/
J .
Изобретение откосится к черной металлургии и может быть использовано при ломке слитков на заготоки при изготовлении цельнокатаных колес и бандажей.
Цель изобретения - улучшение качества поверхности торЦОв заготовок и экономия металла.
На чертеже представлена схема слитка.
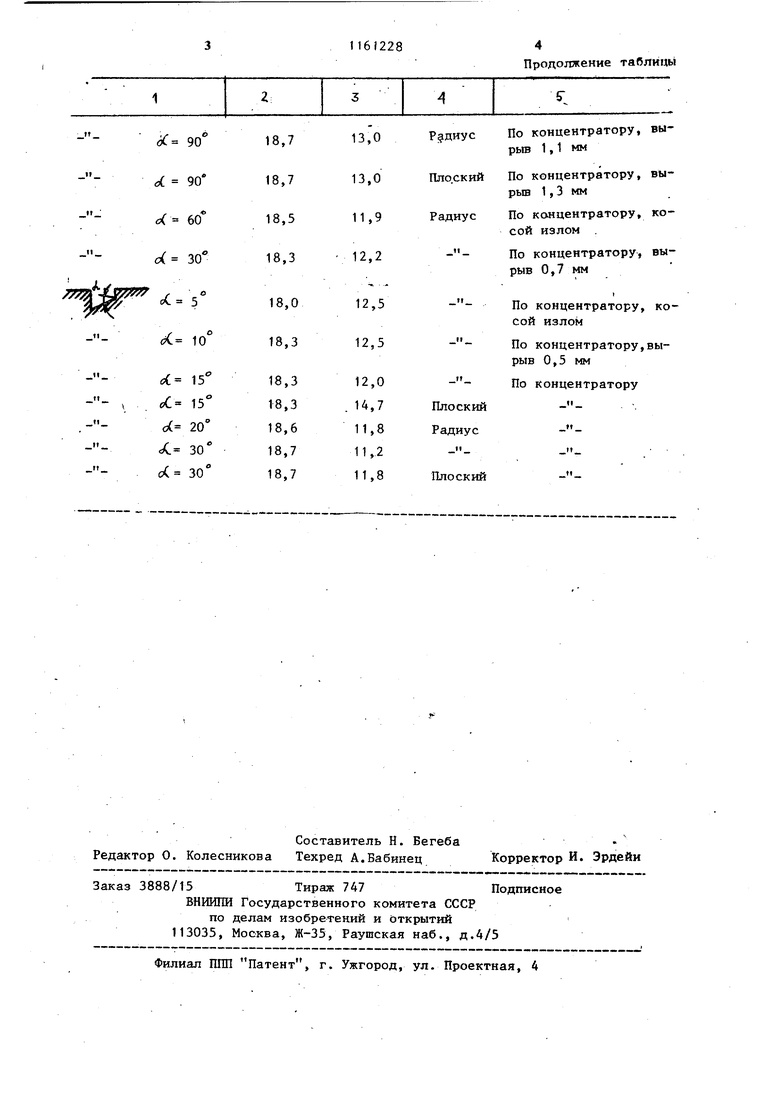
Схема содержит прибыльную 1, донную 2 части и тело 3. Тело слитка разделено на заготовки кольцевыми канавками с односторонней конусностью. Угол о при. вершине конуса 10-20. В процессе ломки слитка на слитколомателе излом происходит по минимальному диаметру, т.е.,по концентратору напряжений, определяемому углом конусности . Как показали исследования (см. таблицу), форма концентратора напряжения pпpef eляeт качество и усилие излома. При нанесении концентратора напряжений с углом конусности при вершине 10-20° излом происходит по концентратору. При ломке слитка без концентратора напряжений наблюдается излом шейки боковой с вьфывом. Если при этом углы кольцевых канавОк скруглены, то наряду с плохим качеством торцов заготовки растет усилие излома.
Угол конусности при вершине канавок слитка выбран исходя из экс61228 2
периментальньк исследований (см. таблицу). Оптимальным углом конусности канавок при вершине является угол, равный 15 . Углы конусности ка5 навок при вершине менее 10 увеличивают усилие ломки слитка на слит- коломателе и не обеспечивают улучшение качества излома торцов заготовки, так как при росте усилия ломки часто- наблюдается излом с вырьшом металла. При осадке такой заготовки появляются складки металла в центральной зоне, что является дефектом и уменьшает выход годногоУвеличение угла конусности канавок при вершине свьяие 20 уменьшает усилие ломки слитка на заготовки, однако резко ухудшает условия работы слиткоразрезных станков ввиду увеличения осевых нагрузок на бабки токарного станка, увеличивает потери металла в стружку ввиду увеличения ширины реза и снижает износостойкость рез.цов при расточке канавок на станках .
Концентратор напряжений, выполненный в виде кольцевой канавки с односторонней конусностью с углом при вершине 10-20° обеспечивает требуемое качество излома торцов заготовок при ломке слитка. В связи с этим возможно увеличение диаметра канавки на теле слитка со 160 мм до 360-300-мм, что обеспечивает значительную экономию металла и по.вышение производительности станков.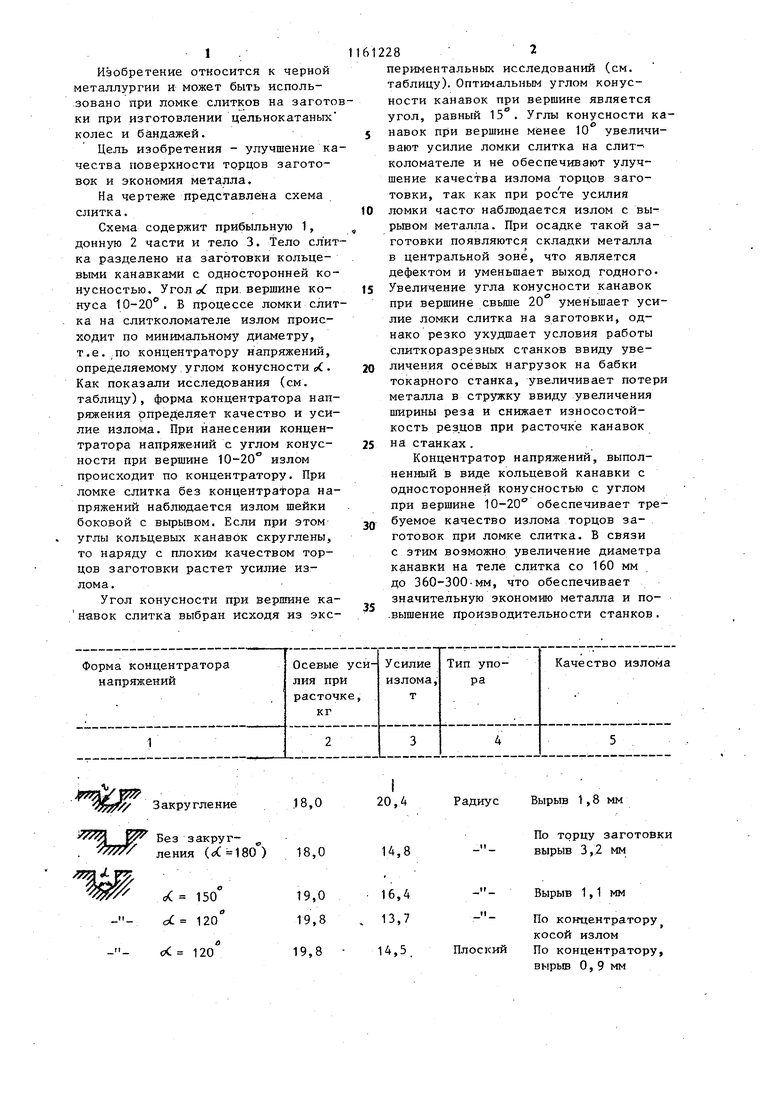
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления поковок типа дисков из высоколегированных жаропрочных сплавов | 1980 |
|
SU867519A1 |
| СПОСОБ ЛОМКИ ПРОКАТА | 1991 |
|
RU2025232C1 |
| Способ резки проката и устройство для его осуществления | 1981 |
|
SU1007862A1 |
| Способ разделения круглых заготовок | 1989 |
|
SU1773590A1 |
| Ролик машины непрерывного литья заготовок | 1986 |
|
SU1329899A1 |
| Способ ломки трубчатых заготовок | 1974 |
|
SU556001A1 |
| Способ изготовления полых заготовок | 1977 |
|
SU722659A1 |
| Способ прокатки толстого листа из слитков и кузнечных заготовок | 1990 |
|
SU1736650A1 |
| Устройство для разделения проката | 1982 |
|
SU1055596A1 |
| Устройство для ломки прутков на заготовки | 1984 |
|
SU1162554A1 |
СЛИТОК преимущественно для колесных заготовок, содержащий прибыльную,донную и несколько однотипных частей, соединенных перешейками, отличающийс я тем, что, с целью улучшения качества поверхности торцов заготовки и экономии металла, каждый перешеек выполнен в виде усеченного конуса с конусностью 10-20°.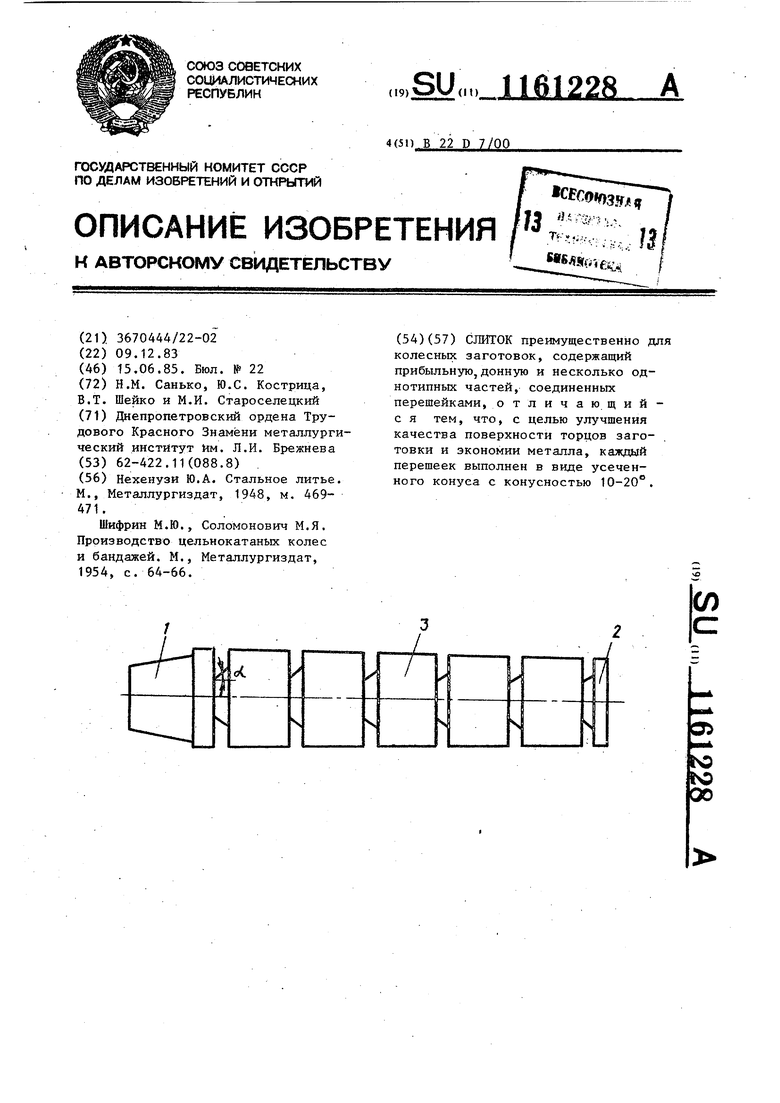
Форма концентратора напряжений
20,4 Радиус Вырыв 1,8 мм
По торцу заготовки 14,8 вырыв 3,2 мм
Вырыв 1,1 мм
- - По концентратору
косой излом
Плоский По концентратору,
вырыв О,9 мм
Продолжение таблицы
| Нехенузи Ю.А | |||
| Стальное литье | |||
| М., Металлургиздат, 1948, м | |||
| Устройство для гальванизации | 1973 |
|
SU469471A1 |
| Шифрин М.Ю., Соломонович М.Я | |||
| Производство цельнокатаных колес и бандажей | |||
| М., Металлургиздат, 1954, с | |||
| Нефтяной конвертер | 1922 |
|
SU64A1 |
