1
Изобретение относится к способу изготовления многофокусной линзы.
Известны способы изготовления многофокусной линзы путем одновременной механической обработки ступенчатых ее участков, каждого своим инструментом при вращении.
Однако известные способы не обеспечивают достаточной производительности и часто (приводят к разблокировке заготовки.
Предлагаемый способ устраняет эти недостатки.
Обработку по предлагаемому способу ведут одновременно несколькими кольцевыми инструментами, которые располагают концентрично числу обрабатываемых участков ступенчатой поверхности, причем кольцевым инструментам придают противоположное вращение и поступательное перемещение вдоль оси вращения.
Кольцевые инструменты могут располагаться один в другом со смещенными осями вращения.
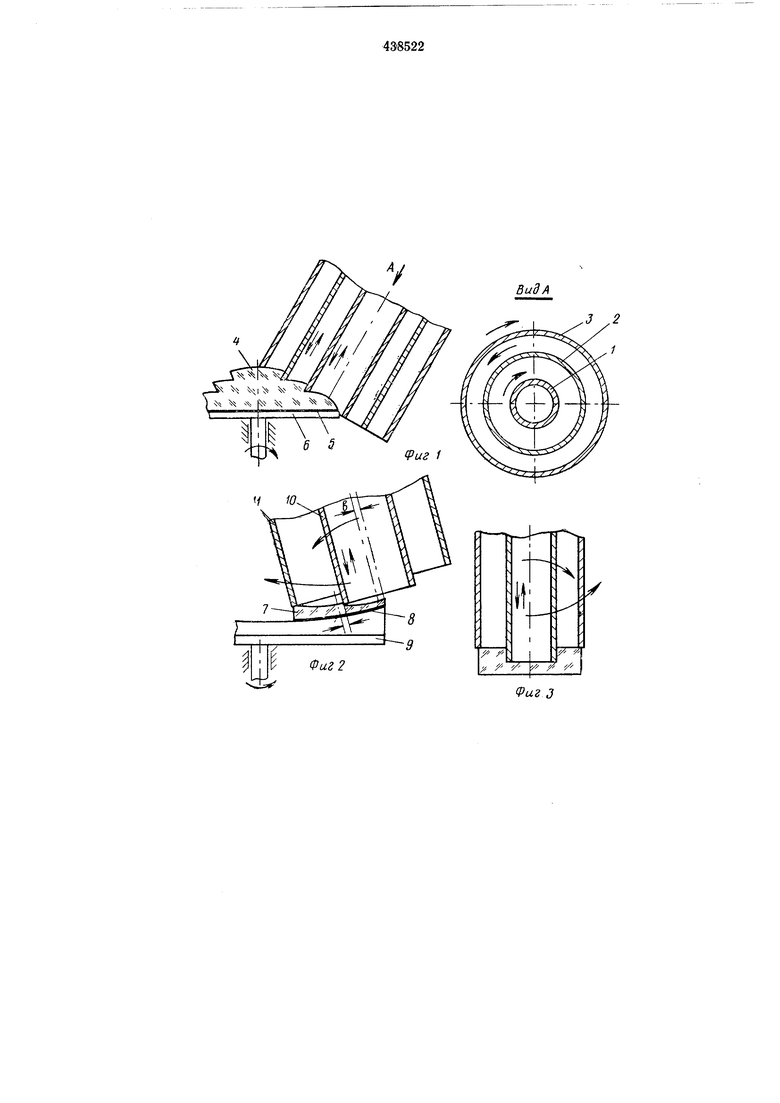
На фиг. 1-4 изображено устройство, поясняющее предлагаемый способ.
Кольцевые инструменты 1-3 предназначены для соответствующей обработки первого участка di одной стороны линзы радиуса Ri, второго участка и 2 и третьего участка ds и / зПри вращении кольцевых инструментов обеспечивается наименьшая нагрузка иа крепящий слой смолы из-за разности силовых моментов, возникающих в процессе обработки кольцевыми инструментами при вращении их в различные стороны. Это предотвращает разблокировку заготовки от приспособления, на котором она закреплена.
Диаметры кольцевых инструментов берут в зависимости от радиуса кривизны (преломляющей поверхности) каждого участка ступенчатой линзы.
Для изготовления трехступенчатой выпуклой конденсорной линзы с мм, R2 100 мм, мм принимают диаметр кольцевых инструментов, согласно условию:
dsfi 2Rsina,
где а - угол наклона оси вращения инструмента к оси вращения обрабатываемой поверхности.
Так как значения радиусов кривизны сравнительно небольшие, примем , тогда и, следовательно, мм, Й2 100 мм, мм.
Далее располагают кольцевые инструменты концентрично один в другом, например, набором трубчатых инструментов.
Прикрепляют многофокусную ступенчатую линзу 4 (заготовку) смолой 5 к приспособлению 6.
Приводят во вращение трубчатые инструменты один относительно другого в противоположные стороны и ведут одновременную обработку каждого участка одной стороны заготовки.
Высоту буртиков, разделяющую участки, регулируют поставленным перемещением трубчатых инструментов один относительно другого по высоте.
Для изготовления очковой оптики (фиг. 2) очковую линзу 7 (заготовку) прикрепляют слоем 8 смолы к блокировочному приспособлению 9. Первый участок одной стороны линзы обрабатывают инструментом 10, а второй участок той же стороны линзы - инструментом И.
Поскольку обрабатывают вогнутую поверхность участков линзы, то полученные значения диаметров выбирают но внешнему диаметру.
Так как два участка очковой заготовки (для близи и для дали) смещены отпосительно центра заготовки на величину Ь, то оси вращения кольцевых инструментов смещены один относительно другого на ту же величину Ь.
Блокировку заготовок производят на одном радиусе от оси вращения блокировочного приспособления.
Для обработки стекла с плоской ступенчатой поверхностью (фиг. 3) диаметры инструментов выбирают в зависимости от габаритов обрабатываемой ступенчатой поверхности.
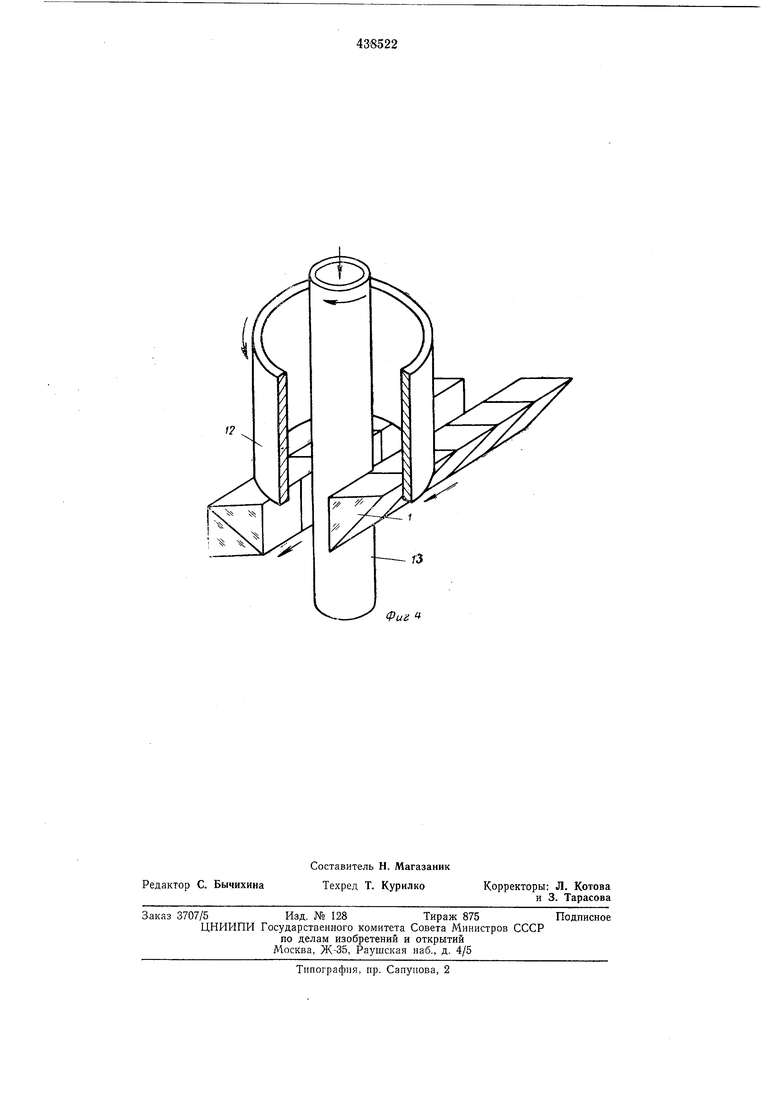
Одновременную обработку двух катетов прямоугольных призм и кубов, склеенных в столбик (фиг. 4) производят инструментом 12 для обработки заготовок торцовой стороной и инструментом 13 для обработки заготовок образующими, составляющими цилиндрическую поверхность.
Инструмент J2 при обработке заготовок имеет постоянный диаметр при срабатывании релсущей кромки, а инструмент 13 при срабатывании режущей кромки меняет свой диаметр. При срабатывании его передвигают до нового участка образующей. Блоки заготовок при обработке подают каждый раз на вели4HHV подачи.
Предмет изобретения
Способ изготовления многофокусной линзы путем одновременной механической обработки ступенчатых ее участков, каждого своим инструментом при вращении, отличающийся тем, что, с целью повышения производительности и предотвращения разблокировки заготовки, соседние ступенчатые участки обрабатывают инструментами, вращающимися в противоположных направлениях.
В ид А
Фиг 3
.-t±rФиг
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для шлифования и полирования оптических деталей | 1979 |
|
SU865620A1 |
| КЛЕЕВАЯ КОМПОЗИЦИЯ | 2014 |
|
RU2562492C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ ЭЛЕМЕНТОВ ПОВЫШЕННОЙ ТОЧНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2817096C1 |
| Инструмент для обработки асферических поверхностей | 1983 |
|
SU1103996A1 |
| Способ формообразования торических поверхностей оптических деталей | 2017 |
|
RU2680328C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ ЛИНЗ | 1998 |
|
RU2127182C1 |
| КОМПОЗИЦИИ И СПОСОБЫ ДЛЯ ПРОИЗВОДСТВА ОФТАЛЬМОЛОГИЧЕСКИХ ЛИНЗ | 2000 |
|
RU2257396C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВТУЛОК С КОНЦЕВЫМ УТОЛЩЕНИЕМ | 2008 |
|
RU2393038C1 |
| Инструмент для прошивки заготовки под прессование | 2015 |
|
RU2611634C2 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ ПРУТКОВЫХ И ТРУБЧАТЫХ ЗАГОТОВОК | 2007 |
|
RU2424086C2 |