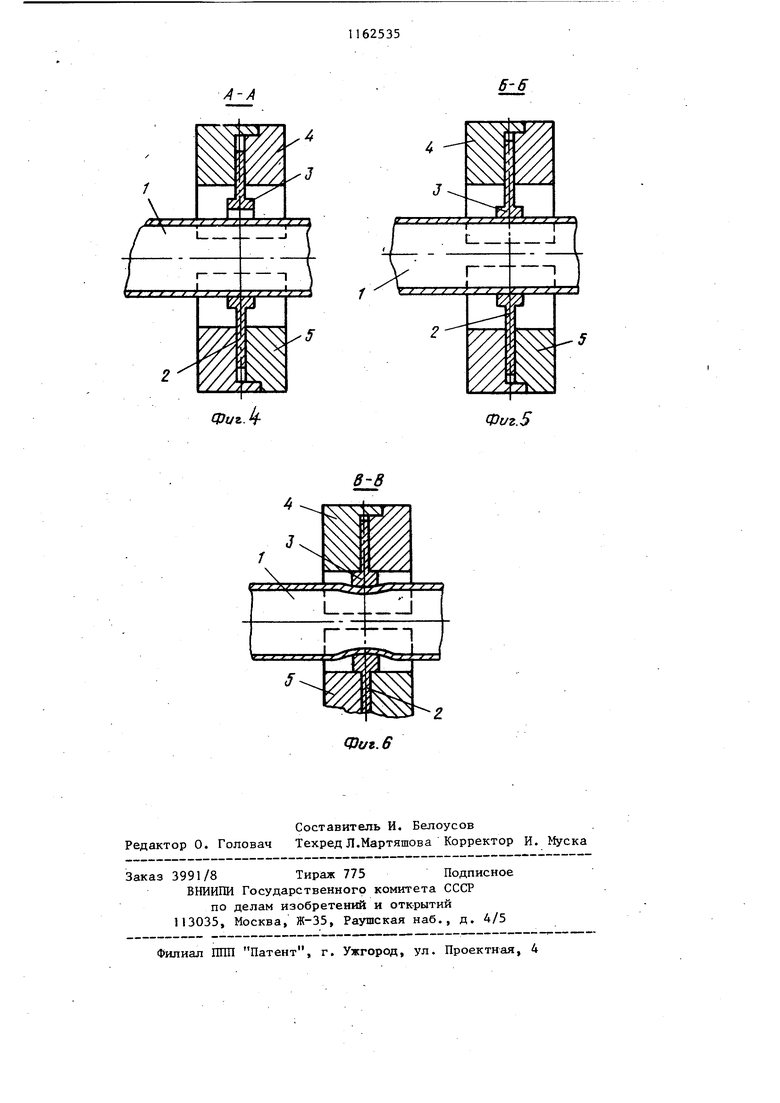
1 Изобретение относится к области изготовления теплообменных аппаратов, в частности к способам изготов ления труб, снабженных поперечными ребрами, и может быть использовано в энергетическом и химическом машин строении, например, при изготовлени конденсационноиспарительных аппаратов. Цель изобретения - повышение надежности соединения трубы с пластинами за счет обеспечения равномерного плотного контакта между ними. На фиг. 1 представлена труба в сборе с пластиной после ее установк на фиг, 2 - то же, в момент образования на кольцевом бурте продольных выступов; на фиг. 3 - то же, после окончания процесса деформирования кольцевого бурта; на фиг. 4 - сечение А-А на фиг. 1; на фиг. 5 - сече ние Б-Б на фиг. 2; на фиг. 6 - сече ние В-В на фиг. 3. Способ осуществляют следукяцим образом. Предварительно на трубу 1 с зазо ром устанавливают пластину 2 с коль цевым буртом 3, после чего осуществляют пластическое деформирование кольцевого бурта в закрытом штампе, состоящем из двух половин 4 и 5, 5 причем сначала кромками штампа воздействуют на наружную цилиндрическую поверхность бурта по ее образующей с образованием на бУРте диаметрально расположенных продольных выступов 6 и 7. Затем деформируют кольцевой бурт по всему его сечению воздействием на наружную поверхность половинами 4 и 5 штампа, что обеспечивает плотное соединение деталей. Для обеспечения более прочного соединения деформирование бурта по всему его сечению осуществляют совместно с деформированием трубы путем ее радиального обжатия. П р и м е р. На стальной трубе ti 38 мм закрепляют алюминиевые ребра с буртом. Наружный диаметр бурта 44 мм, внутренний диаметр 38,5 мм. После одевания ребра его бурт деформируется с усилием 15 т. В результате на наружной поверхности бурта образуются два продольных выступа длиной 2 мм и толщиной 4 мм, а внутренний диаметр бурта уменьшается до 37,8 мм, обеспечивая тем самым плотное соединение ребра и трубы теплообменника. Преимуществами предлагаемого способа являются его надежность и широкие технологические возможности.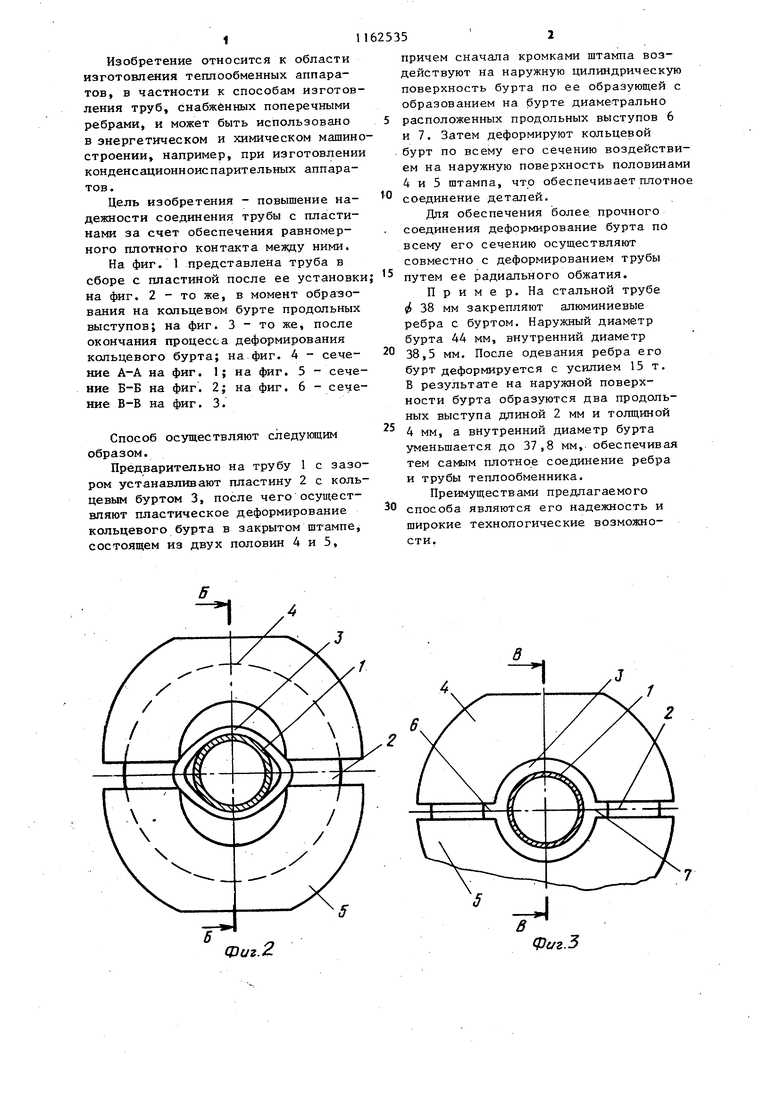
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОРЕБРЕННОЙ БИМЕТАЛЛИЧЕСКОЙ ТРУБЫ ТЕПЛООБМЕННИКА | 2002 |
|
RU2238166C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТО-ПЛАСТИНЧАТОГО ТЕПЛООБМЕННИКА И ДОРН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2321471C2 |
| Способ обработки деталей с цилиндрическим отверстием поверхностным пластическим деформированием | 1990 |
|
SU1761449A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2010 |
|
RU2445183C2 |
| УСТРОЙСТВО ДЛЯ ОБКАТЫВАНИЯ ВИНТОВ | 2007 |
|
RU2349443C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБ БОЛЬШОГО ДИАМЕТРА С ДВУМЯ ПЛАСТИЧЕСКИ ДЕФОРМИРОВАННЫМИ СВАРНЫМИ ШВАМИ И ФИГУРНАЯ ОПРАВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2460601C1 |
| СПОСОБ ОБКАТЫВАНИЯ ВИНТОВ | 2007 |
|
RU2349444C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОРЕБРЕННОЙ КОНВЕКТИВНОЙ ТРУБЫ ТЕПЛООБМЕННОГО АППАРАТА | 2000 |
|
RU2182052C2 |
| Устройство для развальцовки труб | 1983 |
|
SU1139544A1 |
| Устройство для измерения температуры пресс-формы и способ его изготовления | 1984 |
|
SU1201689A1 |
1. СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ С ПОПЕРЕЧНЫМИ РЕБРАМИ ДЛЯ ТЕПЛООБМЕННИКОВ, включающий изготовление трубы и поперечных ребер в виде пластин с отверстием для трубы, имеющим кольцевой бурт, установку . пластин на трубу и последующее закрепление их, о тлич ающийс я тем, что, с целью повьппения надежности соединения трубы с пластинами, отверстие в пластине выполняют с диаметром, превьшакщим наружный диаметр трубы, закрепление пластин осуществляют пластическим деформированием их кольцевого бурта в закрытом штампе встречным движением его половин, причем вначале кромками штампа воздействуют на наружную цилиндрическую поверхность бурта по ее образующей с двух противоположных сторон с образованием на бурте диаметрально расположенных продольных выступов, а затем деформируют бурт по всему его сечению, воздействуя указанным штампом на наружную поверхность бурта. 2. Способ по п. 1, отличаюi щий с я тем, что деформирование (Л бурта по всему его сечению выполняют совместно с деформированием трубы путем ее радиального обжатия.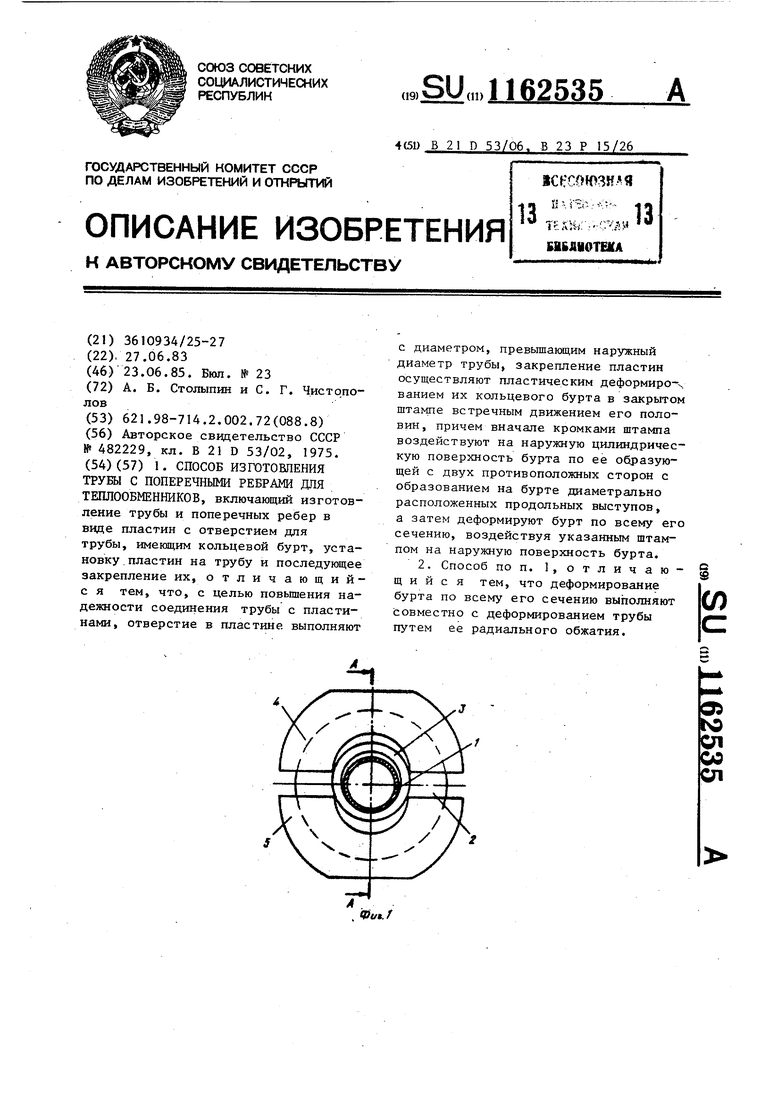
6-6
Фиг..
Фиг. 5
| Устройство для сборки секций ребристых радиаторов | 1973 |
|
SU482229A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
