Изобретение относится к заготовительному производству машиностроительных предприятий, а именно к конструкциям отрезных .штампов, и может быть использовано для получения мерных заготовок при резке проката.
Цель изобретения - уменьшение габ.аритов и сокращение рабочего хода пресса.
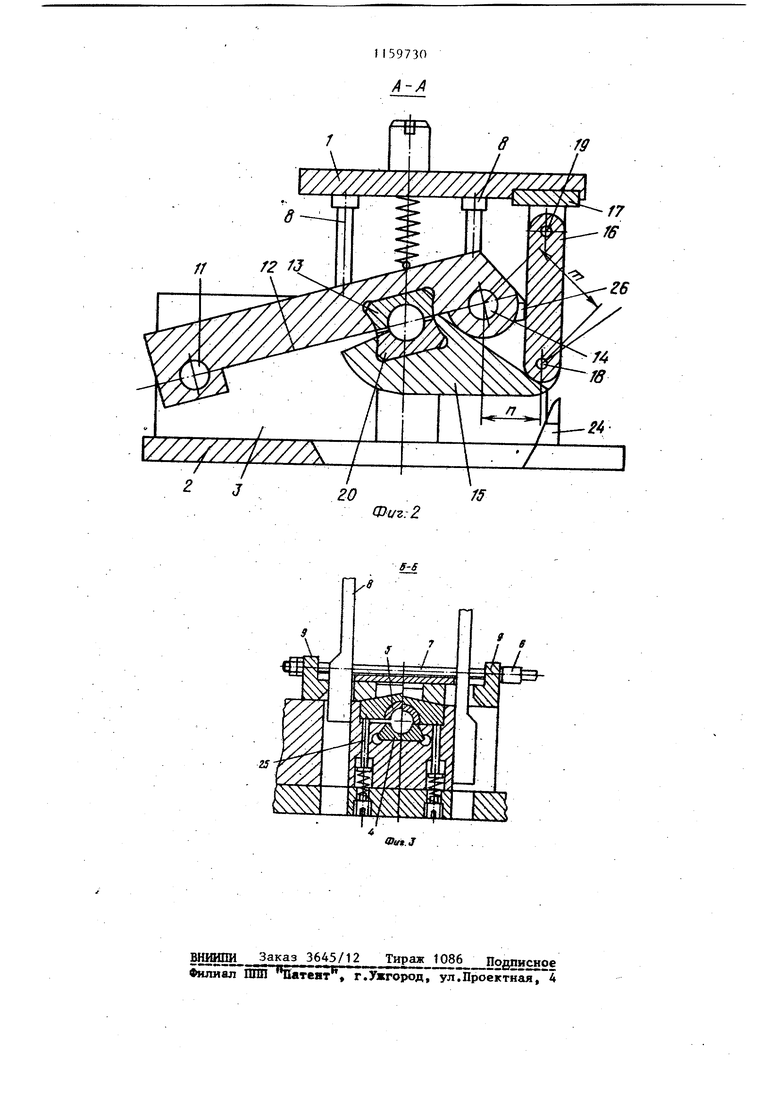
На фиг. 1 изображен штамп для резки проката,общий вид,в разрезе; на фиг. 2 - разрез А-А на фиг. 1 , ha фиг. 3 - разрез Б-Б на фиг. 1.
Штамп для резки проката содержит соединенную с ползуном пресса верхнюю плиту 1 , закрепленн5то на стянине нижнюю плиту 2, на которой установлен корпус 3, и неподвижный нож Д, оснащенный механизмом зажима основной части проката, выполненным в виде прижимов 5, передающих усилие зажима от привода 6 с помощью тяг 7. На верхней плите 1 зак-. реплены клинья 8j удерживающие ползушки 9 в отведенном состоянии.
На корпусе 3 смонтированы направляющая 10 для подаваемого про- . ката и механизм зажима отрезаемой части проката, состоящий из установленного на корпусе 3 на оси 11 подпружиненного основного рычага 12 с подвижным ножом 13 и связанного с ним общей осью 14 дополнительного рычага 15, который соединен через вилку 16 и опору 17 с верхней плитой 1 посредством осей 18 и 19. Ось 18 является общей осью дополнительного рычага 15 и вилки 16. Основной рычаг 12 установлен под углом к нижней плите 2. На дополнительном рычаге t5 смонтирован прижим 20 в котором установлен выталкиватель 2
На основном рычаге 12 выполнен упор 22, ограничивающий подачу проката. Для устойчивой работы рычагов 12 и 15 на нижней плите 2 закреплены направляющие стыки 23 и 24. В корпусе 3 расположены подпружиненные толкатели 25, обеспечивающие освобождение проката от зажима, а в направ.ляющей стойке 24 выполнен упор 26, ограничивающий поворот основного рычага 12.
Штамп для реяки проката работает следующим образом.
Прокат подается через направляю-, щую 10 в пространство между неподвижным ножом 4 и прижимами 5 и далее
между подвижным ножом 13 и отведенным в этот моментприжимом 20 до упора 22. При .ходе ползуна пресса вниз верхняя плита 1 с клиньями 8 и опорой 17 начинает двигаться также вниз.При дальнейшем движен ги вниз клинья перестают удерживать в отведенном состоянии ползущки 9 и они устремляются к центру, передавая усилие от привода 6 на прижимы 5, тем самым производят выбор зазора между рабочим профилем неподвижного ножа 4, при симами 5 и разрезаемым прокатом, а также его радиальный зажим. Верхняя плита 1 при движении вниз сообщает перемещение дополнительному рычагу 15 через опору 17 и вилку 16. Дополнительный рычаг 15 на.чинает вращаться вокруг оси 14 до полного смыкания прижима 20 и подвижного ножа 13 на прокате.
В момент, когда величина зажима
прокат.а достигнет -S-
начинается
отделение заготовки от сортамента, где Рдр - усилие среза, а и b - плечи дополнительного рычага 15.
При обратном ходе верхней плиты 1 вверх клинья 8, действуя своими скосами на ползушки 9, отводят их в исходное положение, а прижимы 5 под действием толкателей 25 поднимаются и освобождают от зажима прокат для его подачи вновь.
При дальнейшем ходе вверх основной рычаг 12 встречается с упором 26 и останавливается, а дополнительный рычаг 15 поворачивается вокруг оси 14 на определенный угол, заготовка под
действием собственного веса и выталкивателя 21 выпадает в тару (не показана) . С этого момента щтамп готов к новому рабочему циклу.
По сравнению с базовым объектом
использование предлагаемого изобретения позволяет повысить производительность штампа для резки проката за счет уменьшения рабочего хода пресса. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки проката | 1980 |
|
SU902995A1 |
| Штамп для резки проката | 1981 |
|
SU1026977A2 |
| Устройство для резки трубчатых заготовок | 1976 |
|
SU562391A1 |
| Устройство для резки трубчатых заготовок | 1980 |
|
SU919811A2 |
| Штамп для резки проката | 1989 |
|
SU1696180A1 |
| ШТАМП ДЛЯ РЕЗКИ СОРТОВОГО ПРОКАТА НА ЗАГОТОВКИ | 1972 |
|
SU339348A1 |
| Штамп для резки сортового проката | 1980 |
|
SU933306A1 |
| ШТАМП ДЛЯ РЕЗКИ ПРОКАТА | 1989 |
|
RU2025227C1 |
| СПОСОБ РЕЗКИ ПРОКАТА И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2630154C1 |
| ШТАМП ДЛЯ РЕЗКИ СОРТОВОГО ПРОКАТА | 1972 |
|
SU354948A1 |
ИТАМП ДЛЯ РЕЗКИ ПТРОКАТА по авт.св. № 902995, отли уГ -rJ чающийся тем, что, с целью уменьшения габаритов и сокращения рабочего хода пресса, основной рычаг с режущим элементом подвижного ножа смонтирован на корпусе под острь1м углом к его опорной поверхности, а ось, связывающая дополнительный рычаг с вилкой, смещена к опорной поверхности корпуса относительно плоскости, проходящей через ось подачи проката и параллельно опорной поверхности корпуса.
t ////// Y//// /// //// 2 J го
ff
rg
I Фиг: 2 /
| Штамп для резки проката | 1980 |
|
SU902995A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
