1
Изобретение относится к машиностроению, в частности к способам неподвижного соединения деталей типа вал - втулка.
Цель изобретения - повышение несущей способности соединения за счет обеспечения необходимого нагрева частиц порошка для полного их внедрения в сопрягаемые поверхности.
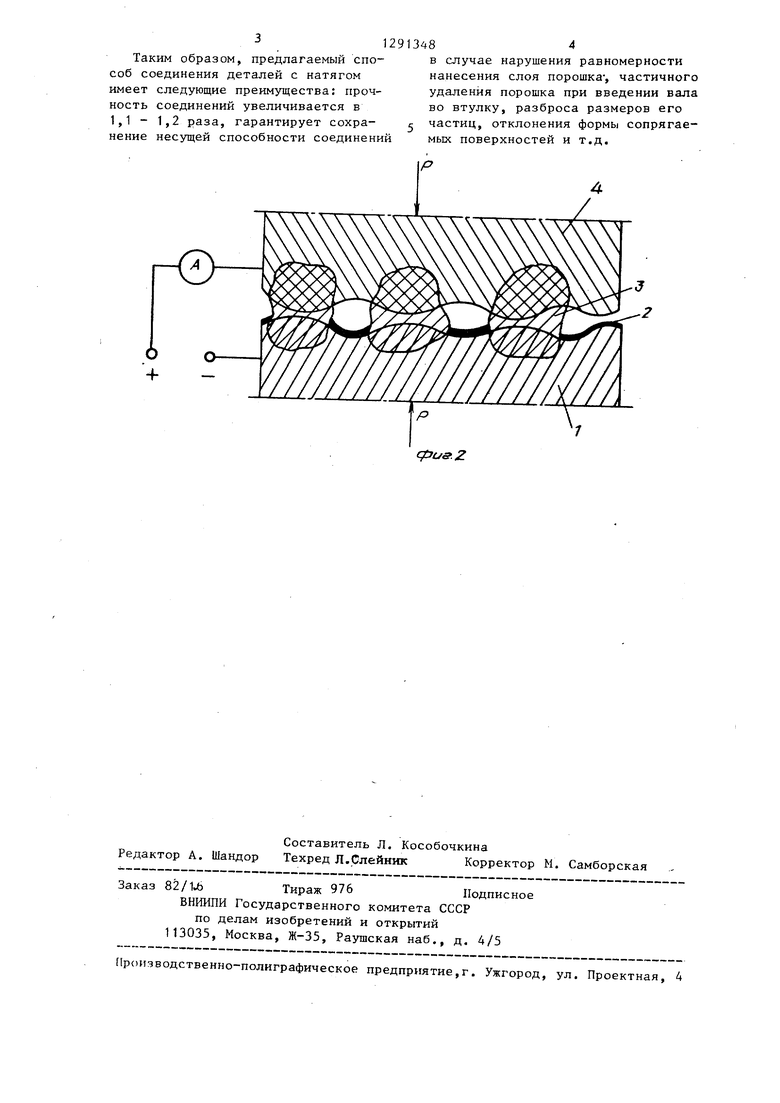
На фиг. 1 изображена одна из деталей соединения после нанесения на ее поверхность слоев электроизоляционного материала и порошкаJ на фиг. 2 - место сопряжения деталей в момент внедрения частиц порошка в сопрягаемые поверхности деталей.
Способ осуществляют следующим образом.
На сопрягаемой поверхности одной из деталей, например вала 1, формируют слой злектроизоляционного материала 2, например кремнийорга- нической эмали типа КО-859, после чего на эту же поверхность наносят электропроводный порошок 3 в один слой, например, шаржированием. Затем осутцествляют сборку вала 1 с втулкой 4 тепловым методом, после чего частицы порошка нагревают путем пропускания через них электрического тока.
В качестве электроизоляционного материала используют лаки кремний- органические электроизоляционные типа КО-928, кремнийорганические эмали типа КО-859, битумные лакокрасочные материалы типа ВТ-783 и т.д.
Вид электроизоляционного слоя, его твердость и толщина зависят от размеров и твердости частиц порошка, контактного давления, возникающего в процессе тепловой сборки, шероховатости сопрягаемых поверхностей и т.д., и в каждом конкретном случае определяется экспериментально из условия наиболее полного внедрения частиц порошка в сопрягаемые поверхности.
В том случае, когда материал электроизоляционного слоя мягче материала сопрягаемых деталей, максимальные прочностные характеристики соединения обеспечиваются при нанесении слоя электроизоляционного материала толщиной от 1,05 до 1,3 от величины суммарного расстояния от вершин до средней линии выступов микрорельефа, сопрягаемых по12913482
верхностей охватываемой и охватывающей деталей.
Пример. Изготовляют образцы соединения с натягом, охватывающая 5 деталь которых выполняется в виде втулки с наружным диаметром D 90 мм и внутренним диаметром мм, а охватываемая деталь - в виде сплошного вала. Длина вала и втулки 1: W 30 мм. Материал вала и втулки - сталь 45. Посадочные диаметры обра- батываются шлицованием с R 1,25 мкм
20
25
30
(К - расстояние от вершин выступов до средней линии выступов микро 5 рельефа), натяг в соединении вьщер- живается равным мкм.
Размер зерен порошка из материала фехраль- (удельное сопротивление Р 1,1-1,35 мкОм, м) выдерживается равным 20+3 мкм.
В качестве электроизоляционного материала используется кремнийорга- ническая эмаль типа КО-859,
Все соединения разбиваются на четыре группы по 10 штук в каждой.
На валах первой и третьей групп формируется электроизоляционный слой из кремнийорганической эмали типа КО-859.На валы всех групп наносятся покрытия в виде мелкодисперсного порошка посредством шаржирования.После сборки тепловьм методом (с нагревом втулки)частицы порошка под действием контактного давления врезаются в поверхностные
35 слои сопрягаемых деталей. Через зону контакта соединений пропускается электрический ток.
Полученные двумя способами соединения первой и второй групп прове40 ряются по усилию выпрессовки на прессе модель П125. Проверка показывает, что усилие выпрессовки деталей, собранных по известному способу составляет 170-220 кН, а по
45 предлагаемому способу - 220-270 кН,
На валах третьей и четвертой групп на определенном участке поверхности по всей длине частицы по50 рошка перед сборкой удаляются, Затем сборку соединений осуществляли согласно основному изобретению.
Полученные соединения проверяются по усилию выпрессовки на прессе
55 мод. 125, Проверка показывает, что усилие выпрессовки деталей, собранных согласно известному способу, составляет 90-140 кН, а согласно предлагаемому способу - 210-250 кН.
(К - расстояние от вершин выступов до средней линии выступов микрорельефа), натяг в соединении вьщер- живается равным мкм.
Размер зерен порошка из материала фехраль- (удельное сопротивление Р 1,1-1,35 мкОм, м) выдерживается равным 20+3 мкм.
В качестве электроизоляционного материала используется кремнийорга- ническая эмаль типа КО-859,
Все соединения разбиваются на четыре группы по 10 штук в каждой.
На валах первой и третьей групп формируется электроизоляционный слой из кремнийорганической эмали типа КО-859.На валы всех групп наносятся покрытия в виде мелкодисперсного порошка посредством шаржирования.После сборки тепловьм методом (с нагревом втулки)частицы порошка под действием контактного давления врезаются в поверхностные
слои сопрягаемых деталей. Через зону контакта соединений пропускается электрический ток.
Полученные двумя способами соединения первой и второй групп проверяются по усилию выпрессовки на прессе модель П125. Проверка показывает, что усилие выпрессовки деталей, собранных по известному способу составляет 170-220 кН, а по
предлагаемому способу - 220-270 кН,
На валах третьей и четвертой групп на определенном участке поверхности по всей длине частицы порошка перед сборкой удаляются, Затем сборку соединений осуществляли согласно основному изобретению.
Полученные соединения проверяются по усилию выпрессовки на прессе
мод. 125, Проверка показывает, что усилие выпрессовки деталей, собранных согласно известному способу, составляет 90-140 кН, а согласно предлагаемому способу - 210-250 кН.
Таким образом, предлагаемый способ соединения деталей с натягом имеет следующие преимущества: прочность соединений увеличивается в 1,1 - 1,2 раза, гарантирует сохранение несущей способности соединений
в случае нарушения равномерности нанесения слоя порошка-, частичного удаления порошка при введении вала во втулку, разброса размеров его частиц, отклонения формы сопрягаемых поверхностей и т.д.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ тепловой сборки с натягом охватываемой и охватывающей деталей | 1982 |
|
SU1159751A1 |
| Способ тепловой сборки с натягом охватываемой и охватывающей деталей | 1987 |
|
SU1418025A2 |
| Способ сборки с натягом соединения деталей типа вал-втулка и устройство для его осуществления | 1984 |
|
SU1189636A1 |
| Способ соединения с натягом деталей типа вал-втулка | 2021 |
|
RU2765958C1 |
| Способ неподвижного соединения деталей | 1982 |
|
SU1031712A1 |
| Способ сборки деталей типа вал-втулка запрессовкой | 1987 |
|
SU1433742A2 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ С НАТЯГОМ | 2007 |
|
RU2357111C1 |
| Способ получения неразъемного соединения охватываемой и охватывающей металлических деталей | 1988 |
|
SU1648716A1 |
| Способ склеивания деталей,охватывающих одна другую | 1980 |
|
SU937499A1 |
| СПОСОБ СОЕДИНЕНИЯ С НАТЯГОМ ДЕТАЛЕЙ ТИПА ВАЛ-ВТУЛКА | 2020 |
|
RU2742371C1 |

Редактор А. Шандор
Составитель Л. Кособочкина
Техред Л.Слейник Корректор М. Самборская
Заказ 82/1Л Тираж 976Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д, 4/5
- ------------------------------- ----
Производственно-полиграфическое предприятие,г. Ужгород, ул. Проектная, 4
| Способ тепловой сборки с натягом охватываемой и охватывающей деталей | 1982 |
|
SU1159751A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
