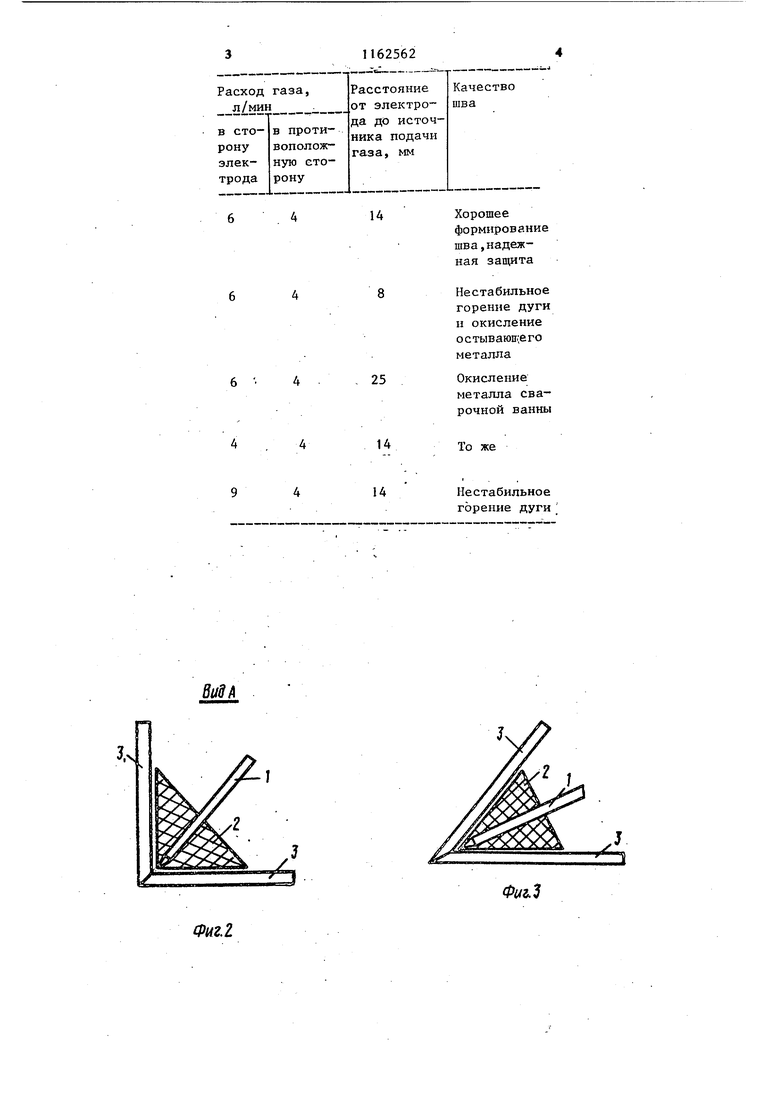
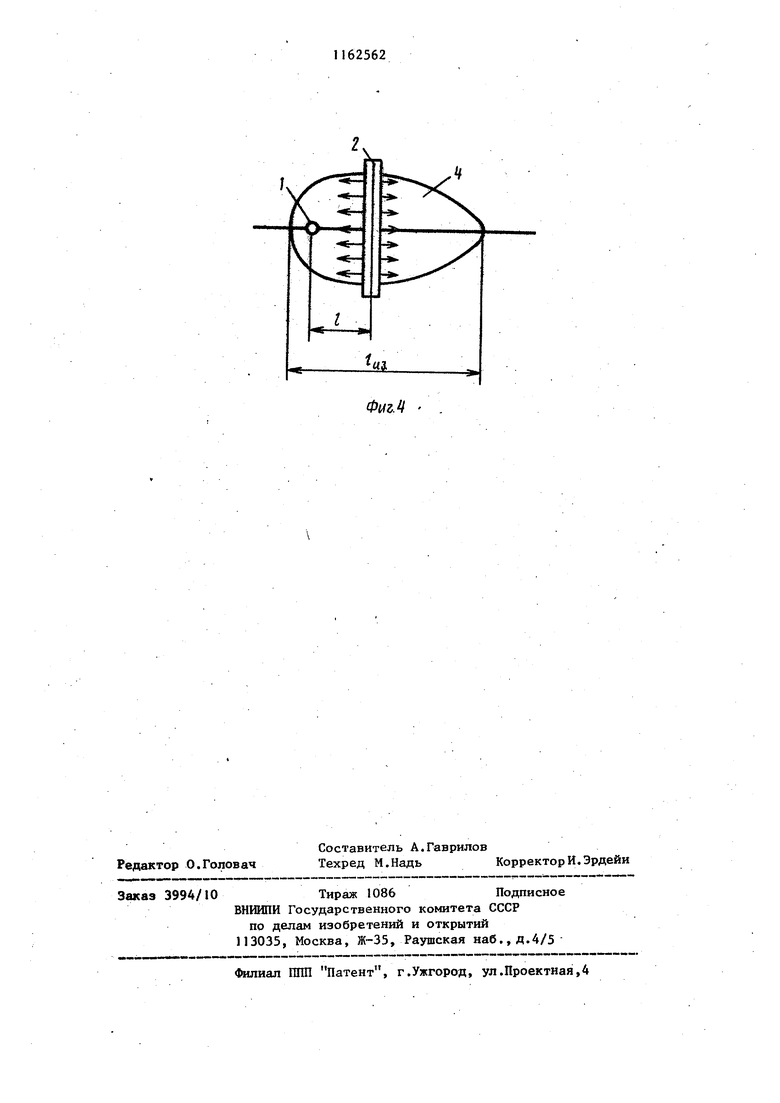
Изобретение относится к сварке угловых соединений и может быть применено в различных отраслях промышленности. Цель изобретения - повьшение качества защиты при сварке в труднодоступньрс местах угловых соединений. На фиг.1 показана схема осуществления сварки; на фиг.2 - вид А на фиг.1; на фиг.3 - частный случай выполнения труднодоступного соединения; на фиг.4 - изотерма кон ца активного окисления металла с расположением электрода и источника подачи газа. Способ осуществляется следующим образом. Предварительно экспериментально методом замера температур на образцах свидетелях с помощью термопар или по расчетной формуле, используя таблицы для вычисления температурны полей, определяют длину изотермы t (фиг.4). Затем в соответствии с соотношением --f- - (0-5) (1) размещают электрод 1 и источник 2 подачи газа.на свариваемых деталях Как видно из соотношения О) в зависимости от конфигурации активн зоны окисления и от параметров реж ма сварки источник истечения газа (газовую линзу )(располагают посередине зоны активного окислени металла или приближают к электроду В случае, когда изотерма 4 конца активного окисления металла имеет овальную вытянутую форму (фиг. 4) , источник 2 подачи газа сдвигают к электроду 1 на 1-5 мм. Если изотер ма имеет округлую форму, источник подачи газа ставят посередине длины изотермы Виз. Расплавленный металл более активно взаимодействует с окружающей средой, чем остывающий, поэтому при сварке высокоактивных металлов, таких как Ti, Та , V, Мо для обеспечения эффективной защиты сварочной ванны скорость истечения газа из газовой линзы увеличивают в 1,5-2 раза в сторону электрода., Увеличение скорости истечения газа более чем в 2 раза приводит к ухудшению формирования шва из-за завихрения газовых потоков и отклонения столба дуги, а увеличение истечения менее, чем в 1,5 раз не обеспечивает эффективной защиты сварочной ванны изза возможности подсоса воздуха. Предлагаемым способом можно сваривать угловые соединения с любым углом схождения стенок, причем как прямолинейные, так и криволинейные, обеспечивая качественную защиту и формирование шва. Кроме того, в процессе сварки обеспечено удобное слежение за стыком, длиной дуги и формированием шва. Приме р..При сварке под углом 90° одна к другой пластин из стали ВНС-2 толщиной 1,5 мм на режиме , и 16В, Vpg 8 м/ч длина зоны активного окисления 3,5 см. Из соотношения , --- - 3 определяют t 14 мм. Пластины располагают в прижимном приспособлении. Устанавливают сварочную горелку с установленной на ней газовой линзой в рабочее положение . Раход газа в сторону электрода 6 л/мин, в противоположную сторону 4 л/мин. Производят сварку. Результаты испытаний предлагаемого способа даны в таблице. Использование предлагаемого способа в производственных условиях позволяет осуществлять сварку угловых соединений в труднодоступных местах, повысить качество сварных соединений и увеличить ресурсы их работы.на 20%. Повышение качества сварного шва приводит к уменьшению затрат на механическую обработку при удалении дефектов, на подварку, зачистку и на контроль.
6
Хорошее формирование шва,надежная защита
Нестабильное горение дуги и окисление остывающего металла
Окисление металла сварочной ванны
То же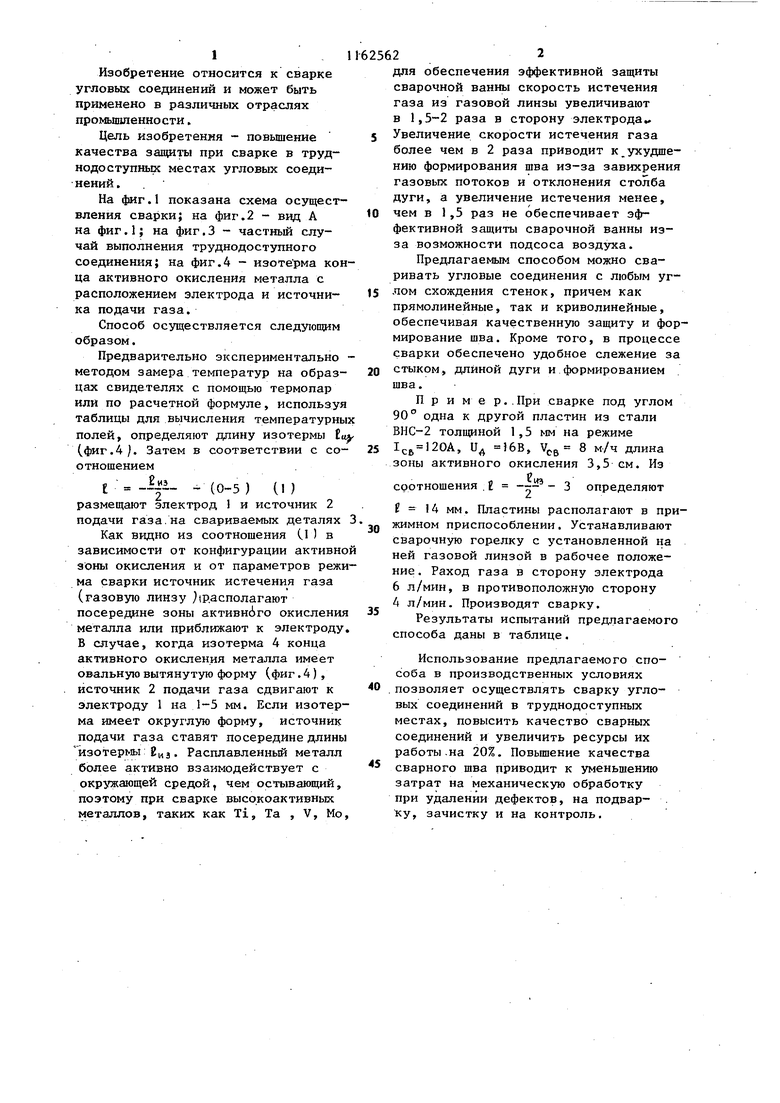
| название | год | авторы | номер документа |
|---|---|---|---|
| Газовая линза к горелкам для сварки в среде защитных газов | 1980 |
|
SU996130A1 |
| Газовая линза к горелкам для сварки в среде защитных газов | 1979 |
|
SU880653A1 |
| Горелка для дуговой сварки неплавящимся электродом в защитных газах | 1975 |
|
SU551138A1 |
| Способ дуговой сварки | 1984 |
|
SU1225736A1 |
| Способ дуговой сварки в узкую разделку с поперечными колебаниями неплавящегося электрода | 1987 |
|
SU1480994A1 |
| ГОРЕЛКА ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ПОГРУЖЕННЫМ ЭЛЕКТРОДОМ | 2006 |
|
RU2316695C1 |
| УСТРОЙСТВО ДЛЯ ГАЗОВОЙ ЗАЩИТЫ СВАРНОГО ШВА | 2002 |
|
RU2232069C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПОГРУЖЕННЫМ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2000 |
|
RU2182061C2 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ СТЫКОВЫХ СОЕДИНЕНИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2014 |
|
RU2572671C1 |
СПОСОБ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ, при-котором защиту электрода, сварочной ванны и разо-. гретого металла осуществляют потоками защитного газа, подаваемыми от источника параллельно свариваемым кромкам, отличающийся тем, что, с целью повышения качества защиты при сварке в труднодоступных местах угловых соединений, источник газа устанавливают со стороны хвостовой части сварочной ванны на расстоянии от электрода ь илот -ИШ„(, 2 где - расстояние между электродами и источником подачи газа, мм; нзот длина изотермы конца активного окислешст металла, мм, . а потоки защитного газа направляют вдоль шва. в противоположные сто-, роны, при этом скорость истечения vt газа в сторону электрода устанавливают .в 1,5-2 раза больше скорости его истечения в противоположную сторону. /
Нестабильное горение дуги
U
Фи1.д
| Третьяков Ф.Е | |||
| Сварка плавления титана и его сплавов | |||
| М., Машиностроение, 1967, с,101 | |||
| Устройство для газовой защиты сварочной ванны, шва и электрода | 1975 |
|
SU585003A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
