Изобретение относится к теплоэнергетике и может быть использовано при изготовлении конвективных труб с ребрами, которые могут быть использованы в теплообменниках с повышенной тепловой эффективностью, например в котельных агрегатах.
Известен способ изготовления оребренной конвективной трубы теплообменного аппарата, включающий последовательное размещение на трубе металлических дисков, внутренний диаметр которых равен номинальному диаметру наружной поверхности трубы, фиксацию их с трубой путем пластического деформирования последней (SU 634647, 26.11.1978, В 21 D 37/22) [1].
Указанный известный способ имеет высокую трудоемкость.
Технической задачей, на решение которой направлено заявленное изобретение, является снижение трудоемкости изготовления оребренной конвективной трубы теплообменного аппарата.
Для решения поставленной задачи в известном способе изготовления оребренной конвективной трубы теплообменного аппарата, включающем последовательное размещение на трубе металлических дисков, внутренний диаметр которых равен номинальному диаметру наружной поверхности трубы, фиксацию дисков в осевом направлении и соединение их с трубой путем пластического деформирования последней, согласно изобретению пластическое деформирование трубы осуществляют путем формирования на ее внутренней поверхности многорядных осевых или многозаходных спиральных канавок полукруглого поперечного сечения - с получением на наружной поверхности трубы выступов с поперечным сечением в форме полукруга, длина хорды которого в 3-4 раза превышает ширину металлического диска.
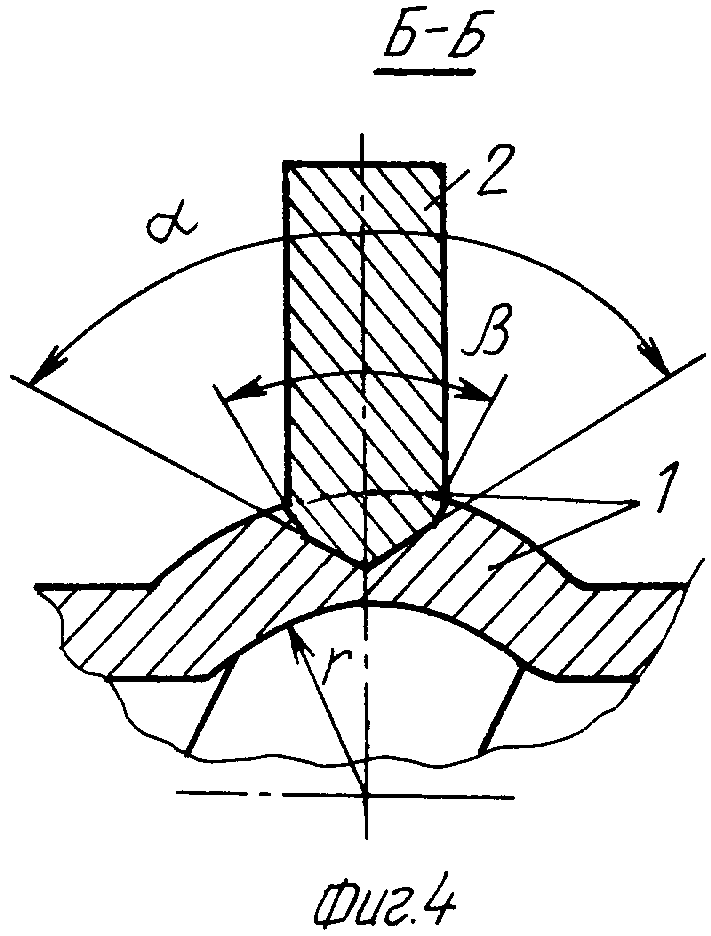
При использовании толстостенных металлических дисков поверхность их контакта с трубой выполняют в форме клина с двойным углом при вершине.
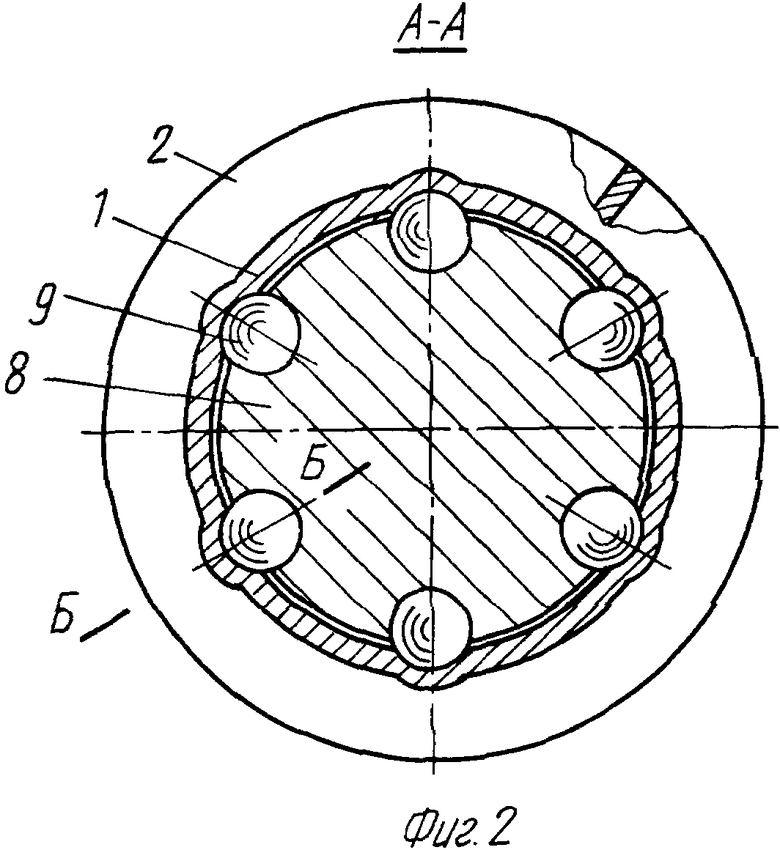
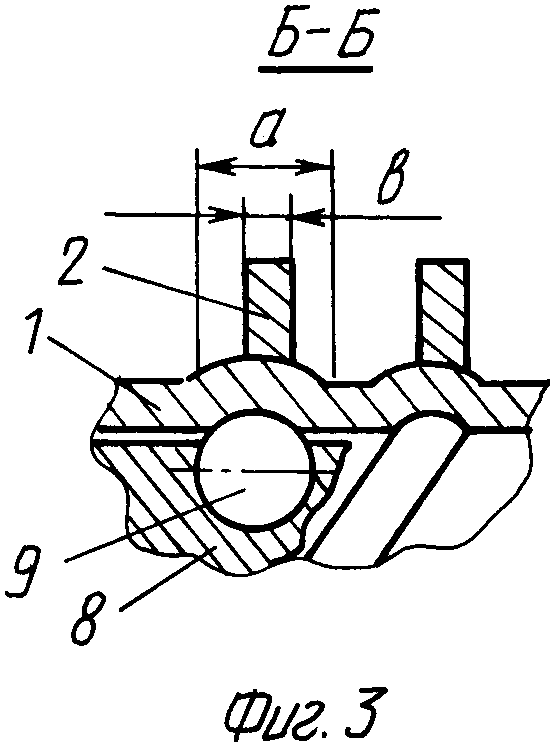
Изобретение поясняется чертежами, где на фиг.1 представлен вариант изготовления оребренной конвективной трубы на токарно-винторезном станке; на фиг.2 представлено сечение А-А фиг.1; на фиг.3 и фиг.4 - сечение Б-Б фиг.2 с вариантами металлических дисков, отличающихся формой контактной поверхности.
Изготовление оребренной конвективной трубы осуществляют в следующей последовательности. Трубу 1 с размещенными на ней с осевым шагом t металлическими дисками 2 устанавливают в ложементе гребенки 3, обеспечивающей осевую фиксацию стальных дисков вдоль оси трубы 1. Гребенка 3 закреплена на станине токарно-винторезного станка. Труба 1 через разрезную втулку 4, имеющую кольцевой буртик для предотвращения осевого сдвига в процессе формообразования, крепится в патроне 5 токарно-винторезного станка и поддерживается люнетом 6. Внутрь трубы вводят со стороны задней бабки станка оправку 7, соединенную с раскатной головкой 8, оснащенной давильным инструментом с формообразующими телами сферической формы 9 или вращающимися роликами, выставленными на размер требуемой величины канавок и выступов в стенке трубы. Другой конец оправки 7 крепится в суппорте 10 станка.
Трубе 1 сообщают вращение nоб, согласованное с осевой подачей Рос оправки 7 с раскатной головкой 8 вдоль оси трубы от ходового винта 11 токарного станка. Формообразующие тела 9 раскатной головки 8 формообразуют многозаходные спиральные канавки во внутренней полости трубы и спиральные выступы на ее наружной поверхности, при этом в зоне контакта выступов с внутренним диаметром металлических дисков 2 формируется зона объемно деформированного металла со значительными радиальными напряжениями сжатия, что обеспечивает гарантированную прочность соединения диска с трубой.
Необходимая прочность соединения дисков с трубой обеспечивается геометрическими размерами выступа, сборочным зазором между сопрягаемыми деталями и соотношением посадочной ширины металлического диска и длины хорды поперечного сечения спирального или прямолинейного выступа. При этом длина хорды выступа с поперечным сечением в форме полукруга "а" (фиг.3) должна превышать толщину "в" сопрягаемого диска в 3...4 раза. При применении толстостенных металлических дисков их контактным поверхностям придают форму клина (фиг.4) с двойным углом при вершине α и β.
Изготовление оребренной конвективной трубы с многорядными прямолинейными канавками и выступами осуществляют осевым движением оправки с давильным инструментом при неподвижной трубе на протяжных станках или на прессах.
В условиях работы конвективной трубы, например, в теплообменных аппаратах или в котлоагрегатах, при значительных перепадах температур теплоносителей по наружной и внутренней поверхностям, выполнение диска и трубы из материалов с различными тепловыми коэффициентами линейного расширения обеспечивает добавочную прочность соединения.
Для исключения в зоне контакта диска с трубой продуктов коррозии, исходную трубу и металлические диски перед сборкой подвергают пассивированию.
Прочность закрепления диска на наружной поверхности трубы при выполнении перечисленных условий гарантирует высокую степень эксплуатационной надежности теплообменного аппарата.
Диски для оребрения труб применяют различной конструктивной формы - круглой, многогранной и овальной, которые изготавливают штамповкой.
Выполнение дисков овальной или многогранной формы обеспечивают возможность сборки пучка труб теплообменника с уменьшением межцентрового расстояния оребренных труб, что позволяет увеличить компактность теплообменника и интенсивность теплообмена.
Высокие характеристики прочности соединения диска с трубой по данному способу изготовления подтверждены расчетным и экспериментальным путем. Так, для трубы с размерами 42х3 и диаметральным размером выступа 42,7 мм с закрепляемым стальным диском 42,1х52х1 мм при числе заходов спирали n=6, осевое усилие сдвига стального диска составляет порядка 150...200 кгс.
Конвективная труба, изготовленная по данному способу, обеспечивает суммарное увеличение активной поверхности теплопередачи, эксплуатационную надежность и прочность соединения дисков с трубой, снижает трудоемкость изготовления за счет исключения контактной сварки и создает добавочную турбулизацию как внешнего, так и внутреннего потоков теплоносителей.
Технико-экономическая эффективность технического решения выражается в повышении теплотехнических параметров теплообменных аппаратов, котельных агрегатов и в сокращении топливо-энергетических затрат.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДЫМОГАРНАЯ КОНВЕКТИВНАЯ ТРУБА СТАЛЬНОГО ЖАРОТРУБНОГО ВОДОГРЕЙНОГО КОТЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2269717C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ОСКОЛОЧНОГО БОЕПРИПАСА | 2002 |
|
RU2225768C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ВНУТРЕННИМИ СПИРАЛЬНЫМИ РЕБРАМИ | 1999 |
|
RU2172223C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ МНОГОЗАХОДНОЙ СПИРАЛЬНОЙ ВОГНУТО-ВЫПУКЛОЙ ПОВЕРХНОСТИ ТЕПЛООБМЕННЫХ ТРУБ | 1999 |
|
RU2179085C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ РАВНОПРОХОДНОГО ПАТРУБКА В ТОНКОСТЕННОЙ ТРУБНОЙ ЗАГОТОВКЕ | 2004 |
|
RU2304032C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОВЕРХНОСТЕЙ С ЧЕРЕДУЮЩИМИСЯ ВЫСТУПАМИ И ВПАДИНАМИ (ВАРИАНТЫ) И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2044606C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАТРУБКА НА ПОЛОМ ЦИЛИНДРИЧЕСКОМ ИЗДЕЛИИ | 1994 |
|
RU2096109C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПАТРУБКА НА ПОЛОМ ЦИЛИНДРИЧЕСКОМ ИЗДЕЛИИ | 1997 |
|
RU2127163C1 |
| СОТОВЫЙ ТЕПЛООБМЕННЫЙ АППАРАТ | 1998 |
|
RU2157494C2 |
| СПОСОБ ПРОИЗВОДСТВА ТЕПЛООБМЕННОЙ БИМЕТАЛЛИЧЕСКОЙ РЕБРИСТОЙ ТРУБЫ | 2010 |
|
RU2450880C1 |
Изобретение относится к теплоэнергетике и может быть использовано при изготовлении конвективных труб с ребрами. На трубе размещают металлические диски, внутренний диаметр которых равен номинальному диаметру наружной поверхности трубы. Диски фиксируют в осевом направлении и соединяют с трубой путем пластического деформирования последней. Для этого на внутренней поверхности трубы формируют многорядные осевые или многозаходные спиральные канавки с полукруглым поперечным сечением с получением на наружной поверхности трубы выступов с поперечным сечением в форме полукруга. Длина хорды полукруга в 3-4 раза превышает ширину металлического диска. При использовании толстостенных металлических дисков поверхность их контакта с трубой выполняют в форме клина с двойным углом при вершине. В результате обеспечивается снижение трудоемкости изготовления конвективной трубы. 1 з.п.ф-лы, 4 ил.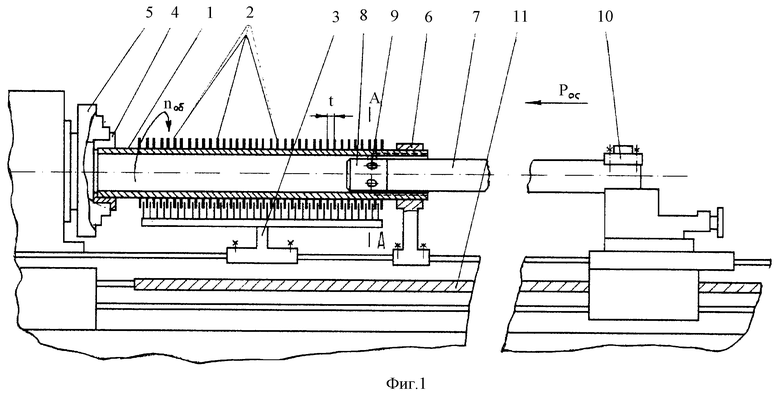
| Способ изготовления теплообменников | 1973 |
|
SU634647A3 |
| 0 |
|
SU190855A1 | |
| Способ изготовления трубы с поперечными ребрами для теплообменников | 1983 |
|
SU1162535A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЖЕЛЕЙНОГО МАРМЕЛАДА | 2003 |
|
RU2259135C2 |
| Крыло летательного аппарата | 2018 |
|
RU2693389C1 |
| US 3724537, 03.04.1973. | |||

