В npOMbiujJieHHOCTH изготовление пласгии для втулочно-роликовых цепей производится методом вырубки из полосы на автоматах- Последние состоят из станииы, двух прерывисто вращаюи ихся валов и иуачсонов с матрицами для иробивки отверстий, отрезки отформованных пластин и их клеймения.
Однако в таких автоматах процесс вырубки цластии осуществляется с большими отходами, что приводит к неэкономичному расходованию материала и снижает эксплуатапионные качества ма1иины.
Описываемый автомат не имеет указанных недостатков. Это достигается тем, что формообразование 11ластин производится путем пластической деформации заготовки. Для этой Г1ели применены профилированные диски, которые обеспечивают при взаимном обкатывании формообразование пластин в закрытом И1тампе.
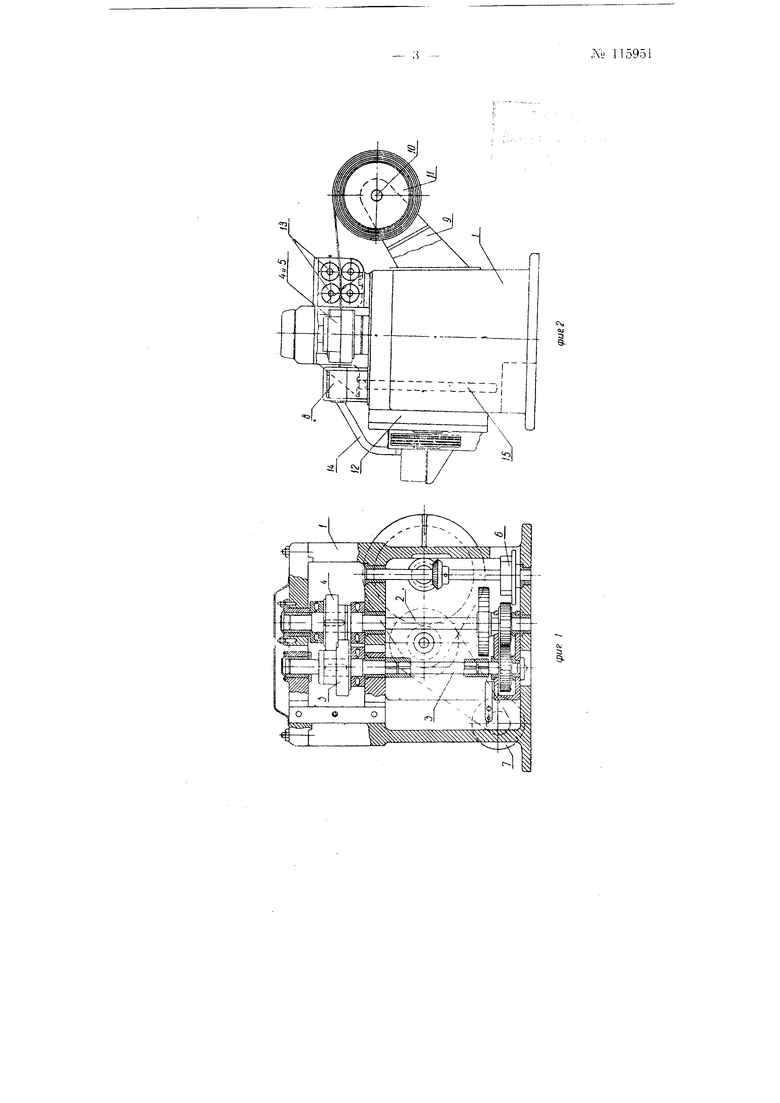
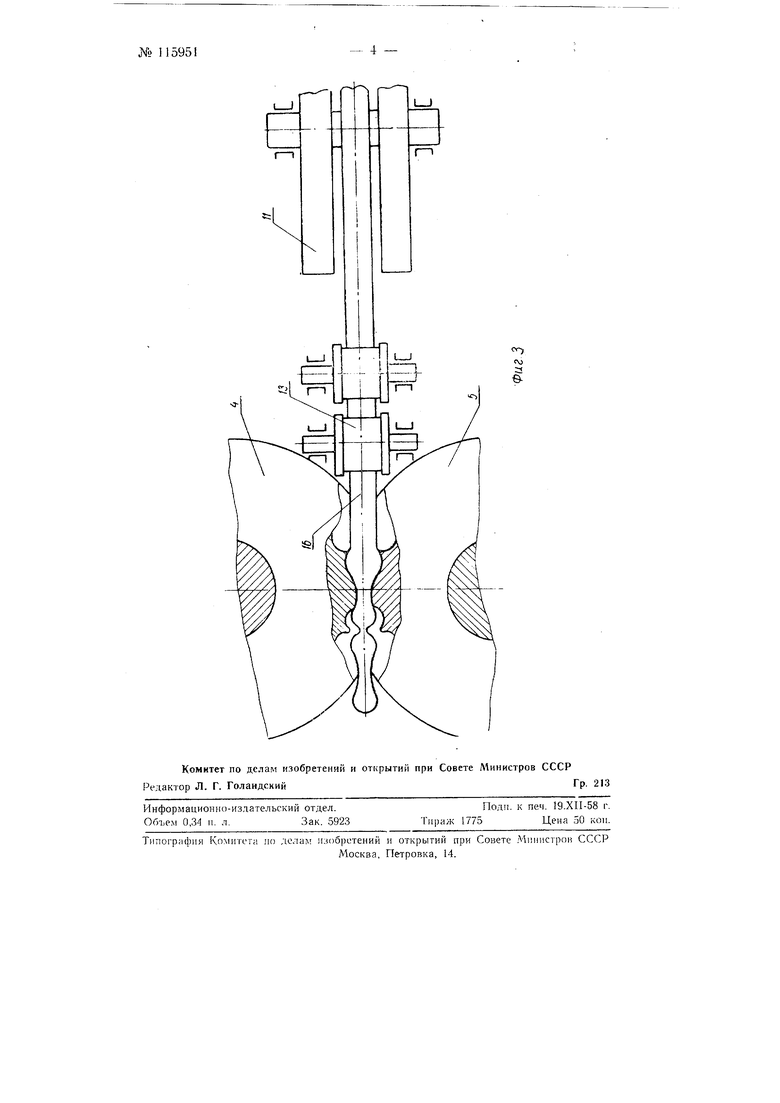
На фиг. изображен автомат в разрезе; на фиг. 2 - - боковой вид автомата и на фиг. 3-узел формообразования пластины.
Автомат состоит из станины /, двух вертикальных валов 2, 3, из которых вал 2 сплошной, а вал 3 в нижней части шарнирный. В верхней части валов закре11.сны два профилированных диска 4, 5. Диски на определенных участках окружности имеют форму, которая необходима для формования пластин.
Валы вместе с дисками вращаются прерывисто механизмом 6 ма.льтийского креста от электродвигателя 7.
Для пробивки отверстий, отрезки отформованных пластик и их клеймения служит устройство 6, снабженное соответствующими нуансона.ми и матрицами (не показаны на чертеже), кинематически связанными с ирофилированными дисками.
К. боковой стенке станины / 11рикреп.-|ен кронштейн .9, на котором
115951- 2 -
свободно на оси 10 посажена ivaiyuiKa // (бунт) со стальной лентой. На крышке 12 станины установлено устройство, состоящее из правильных .роликов 13. Под устройством 8 расположены течки М, 15.
В процессе работы автомата стальная лепта подается с катушки // через правильные ролики 13-к профилированным дискам 4, 5. Последние, периодически вращаясь, производят формообразование лластнны 6- При этом формообразование пластин происходит путем пластической деформации заготовки, при которой излищки мета.т.ча перетекают в свободные полости закрытого штампа (см. фиг. 3), образованного профилированными дисками. Далее отформованные пластины поступают в устройство 8, где происходит пробивка отверстий, отрезка отформованных пластин и их дчлеймепие. Готовые пластины отводятся в бункер ло течке М, а отходы в другой бункер но течке 75.
П е д м е т и , о б р с т е и н я
Автомат для изготовления пластин ролико-втулочных цепей, снабженный станиной, двумя прерывисто вращающимися валами и пуансонами с матрицами для нробивки отверстий, отрезки отформованных пластин и их клеймения, отличающийся тем, что, с целью экономии материала путем пластической деформации, применены профилированные диски, обеспечивающие при взаимном обкатывании формообразование пластин в закрытом штампе.
a 9
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СВЕКЛОРЕЗНЫХ НОЖЕЙ | 1996 |
|
RU2096120C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИХ МАШИН | 1990 |
|
RU2030005C1 |
| Автомат для изготовления жетоновиз лЕНТы | 1976 |
|
SU816609A1 |
| ИНСТРУМЕНТ ДЛЯ ШТАМПОВКИ ПОКОВОК С ВАЛОМ | 1992 |
|
RU2009757C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ СЕПАРАТОРОВ КРУПНОГАБАРИТНЫХ ПОДШИПНИКОВ | 2002 |
|
RU2226136C2 |
| Гибочно-отрезной автомат для изготовления проволочных деталей | 1984 |
|
SU1232346A1 |
| УСТРОЙСТВО ДЛЯ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ, В ЧАСТНОСТИ РЕЛЬЕФНОЙ ФОРМОВКИ ПЛОСКИХ ЭЛЕМЕНТОВ И/ИЛИ ПРОБИВКИ В НИХ ОТВЕРСТИЙ | 2003 |
|
RU2338645C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИН С ОТВЕРСТИЯМИ | 2003 |
|
RU2244607C1 |
| Правильно-отрезной автомат | 1988 |
|
SU1567311A1 |
| Устройство для прокатки колец шарикоподшипников | 1988 |
|
SU1803240A1 |