ел
tr
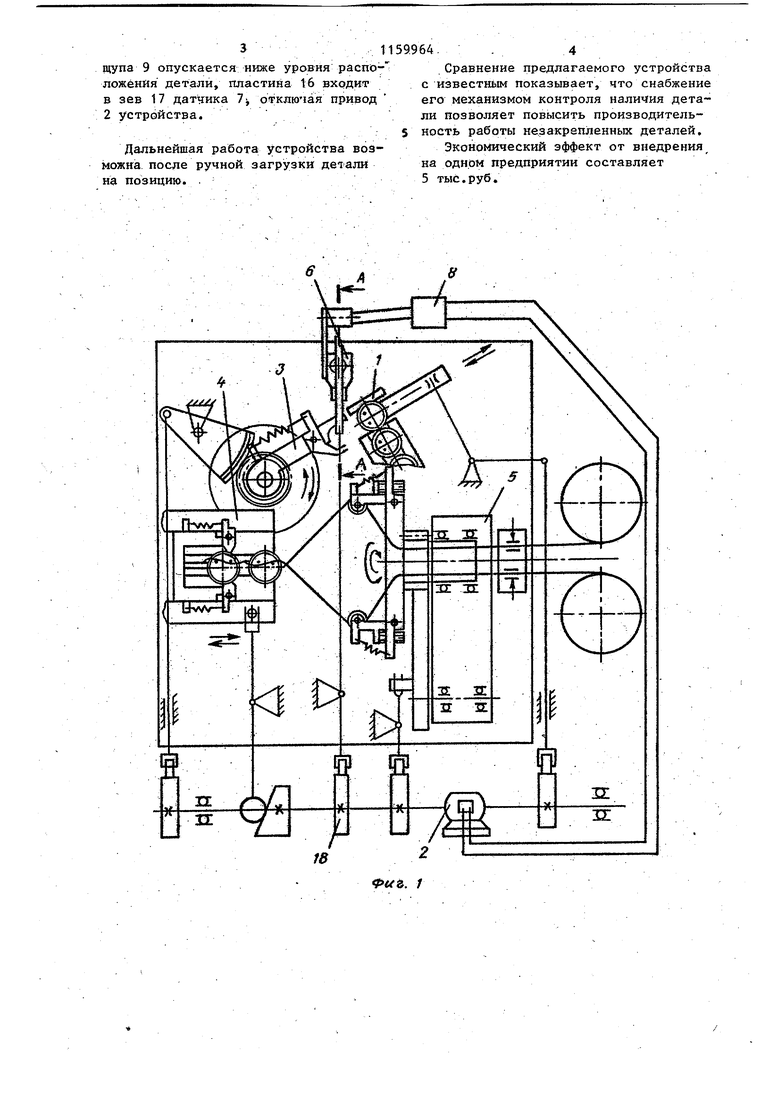
о .4; 1 Изобретение относится к области нанесения гальванических покрытий, в. частности к устройствам для крепления деталей на проволоку, наприме на контактную, для сборки их в гирлянду перед нанесением на них гальванопокрытий. По основному авт.св. № 831882 известно устройство для крепления деталей на проволоку, содержащее направляющий лоток, кинематически связанные между собой толкатель для подачи деталей из лотка в прием но-передаточное приспособление, приспособление для зажима и механиз обвязки деталей проволокой. Механиз обвязки деталей проволокой выполнен а виде коромысла с симметрично расположенными на нем направляющими дл проволоки, установленного с возможностью реверсивного относительно горизонтальной оси устройства, приспособление для зажшиа и выталкивания деталей выполнено в виде корпуса с направлямщими с опор ной поверхйостью для деталей, подпр жт1енного прижима с фигурнь М пазом для направления проволоки на.один и выводов деталей, расположённого над корпусом, и каретки с подпружиненными захватами для проталкивания деталей, установленной внаправляющих корпуса С13 . Для обеспечения возможности крепления деталей на проволоку и образования гирлянды необходимо обе печить надежную подачу деталей из лотка в приемно-передаточное приспо собление и поступление их на позици скручивания. Однако при работе устройства возможны случаи, когда образо вания заторов детали застревают в лотке и не поступают в механическую руку и на позицию скручивания. При отсутствии детали на позиции скручивания из-за реверсивного движения Коромысла происходит раскручивание .предыдущей детали, и в гирлянде появляются незакрепленные детали. Эт приводит к снижению производительности устройства. Целью изобретения является повышение производительности устройства Поставленная цель достигается тем что устройство для крепления деталей на проволоку снабжено механизмом контроля наличия детали, выполненным 64 в виде индуктивного датчика, уста- новленного над позицией загрузки деталей в приемнв-передаточное приспособление и щупа, кинематически связанного с приводом устройств и установленного в зоне размещения детали с возможностью взаимодействия с датчиком, причем датчик соединен.с устройством отключения привода. Такое конструктивное решение устройства позволяет.при отсутствии детали на позиции загрузки в приемнопередаточном приспособлении отключить привод устройства и тем самым предот вратнть появление в гирлянде незакрепленных деталей. На фиг. i схематично изображено устройство, общий вид; на фиг. 2 разрез А-А на фиг . 1; на фиг. 3 вид Б на фиг. 2. Устройство содержит направляющий лоток 1, кинематически связанные .между собой и с приводом 2 приемнопередаточное приспособление 3, приспособление 4 для зажима и выталки- . вания дет.алей, механизм 5 обвязки, деталей пров,олокой: и механизм 6 контроля наличия детали. Механизм 6 контроля наличия детали установлен над позицией загрузки в «риемно-передаточное приспособление 3, содержит индуктивный датчик 7, соединенный с устройством 8 отключения привода 2. Механизм 6 выполнен в виде щупа 9, размещенного в .зоне перемещения детали и установленного на оси 10 д ронштейна 1 Т с возможностью реверсивно-вращательного движения относительно оси 10. Кронштейн 11 прикреплен к контуру 12, который соединен с плитой 13 устройства посредством болтов 14. К щупу 9 посредством винта 15 прикреплена пластина 16с возможностью ввода в зев 17 датчика 7. При включении привода 2 от кулачка 18 через рычаг 19, тягу 20 и подпружиненный толкатель 21 щуп 9 с пластиной 16 получает рёверсивно вращательное движение относительно ОСИ 10. При наличии детали .на позиции загрузки щуп 9 пружиной 22 через толкатель 2 прижимается своей поверхностью 23 к детали. При этом пластина 16 не входит в зев 17 датчика 7 и устройство, продолжает работать. При отсутствии детали на аазиции загрузки поверхность 23
щупа 9 опускается ниже уровня расположения детали, пластина 16 входит в зев 17 датчика 7 отключая привод 2 устройства.
Дальнейшая работа устройства возможна после ручной загрузки детали на позицию. .
Сравнение предлагаемого устройства с известным Показывает, что снабжение его механизмом контроля наличия детали Позволяет повысить производительность работы не.закрепленных деталей.
Экономический эффект от внедрения на одном предприятии составляет 5 тыс.руб.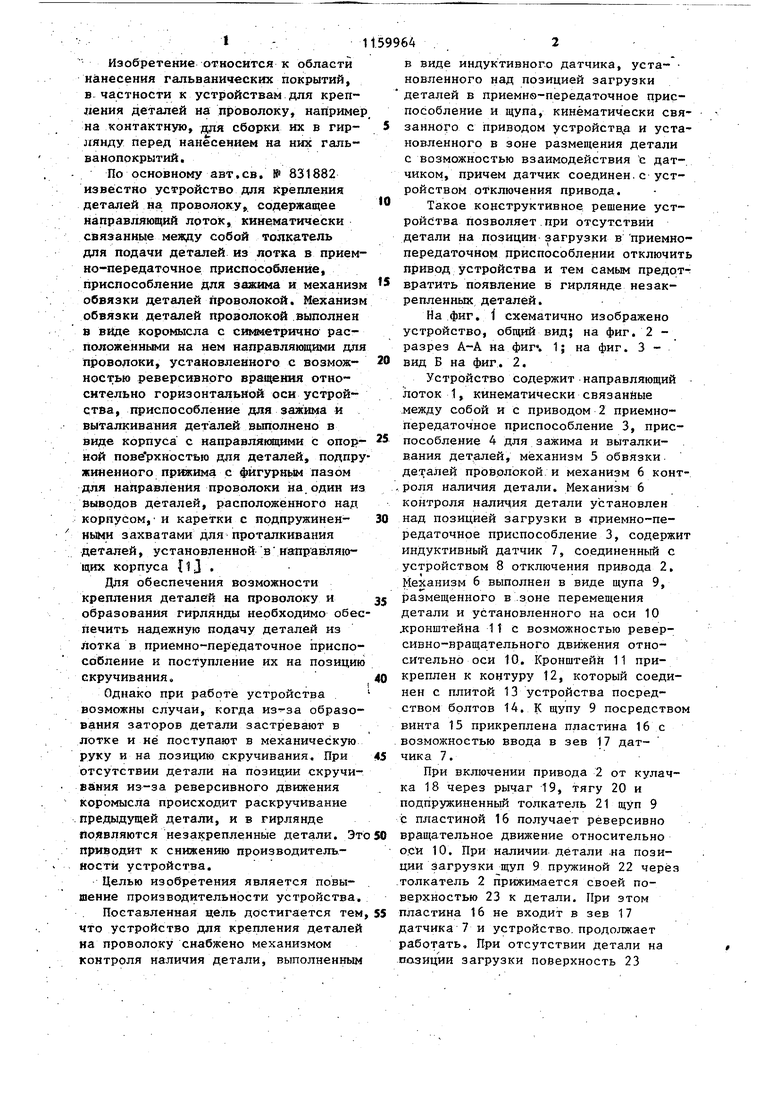
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для крепления деталейНА пРОВОлОКу | 1979 |
|
SU831882A1 |
| Автомат для изготовления сборных изделий | 1978 |
|
SU753583A1 |
| АВТОМАТ ДЛЯ СБОРКИ | 1992 |
|
RU2005586C1 |
| Автомат для установки упругих колец в наружные канавки базовых деталей | 1980 |
|
SU904972A1 |
| Устройство для консервации и упаковки однотипных предметов | 1972 |
|
SU438584A1 |
| Устройство для обвязки проволокой изделий | 1977 |
|
SU707850A1 |
| Устройство для уплотнения и обвязки проволокой пакета плоских предметов | 1984 |
|
SU1211154A1 |
| НИТЕПОДАЮЩЕЕ УСТРОЙСТВО ДЛЯ ТЕКСТИЛЬНЫХ МАШИН | 2000 |
|
RU2268227C2 |
| Установка для сборки перед пайкой корпуса с выводами | 1982 |
|
SU1050824A1 |
| Устройство для обвязывания тюков проволокой | 1990 |
|
SU1738696A1 |
УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ДЕТАЛЕЙ НА ПРОВОЛОКУ по авт.св. № 831882, отличающееся тем, что, с целью повышения производительности, оно снабжено механизмом контроля наличия деталей, выполненным в виде индуктивного датчика, установленного над позицией загрузки деталей в приемно-передаточное приспособление, и щупа, кинематииески связанного с приводом устройства и установленного в зоне размещения детали р возможностью взаимодействия с датчикЬм, причем датчик соединен с устройством отключения привода.
9 W f(A Фиг.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
