1
Изобретение относится к отделочному производству текстильной промышленности, конкретнее к устройствам для обработки хлопчатобумажных тканей на поточных линиях.
Цель изобретения - повышение качества обработки ткани путем изменения скорости ее пе.рейещения в зависимости от белизны и капиллярности,
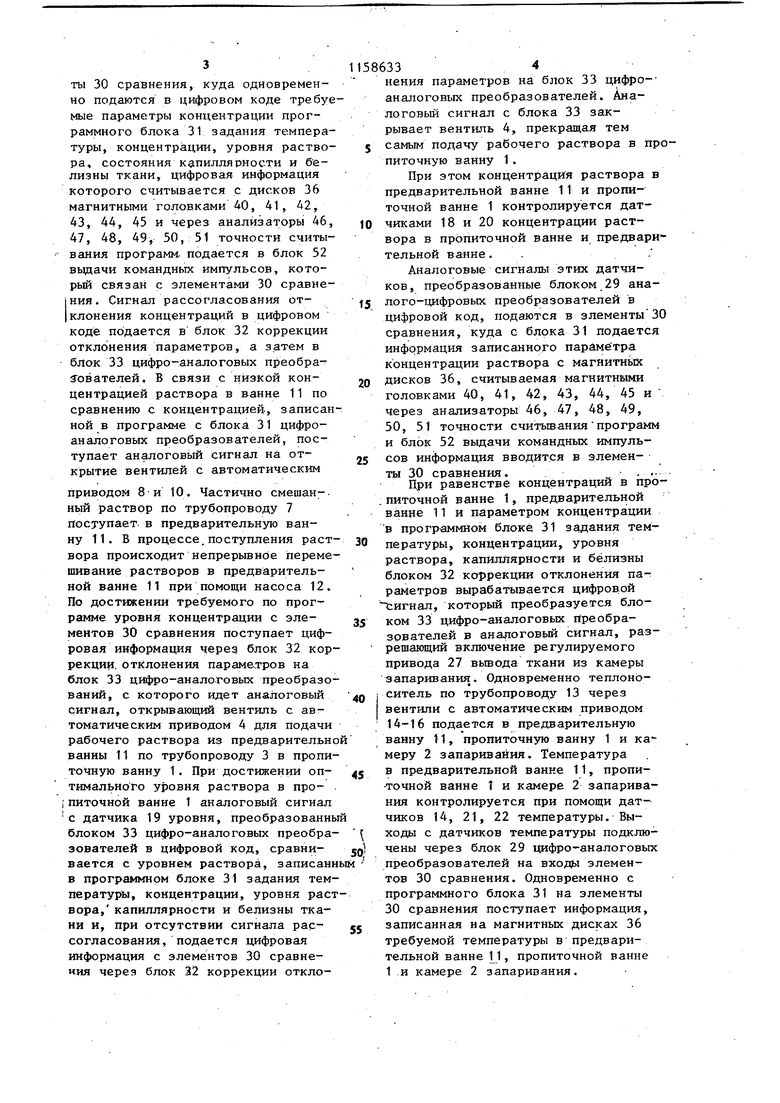
На фиг. 1 изображена блок-схема устройства; на фиг. 2 - то же, прораммного блока.
Устройство состоит из пропиточной ванны 1 и камеры 2 запаривания Перед пропиточной ванной 1 имеется трубопровод 3 и вентиль с автоматическим приводом 4 для подачи рабчего раствора в пропиточную ванну 1. К пропиточной ванне 1 подводится трубопровод 5 с насосом 6 дл откачки рабочего раствора по трубопроводу 5 из пропиточной ванны 1 в трубопровод 7 с питающим раствором. Вентиль с автоматическим приводом 8 установлен на трубопроводе 7 для подачи питающего раствора На трубопроводе 9 имеется вентиль с автоматическим приводом 10 для подачи подкрепляющего раствора в трубопровод 7. Трубопровод 7 заканчивается предварительной ванной 11 с насосом 12 для перемешивания питающего и подкрепляющего pactBopoB. Трубопровод 13 и вентили с автоматическим приводом 14 16 служат для подачи теплоносителя в пропиточную ванну 1, камеру 2 запаривания и предварительную ванну 1 1 .
В пропиточной ванне 1 имеются датчик 12 температуры раствора, датчик 18 концентрации раствора, датчик 19 уровня раствора.В предварительной ванне 11 размещены датчик 20 концентрации и датчик 21 температуры. В камере 2 запаривания находится датчик 22 температуры. За пропиточной ванной 1 установлены датчик 23 капиллярности и датчик 24 скорости прохождения ткани.
Устройство также содержит датчик 25 белизны ткани, средство 26 протяжки ткани и регулируемый привод 27 вывода ткани из камеры запаривания. Блок 28 цифрового управления обработки ткани состоит
6332
из блока 29 аналого-цифровых преобразователей, элементов 30 сравнения, программного блока 31, блока 32 коррекции отклонения параметров, блока 33 цифро-аналоговых преобразователей и блока 34 выбора программы.
Программный блок 31 задания темгпературы, концентрации, уровня
раствора, капиллярности и белизны ткани содержит привод 35, связанный с блоком 34 выбора программы, магнитные диски 36 с записанными программами параметров концентрации, температуры, уровня раствора, ;капиллярности, ткани. Магнит1}ые диски 36 -жестко посажены на. вал 37. На валу 37 находятся магнитные .диски 38 с записью параметров скорости обработки ткани, посаженные на вал со скользящей посадкой. Магнитные диски 38 связаны с приводом 39, который имеет связь с блоком 33 цифро-аналоговых преобразователей, соединенным с блоком 32 коррекции отклонения параметров. Магнитные диски 36 и 38 связаны с блоками магнитных головок 40, 41, 42, 43, 44 и 45, которые соединены с анализаторами ,46, 47, 48,
49,50 и 51 точности считьшания программ. Анализаторы точности считывания программ 46, 47, 48, 49,
50,51 имеют связь с блоком 52
выдачи командных импульсов, который связан с элементами 30 сравнения. Программоноситель 31 имеет средства 53, 54, 55, 56, 57 и 58 выбора дорожек, соединенные .с блоком
34 выбора, программы, осуществляющие необходимый выбор дорожек с записью программ на дисках 36 и 38. Устройство работает следующим образом.
Питающий раствор по трубопроводу 7 через вентиль с автоматическим приводом 8 подается в предварительную ванну 11. В трубопровод 7 по трубопроводу 9 подается подкрепляющий раствор через вентиль с автоматическим приводом 10. Раствор непрерывно перемешивается при помощи насоса 12. Концентрация раствора контролируется датчиком 20,
аналоговый сигнал которого при помощи блока 29 аналого-цифровых преобразователей преобразуется в цифрЬвой код и подается на элементы 30 сравнения, куда одновременно подаются в цифровом коде требу мые параметры концентрации программного блока 31 задания темпера туры, концентрации, уровня раство pa, состояния капиллярности и белизны ткани, цифровая информация которого считывается с дисков 36 магнитньми головками 40, 41, 42, 43, 44, 45 и через анализаторы 46, 47, 48, 49, 50, 51 точности считывания программ подается в блок 52 вьщачи командных импульсов, который связан с элементами 30 сравнения. Сигнал рассогласования отклонения концентраций в цифровом коде подается в блок 32 коррекции отклонения параметров, а затем в блок 33 цифро-аналоговых преобразователей, В связи с низкой концентрацией раствора в ванне 11 по сравнению с концентрацией., записан ной в программе с блока 31 цифроаналоговых преобразователей, поступает аналоговый сигнал на открытие вентилей с aвтoмaтичecкз м приводом 8-и 10. Частично смешан-. ный раствор по трубопроводу 7 поступает, в предварительную ванну 11. Б процессе.поступления раст вора происходит непрерьгоное переме шивание растворов в предварительной ванне 11 при помощи насоса 12. По достижении требуемого по программе уровня концентрации с элементов 30 сравнения поступает цифровая информация черед блок 32 кор рекции, отклонения параметров на блок 33 цифро-аналоговых преобразо ваний, с которого идет аналоговый сигнал, открывающий вентиль с автоматическим приводом 4 для подачи рабочего раствора из предварительн ванны 11 по трубопроводу 3 в пропи точную ванну 1. При достижении оптимального у ровня раствора в проi питочной ванне 1 аналоговый сигнал с датчика 19 уровня, преобразованн блоком 33 цифро-аналоговых преобра зователей в цифровой код, сравнивается с уровнем раствора, записан в программном блоке 31 задания тем пературы, концентрации, уровня раст вора, капиллярности и белизны ткани и, при отсутствии сигнала рассогласования, подается цифровая информация с элементов 30 сравнения через блок 32 коррекции отклонения параметров на блок 33 цифро-аналоговых преобразователей. Аналоговый сигнал с блока 33 закрывает вентиль 4, прекращая тем самым подачу рабочего раствора в пропиточную ванну 1 . При этом концентрация раствора в предварительной ванне 11 и пропиточной ванне 1 контролируется датчиками 18 и 20 концентрации раствора в пропиточной ванне и предвари тельной ванне. .. Аналоговые сигналы этих датчиков, преобразованные блоком 29 аналого-тдафровых преобразователей в цифровой код, подаются в элементы30 сравнения, куда с блока 31 подается информация записанного параметра концентрации раствора с магнитнЬк дисков 36, считываемая магнитными головками 40, 41, 42, 43, 44, 45 и через анализаторы 46, 47, 48, 49, 50, 51 точности считыванияпрограмм и блок 52 выдачи командных импульсов информация вводится в элементы 30 сравнения. , ,. Дри равенстве концентраций в пропиточной ванне 1, предварительной вание 11 и параметром концентрации в программном блоке 31 задания температуры, концентрации, уровня раствора, капиллярности и белизны блоком 32 коррекции отклонения параметров вырабатывается цифровой сигнал, который преобразуется блоком 33 цифро-аналоговых преобразователей в аналоговьш сигнал, разрешающий включение регулируемого привода 27 вывода ткани из камеры запаривания. Одновременно теплоноситель по трубопроводу 13 через вентили с автоматическим приводом 14-16 подается в предварительную ванну 11, пропиточную ванну 1 и ка меру 2 запаривайня. Температура в предварительной ванне 11, пропи-точной ванне Т и камере 2 запаривания контролируется при помощи датчиков 14, 21, 22 температуры. Выходы с датчиков температуры подключены через блок 29 цифро-аналоговых преобразователей на входы элементов 30 сравнения. Одновременно с программного блока 31 на элементы 30 сравнения поступает информация, записанная на магнитных дисках 36 требуемой температуры впредварительной ванне 11, пропиточной ванне 1 и камере 2 запаривания.
5
Величинатемпературы в предварительной ванне 11, пропиточной . ванне 1 и камере 2 запаривания сравнивается с уровнем температуры, записанным в программном блоке 31 и по достижении заданного уровня темпратуры в ванне 1 и камере 2 запаривания через блок 32 коррекции и блок 33 подается сигнал на регулируемый привод 27 вывода ткани из камеры запаривания, который включает средство 26 протяжки ткани, и ткань проходит через пропиточную ванну 1 и камеру 2 запаривания.
В начале обработки ткани протяжка через пропиточную ванну 1 и камеру 2 запаривания осуществляется при минимальной скорости. По мере улучшения состояния капиллярности с элементов .30 сравнения подается цифровой си-гнал на блок 32 коррекци отклонения параметров и через блок 33 цифро-аналоговых преобразователей подается аналоговый сигнал на регулируемый привод 27 вывода ткани из камеры 2 запаривания на увеличение скорости обработки ткани путем воздействия на средство 20 протяжки, причем цифровой сигнал с элементов 30 сравнения поступает на блок 32 коррекции только в том случае, если параметр белизны, регистрируемый датчиком 25, будет в пределах допустимой нормы, записанной в программном блоке 31 на магнитных дисках 36. В начале процесса обработки ткани,
586336
когда параметры белизны и капиллярности ткани ниже требуемых по программе, параметры концентрации, температуры, уровня раствора, 5 капиллярности и белизны ткани обрабатьшаются программным блоком 31 задания температуры, концентрации, уровня раствора, капиллярности и белизны, программа в котором отрабатывается приводом 35.
10
В связи с тем, что показатели основных выходных параметров белизны и капиллярности - ниже требуемых по программе, отработка программы обработки ткани замед15ляется путем тормозящего момента на привод 39 с блока 32 коррекции параметров, цифровой код которого преобразуется в аналоговый сигнал блока 33 цифро-аналоговых преоб20разователей. По мере улучшения выходных параметров - белизны и капиллярности - сигнал торможения на привод 39 уменьшается и скорость обработки ткани увеличива5ется. При достижении требуемых показателей белизны и капиллярности, записанных в программном блоке 31 , задания, с элементов 30сравнения через блок 32 коррекции отклоне0ния параметров и блок 33 цифро-ана логовых преобразователей подается сигнал на привод 39, приводящий в движение магнитные диски, 38 с программой скорости с опережением
5 по фазе по отношению вращения диЬков с записями других параметров.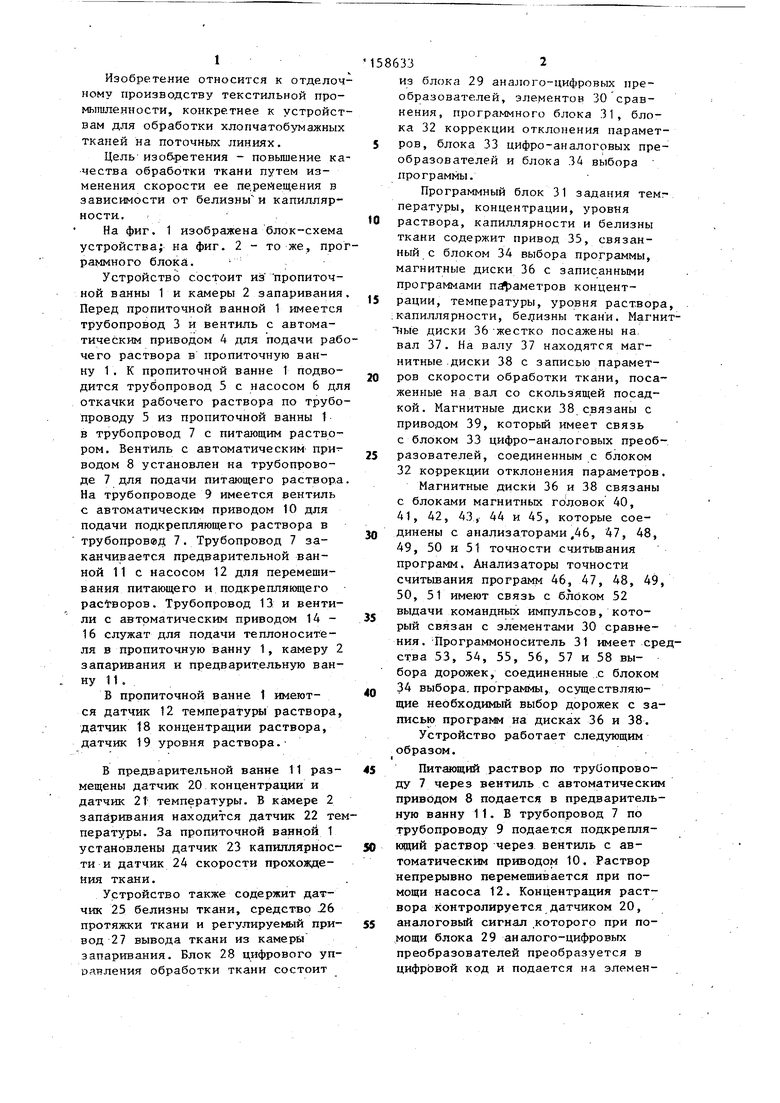
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления процессом изготовления армированных пластиков | 1980 |
|
SU939276A1 |
| Устройство для управления процессом пропитки текстильного материала | 1987 |
|
SU1506955A1 |
| Установка для культивирования водных организмов | 1983 |
|
SU1220591A1 |
| Устройство для автоматического управления пропиткой ленточных материалов | 1989 |
|
SU1680850A1 |
| Устройство для определения содержания органических примесей в воде | 1990 |
|
SU1804624A3 |
| Система для программного управления правильной машиной | 1986 |
|
SU1327065A1 |
| Установка для содержания водных организмов | 1981 |
|
SU997635A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1991 |
|
RU2077415C1 |
| Устройство программного управления режимом тепловлажностной обработки бетонных и железобетонных изделий | 1983 |
|
SU1102791A1 |
| Способ автоматического регулирования работы кристаллизатора | 1986 |
|
SU1465065A1 |
УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ТКАНИ, содержащее датчики температуры р.аств,ора и капиллярности ткани, установленные в пропиточ-ной ванне и в кймере запаривания, датчики концентрации и уровня раствора в пропиточной ванне и установ , ленный на выходе камеры запаривания датчик белизны ткани, элементы сравнения, соответствующими входами связанные с выходами датчиков кондентраиЕии, уровня и температуры раствора, капиллярности и белизны ;ткани и с выходами программного блока задания температуры, уровня и концентрации раствора, капиллярHoctH и белизны ткани, а выходами с управляющими входами вентилей подачи теплоносителя и раствора в .пропиточную ванну и камеру запаривания, и регулируемый привод выi вода ткани из камеры запаривания, подключенньй к выходу программного блока задания скорости ткани, отcz личающееся тем, что, с целью повышения качества обработки ткани путем изменений скорости ее перемещения в зависимости от. белизны и капиллярности, выходы элементов сравнения, входами свя-., OK занных с выходами датчиков капиллярности и белизны ткани, подключе00 О) ны к соответствующим входам привода программного блока задания скоgo оэ рости ткани.
| Хавкин, :В.П | |||
| и др | |||
| Перспективы исполь:зрвания вычислительной техники для контроля и управления работой .ткацкого и красильноотделочного оборудования | |||
| Обзор ЦНШТЭИпегпищемаш | |||
| М., 1976, с | |||
| Многопильный ленточный станок для дерева | 1925 |
|
SU3445A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
