что, с целью повьппения надежности, производительности и качества проката за счет повышения геометрической точное ги размеров труб путем стабилизации технологических параметров прокатки, тяга выполнена в виде одного или пакета изогнутых стержней, начальный прогиб каждого из которых составляет 0,03-0,12 длины. Q S (Л IsD О) Од Г) /J
Pu2.
Редактор А.Ворович
Составитель О.Прокопеня Техред О.Неце
Заказ 694/16 Тираж 518Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
Корректор Г.Решетник
| Гладышев P.M., Паначев В.В | |||
| Механическое и транспортное оборудование трубных цехов | |||
| М.: Металлургия, 1975, с.154-157 | |||
| 1970 |
|
SU409747A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
