А-А
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки проката | 1981 |
|
SU1026977A2 |
| Штамп для резки проката | 1980 |
|
SU902995A1 |
| ШТАМП ДЛЯ РЕЗКИ ПРОКАТА | 1989 |
|
RU2025227C1 |
| Штамп для резки проката | 1981 |
|
SU1159730A2 |
| Штамп для резки сортового проката | 1980 |
|
SU902996A1 |
| Механизированная линия резки проката | 1974 |
|
SU499061A1 |
| Штамп для резки сортового проката | 1980 |
|
SU933306A1 |
| СПОСОБ РЕЗКИ ПРОКАТА И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2630154C1 |
| НОЖНИЦЫ СОРТОВЫЕ ДЛЯ РЕЗКИ ПРОФИЛЕЙ | 1996 |
|
RU2118236C1 |
| Ножницы для резки сортового проката | 1987 |
|
SU1530347A1 |
Изобретение относится к обработке металлов давлением, в частности может применяться для заготовительного производства машиностроительных предприятий, и может быть использовано при резке проката на мерные заготовки. Цель изобретения - повышение качества получаемых изделий и увеличение долговечности штампа. После подачи прутка в штамп ползун 12 опускается и воздействует на рычаг 13. Рычаг 13 через паз 16 посредством оси 14 воздействует на рычаги механизмов зажима. Рычаг 7 с подвижным ножом 8 прижимается к верхней части проката.. Одновременно с. этим рычаг 13 посредством оси 15 поворачивает рычаг 10 вокруг оси и прижимает прижим 11 к его нижней части. 4 ил.
tmt
W
Ё
Фю.1
Изобре гение относится к обработке металлов давлением, в частности к заготовительному производству машиностроительных предприятий, и может быть использовано при резке проката на мерные заготовки.
Цель изобретения - повышение качества получаемых изделий и увеличение долговечности штампа.
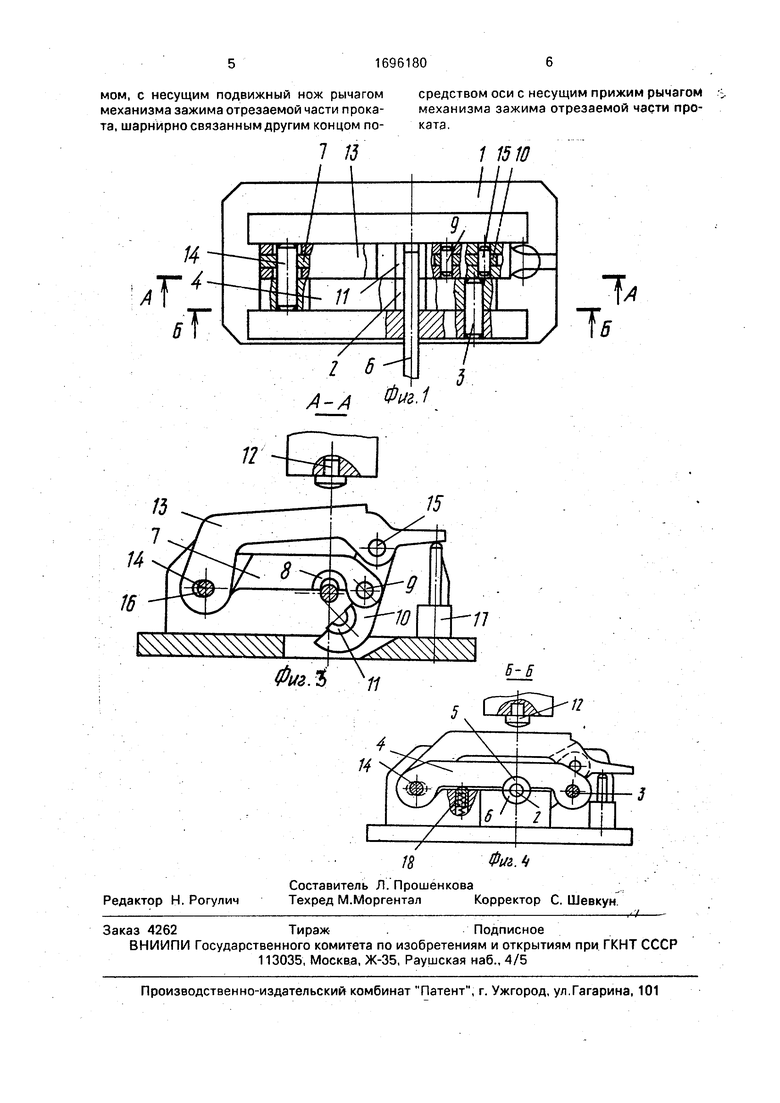
На фиг. 1 изображен штамп для резки проката, вид сверху; на фиг. 2 - разрез А-А на фиг, 1; на фиг. 3 - то же, исходное положение; на фиг. 4 - разрез Б-Б на фиг. 1.
Штамп для резки проката содержит корпус 1 с неподвижным ножом 2, В корпусе 1 закреплена ось 3, на которой расположен с возможностью вращения рычаг 4 с закрепленным в нем прижимом 5. Штамп содержит также механизм зажима отрезаемой части проката 6, выполненный в виде установленного в корпусе 1 рычага 7 с подвиж- нь|м ножом 8, соединенного при помощи оси 9 с рычагом 10с прижимом 11 отрезаемого проката.
В корпусе 1 установлен с возможностью взаимодействия с ползуном 12 пресса рычага 13, образующий вместе с рычагом 4 механизм зажима основной части проката. Один конец рычага 13 при помощи оси 14 шарнирно связан со свободным концом рычага 4, а также с рычагом 7, а другой конец рычага 13 шарнирно связан при помощи оси 15 с рычагом 10. Рычаг 13 имеет свободу перемещения в горизонтальном направлении за счет наличия профильного паза 16.
Привод штампа осуществляется отхода ползуна 12 пресса, взаимодействующего с рычагом 13. Возврат системы рычагов в исходное положение осуществляется подьемником 17 и подпружиненным буфером 18.
Прокат Б подается в пространство между неподвижным 2 и подвижным 8 ножами и прижимами 5 и 11, закрепленными в отведенных в исходное положение рычагах 4 и 10 до упора. После этого производится выключение подъемника 17 и включение хода ползуна 12 пресса. При ходе ползуна 12 пресса вниз он воздействует на рычаг 13, который через паз 16 посредством оси 14 взаимодействует с рычагами 4 и 7. При этом рычаг 4 вместе с прижимом 5, вращаясь вокруг оси 3 против часовой стрелки, прижимает основную часть проката 6 к неподвижному ножу 2, а рычаг 7 подвижным ножом 8 прижимается к верхней отрезаемой части проката 6. Одновременно с этим рычаг 13 посредством оси 15, поворачивая рычаг 10 вокруг оси 9, прижимает прижим
11 к нижней отрезаемой части проката 6, Таким образом происходит зажим основной и отрезаемой частей проката 6.
При вращении рычагов 13 и 10 центр
оси 15 не только опускается, но и перемещается в горизонтальном направлении,так как центр вращения рычага 7 совпадает с центром оси 14, следовательно, при ее опускании центр оси 15 удаляется и расстояние
между центрами осей 14 и 15 увеличивается. Для компенсации указанного удлинения паз 16 в горизонтальном направлении имеет размер, больший размера в вертикальном направлении. При дальнейшем
ходе ползуна 12 вниз рычаги 13, 7 и 10 с осями 9 и 15 поворачиваются вокруг оси 14. При этом усилие зажима основной и отрезаемой частей проката 6 возрастает до тех пор, пока не начнется отделение заготовки от проката 6.. Происходит отрезка заготовки,
При ходе ползуна 12 вверх производится возврат подвижной системы рычагов в исходное положение в обратном порядке
при включении подъемника 17: сначала осуществляется подъем конца рычага 13, вследствие чего рычаги 10 и 7, вращаясь против часовой стрелки, освобождают отрезанную заготовку и она под собственным весом через окно в корпусе 1 удаляется из штампа. Затем под действием буфера 18 конец рычага 4 поднимается, вращаясь вокруг оси 3, и тем самым освобождает прокат 6 для его подачи вновь.
Цикл работы штампа завершен, и он готов к повторению цикла.
Формула изобретения Штамп для резки проката, содержащий
корпус, установленный в нем неподвижный нож, механизм зажима основной части проката с прижимом, механизм зажима отрезанной части проката, выполненный в виде шарнирно установленного на корпусе посредством оси рычага с подвижным ножом и связанного с ним посредством оси рычага с прижимом, отличающийся тем, что, с целью повышения качества получаемых изделий и увеличения долговечности
штампа, механизм зажима основной части проката выполнен ч виде двух рычагов, на одном из которых смонтирован упомянутый прижим, и который шарнирно связан одним концом посредством оси с корпусом
со стороны неподвижного ножа, а другим концом - с вторым рычагом, выполненным приводным и с профильным пазом на конце со стороны первого рычага, шарнирно связанным посредством оси, установленной в указанном пазу и в первом рычаге с прижимом, с несущим подвижный нож рычагом механизма зажима отрезаемой части проката, шарнирно связанным другим концом по7 /J
А-А
12
tv:
Фиг. i
средством оси с несущим прижим рычагом механизма зажима отрезаемой части проката.
/ 15W
Фаг.1
15
х
5-5
12
Фал. 4
| Штамп для резки проката | 1980 |
|
SU902995A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
