3.2
Изобретение относится к машиностроению, в частности к способам неподвижного соединения деталей типа вал - втулка, и является уеове шенствованием способа по авт. св. № 1291348.
Целью изобретения является расширение технологическоих возможностей путем обеспечения сборки крупногаба ритных деталей с одновременным снижением энергозатрат.
На фиг. 1 изображена одна из деталей соединения после нанесения на ее поверхность слоев электроизоляционного материала и смеси злектро- проводного и электроизоляционного порошковi на фиг. 2 - место сопряжения деталей в момент внедрения частиц порошка в сопрягаемые поверхности деталей.
Способ осуществляют следующим образом.
На сопрягаемой поврехности одной из деталей, например вала 1, формируют слой из электроизоляционного материала, например, кремнийоргани- ческой эмали, после чего на эту же поверхность наносят электропроводный порошок 2 в смеси с электроизоляционным поро.шком 3 с определенным соотношением компонентов, например, шаржированием или другим известным способом. После этого производят тепловую сборку с нагревом охватывающей или охлаждением охватываемой детали, по окончании которой осуществляют нагрев частиц электропроводного порошка путем пропускания че- рез них электрического тока. Изменение соотношения компонентов приводит к изменению площади электрического контакта, а последнее к изменению сопротивления зоны контакта. Изменяя концентрацию токопроводного компонента в смеси порошков, можно варьировать сопротивлением зоны контакта и, следовательно, мощностью источника токау необходимой для осуществления способа. Изменение этой концентрации в сторону уменьшения позволяет изменять мощность источника питания, что имеет важное значение при сборке крупногабаритных деталей. Способ позволяет осуществить соединение деталей из материалов, не терпящих объемного нагрева, так как последний может регулиро
5
0
5
0
,
ю
5 0
0
ваться концентрацией электропроводного порошка, т.е. точечных источников теплоты.
Необходимым условием реализации способа является то, что в качестве электроизоляционного порошка должен использоваться материал с размером частиц, в 2-4 раза меньшим по сравнению с электропроводным порошком.
Пример. Охватьшающая деталь изготавливается в виде втулки с наружным диаметром D 90 мм и внутренним d 60 мм, а охватываемая де- таль - в виде сплошного вала. Длина вала и втулки 1 150 мм. Материал вала и втулки - сталь. Посадочные диаметры обрабатьшаются шлифованием с PQ 1,25 мкм, натяг в соединении выдерживается равным N 30+5 мкм.
Размер зерен электропроводного по- рошка из материала фехраль (удельное сопротивление р 1,1... 1.35 мкОм1м) выдерживался m 20+3 мкм.
Б качестве материала электроизоляционного порошка используется карбид бора.
В качестве материала электроизоляционного слоя используется кремний- органическая эмаль.
На валах формируется электроизоляционный слой из кремнийорганиче- ской эмали и наносится электропроводный порошок в смеси с электроизоляционным порошком в соотношении 1:1. Размер зерен электроизоляционного порошка m 10-7 мкм. После сборки тепловым методом (с нагревом втулки) и выравнивания температур деталей через собранный узел пропускается электрический ток. В результате происходит нагрев частиц электропроводного порошка и их внедрение в поверхностные слои сопрягаемых деталей/ Мощность источника питания постоянного тока, напряжением ЗбВ, равна 2070 Вт и достаточна для разогрева частиц электропроводного порошка до 1773 К. Время нагрева 2 с, время выдержки 10 с. Полученные соединения проверяются на прессе по усилик вы- прессовки; Проверка показывает, что предлагаемьй способ позволяет существенно снизить мощность источника питания при сборке крупногабаритных деталей.
Формула изобретения
Способ тепловой сборки с натягом охватьшаемой и охватывающей деталей по авт..св. № 1291348, о т л и ч а- ю щ и и с я тем, что, с целью расширения технологических возможностей, перед нанесением порошок из
электропроводного материала смешивают с электроизоляционным материалом, в качестве которого используют порошок с размером частиц, в 2- 4 раза меньшим размера частиц порошка из электропроводного материала. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ тепловой сборки с натягом охватываемой и охватывающей деталей | 1984 |
|
SU1291348A1 |
| Способ тепловой сборки с натягом охватываемой и охватывающей деталей | 1982 |
|
SU1159751A1 |
| Способ тепловой сборки с натягом охватываемой и охватывающей деталей из материалов с различными коэффициентами линейного расширения | 1983 |
|
SU1136921A1 |
| СПОСОБ ИЗОЛИРОВКИ ПАЗОВ МАГНИТНЫХ СЕРДЕЧНИКОВ ЯКОРЕЙ ЭЛЕКТРОДВИГАТЕЛЕЙ | 2012 |
|
RU2516266C2 |
| Способ получения неразъемного соединения охватываемой и охватывающей металлических деталей | 1988 |
|
SU1648716A1 |
| Способ термического соединения с натягом охватываемой и охватывающей деталей | 1984 |
|
SU1146169A1 |
| СПОСОБ ИЗОЛИРОВКИ ПАЗОВ МАГНИТНЫХ СЕРДЕЧНИКОВ ЯКОРЕЙ ЭЛЕКТРОДВИГАТЕЛЕЙ | 2015 |
|
RU2593825C1 |
| Способ соединения с натягом деталей типа вал-втулка | 1983 |
|
SU1199558A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ВЫСОКОСКОРОСТНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1999 |
|
RU2155430C1 |
| Способ образования неподвижного соединения охватывающей и охватываемой деталей | 1984 |
|
SU1217615A1 |

Изобретение относится к механосборочному производству, в частности к способам тепловой сборки с натягом охватьшающей и охватьшаемой деталей. Цель - расширение технологических возможностей способа. При соединении деталей типа вал - втулка,, на сопрягаемую поверхность одной из деталей, например вала, последовательно наносят слой электроизоляционного материала и смесь порошка 2 из электропроводного материала с порошком 3 из электроизоляционного материала. Изменяя соотношение компонентов, можно добиться изменения площади электрического контакта и изменения электрического сопротивления в этой зоне. В этой связи появляется возможность, значительного снижения мощности источника питания при сборке . крупногабаритных деталей и деталей, для которых невозможен объемньй нагрев . Необходимым условием способа является использование электроизоляционного порошка с размерами частиц, в 2-4 раза меньшими размеров час7 иц электропроводного порошка. Соединяют детали нагревом охватывающей или охлаждением охватываемой детали. После выравнивания температуры деталей в собранном узле через них пропускают электрический ток. Это приводит к нагреву частиц элек.- тропроводного порошка и их внедре- нию в сопрягаемые поверхности деталей. 2 ил. с 9 (Л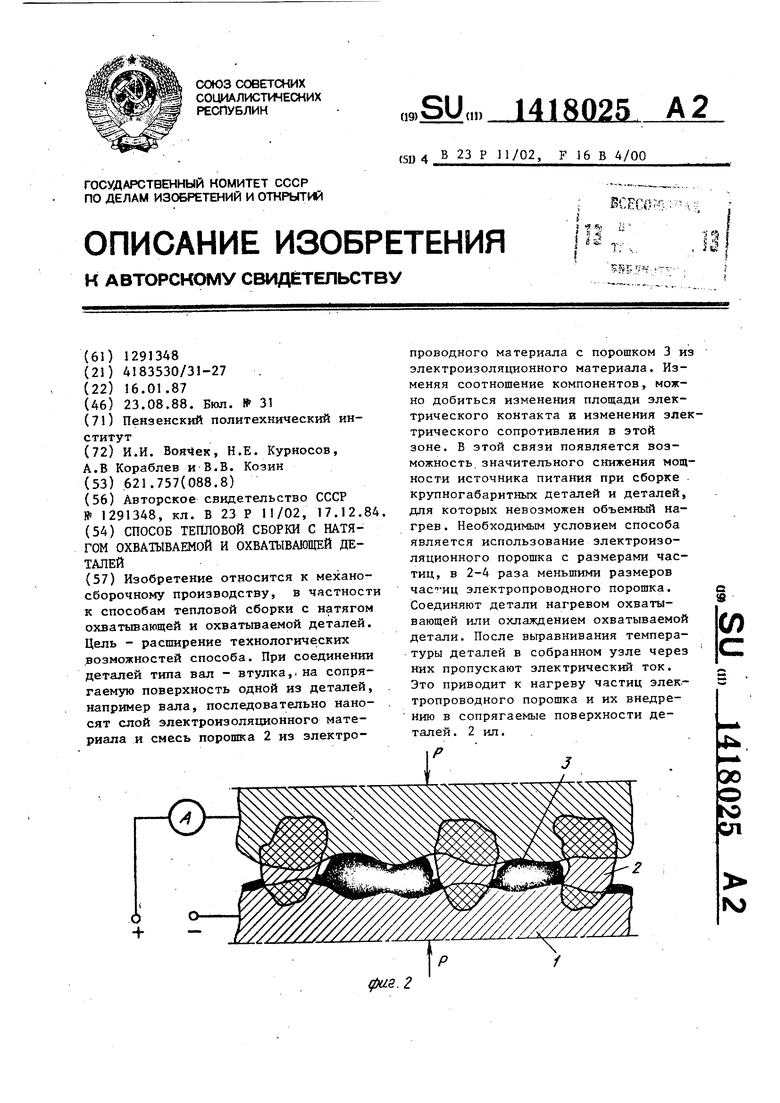
Редактор 0. Головач
Составитель Н. Пожидаева
Техред А.Кравчук КорректорМ. Пожо
Заказ 4100/12
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д, 4/5
(US.f
Тираж 922
Подписное
| Способ тепловой сборки с натягом охватываемой и охватывающей деталей | 1984 |
|
SU1291348A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
