2. Способ изготовления пуансона для пробивки отверстия с фаской, включающий образование нерабочей и пробивной частей пуансона и участка между ними, о т л и ч аю щ и и с я тем, что, с целю
повышения технологичности, участок получают путем образования конической и цилиндрической частей и последутоисего формирования граней усеченной пирамиды на последней.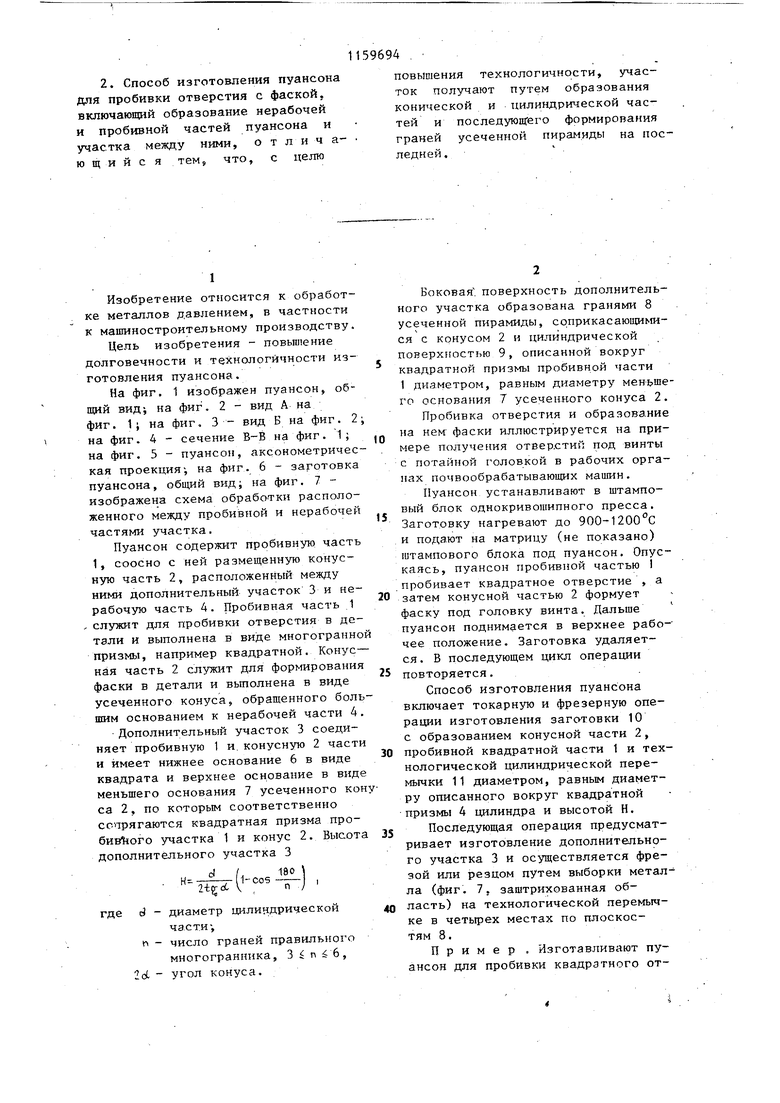
| название | год | авторы | номер документа |
|---|---|---|---|
| Пуансон к штампу для пробивки отверстия с фаской | 1973 |
|
SU442872A1 |
| Способ изготовления шайб | 2022 |
|
RU2796660C1 |
| Способ получения отверстий с фасками | 1981 |
|
SU1031583A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИН С ОТВЕРСТИЯМИ | 2003 |
|
RU2244607C1 |
| Пуансон для пробивки отверстия и образования фаски | 1979 |
|
SU884798A1 |
| Способ получения заготовок гаек | 1986 |
|
SU1563835A1 |
| Способ штамповки полых изделий с наружным фланцем | 2019 |
|
RU2729520C1 |
| СПОСОБ ВЫСАДКИ ЗАКЛАДНЫХ БОЛТОВ С ГОЛОВКОЙ С РАДИАЛЬНЫМИ ОТРОСТКАМИ, УСТРОЙСТВО ДЛЯ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ, УСТРОЙСТВО ДЛЯ ОКОНЧАТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ | 1999 |
|
RU2168386C1 |
| Устройство для штамповки листового материала | 1990 |
|
SU1784360A1 |
| СПОСОБ ПОЛУЧЕНИЯ СЕПАРАТОРОВ КОНИЧЕСКИХ ПОДШИПНИКОВ | 1996 |
|
RU2103096C1 |
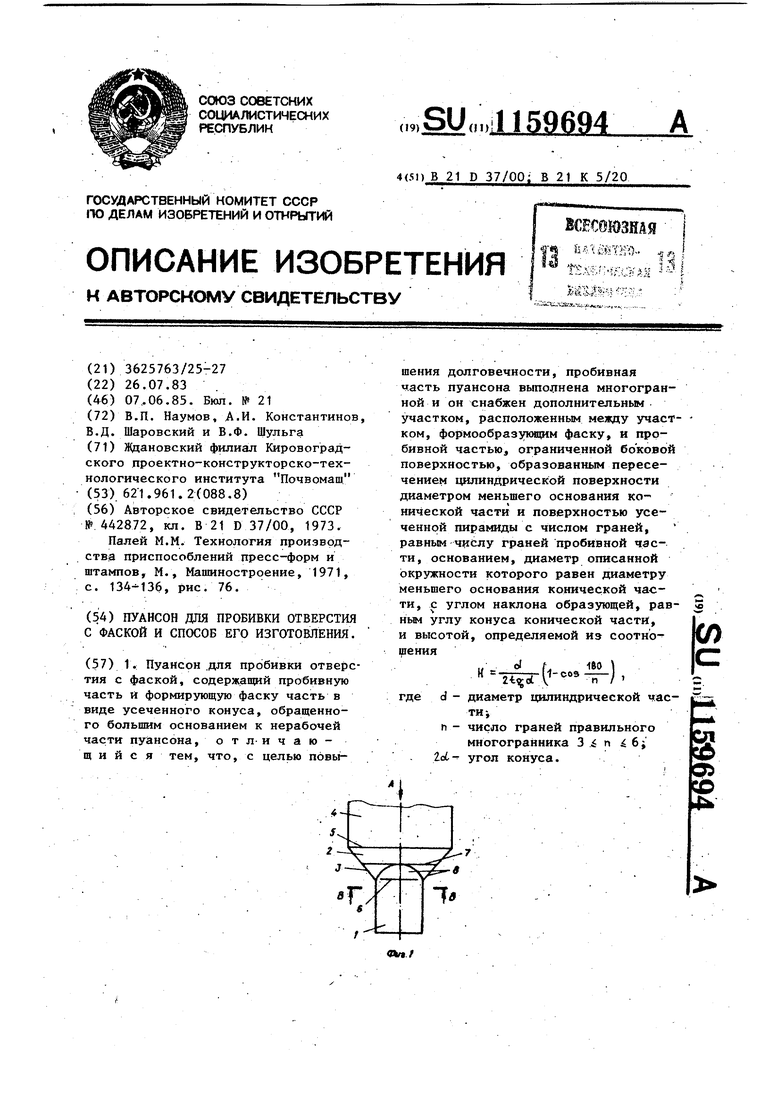
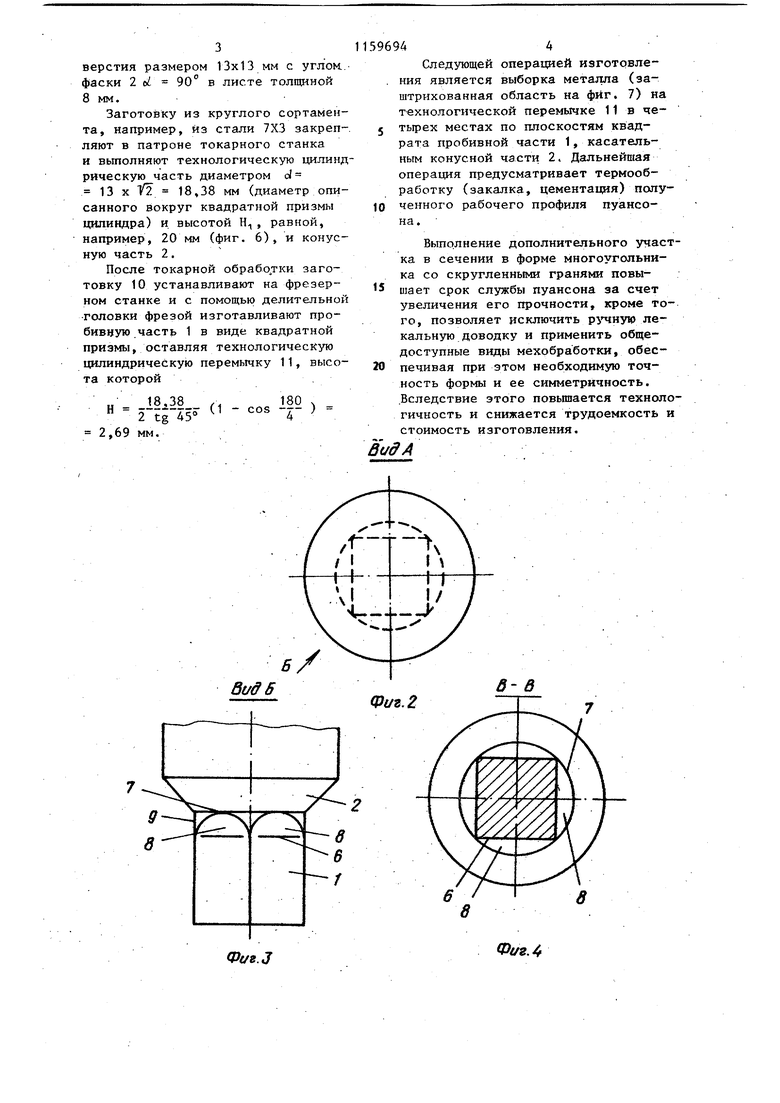
Изобретение относится к обработке металлов давлением, в частности к машиностроительному производству. Цель изобретения - повышение долговечности и технологичности изготовления пуансона. На фиг. 1 изображен пуансон, общий ВИД; на фиг. 2 - вид А на фиг. 1J на фиг. 3 - вид Б на фиг. 2 на фиг. 4 - сечение В-В на фиг. 1; на фиг. 5 - пуансон, аксонометричес кая проекция-, на фиг. 6 - заготовка пуансона, обш,ий вид; на фиг. 7 изображена схема обработки расположенного между пробивной и нерабочей частями участка. Пуансон содержит пробивную часть 1, соосно с ней размещенную конусную часть 2, расположенный между ними дополнительный участок 3 и нерабочую часть 4. Пробивная часть 1 . служит для пробивки отверстия в детали и выполнена в виде многогранно призмы, например квадратной. Конус- ная часть 2 служит для формирования фаски в детали и вьшолнена в виде усеченного конуса, обращенного боль шим основанием к нерабочей части 4. Дополнительный участок 3 соединяет пробивную 1 и. конусную 2 части и имеет нижнее основание 6 в виде квадрата и верхнее основание в виде меньшего основания 7 усеченного кон са 2, по которым соответственно сопрягаются квадратная призма пробив1 ого участка 1 и конус 2. Высота дополнительного участка 3 с) /, 180 где d - диаметр цилиндрической части-, п - число граней правильного многогранника, 3 п 6 6, Id - угол конуса. Боковая , поверхность дополнительного участка образована гранями 8 усеченной пирамиды, соприкасающимися с конусом 2 и цилиндрической поверхиост 5Ю 9, описанной вокруг квадратной призмы пробивной части 1 диаметром, равным диаметру меньшего основания 7 усеченного конуса 2. Пробивка отверстия и образование на нем фаски иллюстрируется на примере получения отверстий под винты с потайной головкой в рабочих органах почвообрабатывающих машин. Пуансон устанавливают в штамповый блок однокривошипного пресса. Заготовку нагревают до 900-1200с и подают на матрицу (не показано) штампового блока под пуансон. Опускаясь, пуансон пробивной частью 1 пробивает квадратное отверстие , а затем конусной частью 2 формует фаску под головку винта. Дальше пуансон поднимается в верхнее рабочее положение. Заготовка удаляется . В последующем цикл операции повторяется.. Способ изготовления пуансона включает токарную и фрезерную операции изготовления заготовки 10 с образованием конусной части 2, пробивной квадратной части 1 и технологической цилиндрической перемычки 11 диаметром, равным диаметру описанного вокруг квадратной призмы 4 цилиндра и высотой Н. Последующая операция предусматривает изготовление дополнительного участка 3 и осуществляется фрезой или резцом путем выборки металла (фиг. 7. заштрихованная область) на технологической перемычке в четырех местах по плоскостям 8. Пример , Изготавливают пуансон для пробивки квадратного отверстия размером 13x13 мм с углом. фаски 2 tL 90° в листе толщиной 8 мм.
Заготовку из круглого сортамента, например, из стали 7X3 закрепляют в патроне токарного станка и вьтолняют технологическую цилиндрическую часть диаметром о1 13 X У2 18,38 мм (диаметр описанного вокруг квадратной призмы цилиндра) и высотой Н, равной, например, 20 мм (фиг. 6), и конусную часть 2,
После токарной обрабо;гки заготовку 10 устанавливают на фрезерном станке и с помощью делительной головки фрезой изготавливают пробивную часть 1 в виде квадратной призмы, оставляя технологическую цилиндрическую перемычку 11, высота которой
18,38
(л 180 S (1 - cos -2|- )
Н
2 tg 45° 2,69 мм. в/ 6t/ffS
Фиг.
1596944
Следующей операцией изготовле. ния является выборка металла (заштрихованная область на фиг. 7) на технологической перемычке 11 в четырех местах по плоскостям квадрата пробивной части 1, касательным конусной части 2. Дальнейшая операция предусматривает термообработку (закалка, цементация) полу10 чанного рабочего профиля пуансона.
Выполнение дополнительного участка в сечении в форме многоугольника со скругленными гранями повышает срок службы пуансона за счет увеличения его прочности, кроме того, позволяет исключить рзчиую лекальную доводку и применить общедоступные виды мехобработки, обеспечивая при этом необходимую точность формы и ее симметричность. .Вследствие этого повышается технологичность и снижается трудоемкость и стоимость изготовления.
ВФ1/г.2
Фиг. 4 в
| Пуансон к штампу для пробивки отверстия с фаской | 1973 |
|
SU442872A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Палей М.М | |||
| Технология произврдCTBia приспособлений пресс-форм и штампов, М., Машиностроение, 1971, с | |||
| Халат для профессиональных целей | 1918 |
|
SU134A1 |
| Аппарат, предназначенный для летания | 0 |
|
SU76A1 |
