2, Способ non.l, отличающ и и с я тем, что скорость перемещения формируемой заготовки меньше скорости перемещения подвижного кристаллизатора на 30-70%.
. 3. Способ по п,1, о т л и ч а ю щ и и с я тем, что скорость перемещения подвижного кристаллизатора относительно формируемой заготовки равна скорости перемещения формируемой заготовки относительнокристаллизатора.
4.Способ по п.1, отличающий с я тем, что формируемую заготовку передвигают периодически, а подвижный кристаллизатор - постоянно, причем скорость перемещения под.вижного кристаллизатора при остановке заготовки снижают на величину, равную скорости перемещения заготовки.
5.Маишна для горизонтальной полунепрерывной разливки металлов, содержащля металлоприемник, подвижный кристапггизатор с приводом его перем(,ечия, отличающаяся тем, что, с целью увеличения производительности и повышения качества отливаемой заготовки, мащина снабжена неподвижным кристаллизатором и зажимом заготовки, причем неподвижHbtfi кристаллизатор расположен впритык к металлоприемнику, зажим заготовки размещен между неподвижным и подвижным кристаллизаторами, при этом подвижньй кристаллизатор снабжен дополнительным гидроприводом его перемещения относительно форми.руемой заготовки и зажима заготовки.
6. Мащина по п.5, отличающаяся тем, что дополнительный гидропривод размещен на подвижном кристаллизаторе, причем шток его соединен с зажимом заготовки.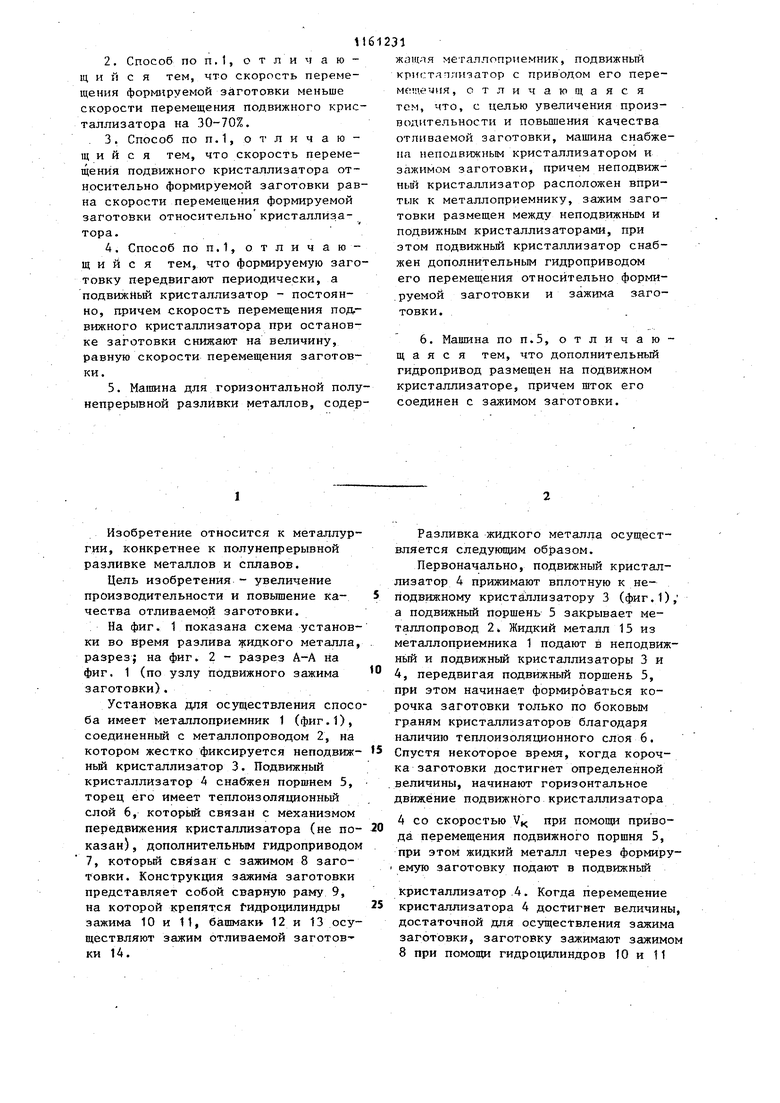
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ полунепрерывной разливки металла и установка для его осуществления | 1982 |
|
SU1069933A1 |
| Способ горизонтальной непрерывной разливки металлов | 1983 |
|
SU1138233A1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1982 |
|
SU1051808A1 |
| УСТАНОВКА ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ В ЗАГОТОВКИ | 1982 |
|
SU1023718A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ МНОГОСЛОЙНЫХ ЗАГОТОВОК | 1985 |
|
SU1280754A1 |
| МАШИНА НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1985 |
|
SU1800739A1 |
| Способ горизонтальной непрерывной разливки металлов и установка для его осуществления | 1979 |
|
SU1109243A1 |
| Установка непрерывной разливки металлов горизонтального типа | 1979 |
|
SU1109246A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 1985 |
|
SU1249776A1 |
| Горизонтальная машина непрерывной разливки металлов в круглые заготовки | 1983 |
|
SU1168327A1 |
1. Способ горизонтальной полунепрерьщной разливки металлов, включаняций подачу жидкого металла из ме- таллоприемника в подвижный кристаллизатор, формирование в нем корки заготовки, перемещение кристаллИзатора относительно формируемой заготовки при подаче жидкого металла в кристаллизатор через заготовку, о тличающийся тем, что, с целью увеличения производительности и повын/Ьния качества отливаемой заготовки, формируемую заготовку перемещают относительно металлопрйемника, а подвижный кристаллизатор перемещают относительно формируемой заготовки. I ьх/Ы| f / IIY - f vvlA JkvvkvklX S&H . 1
Изобретение относится к металлургии, конкретнее к полунепрерывной разливке металлов и сплавов.
Цель изобретения - увеличение производительности и повышение качества отливаемой заготовки.
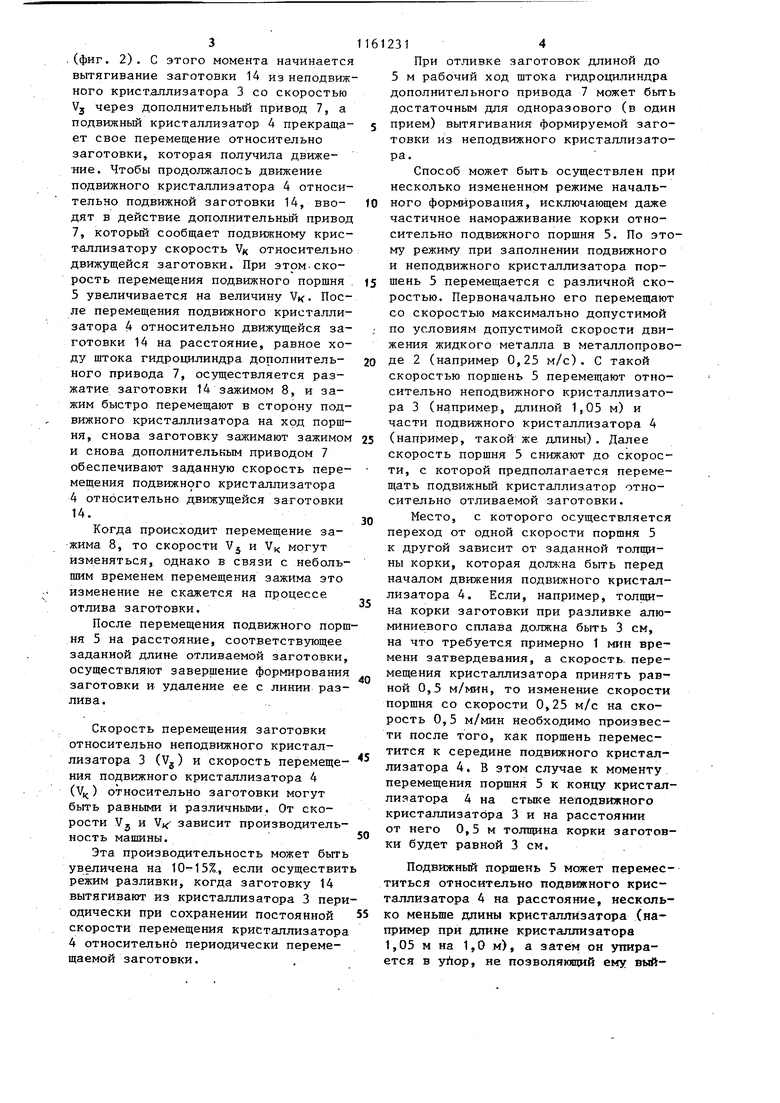
На фиг. 1 показана схема установки во время разлива жидкого металла, разрез; на фиг. 2 - разрез А-А на фиг. 1 (по узлу подвижного зажима заготовки).
Установка для осуществления способа имеет металлоприемник 1 (фиг.1), соединенный с металлопроводом 2, на котором жестко фиксируется неподвижный кристаллизатор 3. Подвижный кристаллизатор 4 снабжен поршнем 5, торец его имеет теплоизоляционный слой 6, которьй связан с механизмом передвижения кристаллизатора (не показан), дополнительным гидроприводом 7, которьй связан с зажимом 8 заготовки. Конструкция зажима заготовки представляет собой сварную раму 9, на которой крепятся идроцилиндры зажима 10 и 11, башмак 12 и 13 осуществляют зажим отливаемой заготов ки 14.
Разливка жидкого металла осуществляется следующим образом.
Первоначально, подвижный кристаллизатор 4 прижимают вплотную к неподвижному кристаллизатору 3 (фиг.1), а подвижный Поршень 5 закрывает металлопровод 2 Жидкий металл 15 из металлоприемника 1 подают в неподвижный и подвижньй кристаллизаторы 3 и 4, передвигая подвижный поршень 5, при этом начинает формироваться корочка заготовки только по боковым граням кристаллизаторов благодаря наличию теплоизоляционного слоя 6. Спустя некоторое время, когда корочка заготовки достигнет определенной величины, начинают горизонтальное движение подвижного кристаллизатора
4 со скоростью Уц при помощи привода перемещения подвижного поршня 5, при этом жидкий металл через формируемую заготовку подают в подвижный
кристаллизатор .4. Когда перемещение кристаллизатора 4 достигнет величины достаточной для осуществления зажима заготовки, заготовку зажимают зажимо 8 при помощи гидроцилиндров 10 и 11 3 .(фиг. 2). С этого момента начинается вытягивание заготовки 14 из неподвижного кристаллизатора 3 со скоростью Vj через дополнительньй привод 7, а подвижный кристаллизатор 4 прекращает свое перемещение относительно заготовки, которая получила движение. Чтобы продолжалось движение подвижного кристаллизатора 4 относительно подвижной заготовки 14, вводят в действие дополнительньй привод 7, которьй сообщает подвижному кристаллизатору скорость V« относительно движущейся заготовки. При этом-скорость перемещения подвижного поршня 5 увеличивается на величину VK. После перемещения подвижного кристаллизатора 4 относительно движущейся заготовки 14 на расстояние, равное ходу штока гидроцилиндра дополнительного привода 7, осуществляется разжатие заготовки 14 зажимом 8, и зажим быстро перемещают в сторону подвижного кристаллизатора на ход поршня, снова заготовку зажимают зажимом и снова дополнительным приводом 7 обеспечивают заданную скорость перемещения подвижного кристаллизатора 4 относительно движущейся заготовки 1 Когда происходит перемещение зажима 8, то скорости УЗ и VK могут изменяться, однако в связи с небольшим временем перемещения зажима это изменение не скажется на процессе отлива заготовки. После перемещения подвижного порш ня 5 на расстояние, соответствующее заданной длине отливаемой заготовки, осуществляют завершение формирования заготовки и удаление ее с линии разлива. Скорость перемещения заготовки относительно неподвижного кристаллизатора 3 (Vj) и скорость перемещения подвижного кристаллизатора 4 (V) относительно заготовки могут быть равными и различными. От скорости Vj и зависит производительность машины. Эта производительность может быть увеличена на 10-15%, если осуществит режим разливки, когда заготовку 14 вытягивают из кристаллизатора 3 пери одически при сохранении постоянной скорости перемещения кристаллизатора 4 относительно периодически перемещаемой заготовки. 314 При отливке заготовок длиной до 5 м рабочий ход штока гидроцилиндра дополнительного привода 7 может быть достаточным для одноразового (в один прием) вытягивания формируемой заготовки из неподвижного кристаллизатора. Способ может быть осуществлен при несколько измененном режиме начального формирования, исключающем даже частичное намораживание корки относительно подвижного поршня 5. По этому режиму при заполнении подвижного и неподвижного кристаллизатора поршень 5 перемещается с различной скоростью. Первоначально его перемещают со скоростью максимально допустимой по условиям допустимой скорости движения жидкого металла в металлопроводе 2 (например 0,25 м/с). С такой скоростью поршень 5 перемещают относительно неподвижного кристаллизатора 3 (например, длиной 1,05 м) и части подвижного кристаллизатора 4 (например, такой же длины). Далее скорость поршня 5 снижают до скорости, с которой предполагается перемещать подвижньй кристаллизатор относительно отливаемой заготовки. Место, с которого осуществляется переход от одной скорости поршня 5 к другой зависит от заданной толщины корки, которая должна быть перед началом движения подвижного кристаллизатора 4, Если, например, толщина корки заготовки при разливке алюминиевого сплава должна быть 3 см, на что требуется примерно 1 мин времени затвердевания, а скорость, перемещения кристаллизатора принять равной 0,5 м/мин, то изменение скорости поршня со скорости 0,25 м/с на скорость 0,5 м/мин необходимо произвести после того, как поршень переместится к середине подвижного кристаллизатора 4. В этом случае к моменту перемещения поршня 5 к концу кристаллизатора 4 на стыке неподвижного кристаллизатора 3 и на расстоянии от него 0,5 м топщкна корки заготовки будет равной 3 см, Подвижный поршень 5 может переместиться относительно подвшсного кристаллизатора 4 на расстояние, несколько меньше длины кристаллизатора (например при длине кристаллизатора 1,05 м на 1,0 м), а затем он упирается в уйор, не позволяющий ему вый-
| Шварцмайер В | |||
| Непрерывная раз ливка | |||
| М., Металлургия, 1962, с.82 Патент США № 3814166, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| / / / / f yyyyyai XXX /// /// /// /. | |||
