С целью экономии металла при механической обработке деталей переменного сечения применяют заготовки переменного сечения, прокатанные на станах поперечно-винтовой прокатки. Таким образом, заготовки имеют форму, близкую к форме готовой детали.
При предлагаемой поперечной прокатке заготовок достигается более точная и близкая к готовому изделию форма заготовки и поэтому при ее обработке получаются уменьшенные отходы металла.
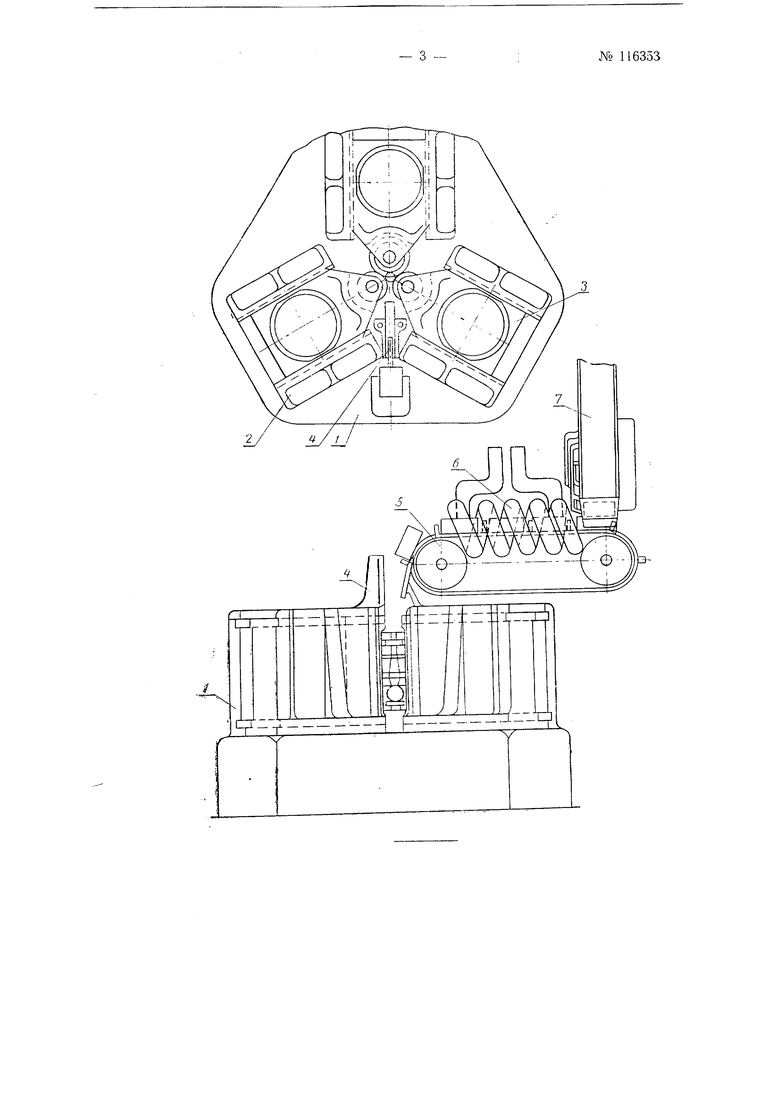
На чертеже показана схема расположения валков в стане и устройства для подачи цилиндрических катаных заготовок в валки.
В литой станине / стана расположены три пары направляющих 2 с подушками 5. Оси подушек образуют одна с другой угол 120°. Внутри станины расположен механизм подачи подушек с валками к заготовке и от нее в исходное положение. Над валками расположено устройство 4 для приема с транспортера нагретых круглых заготовок и подачи их в валки. Над станиной / стана перед устройством 4 для приема нагретых заготовок расположен транспортер 5, верхняя часть ленты которого проходит через индуктор 6 высокочастотной установки. Перед индуктором над транспортером установлен бункер 7, загружаемый цилиндрическим) заготовками.
Цилиндрические заготовки по одной выдаются из бункера на транспортер, захватываются выступами на ленте транспортера и проходят через индуктор, где нагреваются до температуры прокатки. Войдя в индуктор заготовка поворачивается на транспортере в вертикальное положение, так как лента транспортера начинает огибать звездочку. Затем заготовка с транспортера ооступает в устройство 4 для приема и подачи в валки.
Внизу стана под валками расположено устройство с упором, который обеспечивает расположение заготовки между валками в требуемом положении. После захвата заготовки валками, упор отходит от заготовки;.
№ 116353- 2 -
Предмет изобретения
Трехвалковый стан для поперечной прокатки круглых деталей различных профилей, отличающийся тем, что, с целью подогрева и подачи нагретых заготовок в валки без существенного при этом их охлаждения, над вертикальными валками расположен бункер, наполняемый заготовками, транспортер, забирающий из бункера каждую заготовку и транспортирующий их через индуктор, расположенный на транспортере, и приспособление для снятия с транспортера и направления в валки (агретых заготовок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для изготовле-Ния издЕлия пЕРЕМЕННОгО СЕчЕНия | 1979 |
|
SU814533A1 |
| УСТРОЙСТВО ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ ИЗДЕЛИЙ ПЕРЕМЕННОГО СЕЧЕНИЯ | 1999 |
|
RU2179904C2 |
| Стан с гидравлическим управлением для винтовой прокатки круглых профилей и труб переменного по длине сечения | 1949 |
|
SU84905A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ, ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ АГЛОМЕРАЦИОННОГО, ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2138557C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ НАПИЛЬНИКОВ | 1971 |
|
SU426735A1 |
| СТАН ПОПЕРЕЧНОЙ ПРОКАТКИ | 1990 |
|
RU2036044C1 |
| Автоматическая линия для изготовления изделий из прутка поперечно-клиновой прокаткой | 1987 |
|
SU1512699A1 |
| Стан для поперечно-клиновой прокатки изделий типа ступенчатых валов | 1981 |
|
SU952406A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК В ФОРМЕ СТАКАНА ИЗ ПРУТКА | 2015 |
|
RU2600594C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ТРУБЫ, СПОСОБ ЭКСПЛУАТАЦИИ УСТАНОВКИ ДЛЯ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ ТРУБ, РЕЕЧНЫЙ СТАН, А ТАКЖЕ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ ТРУБ | 2016 |
|
RU2690621C2 |