Од
со
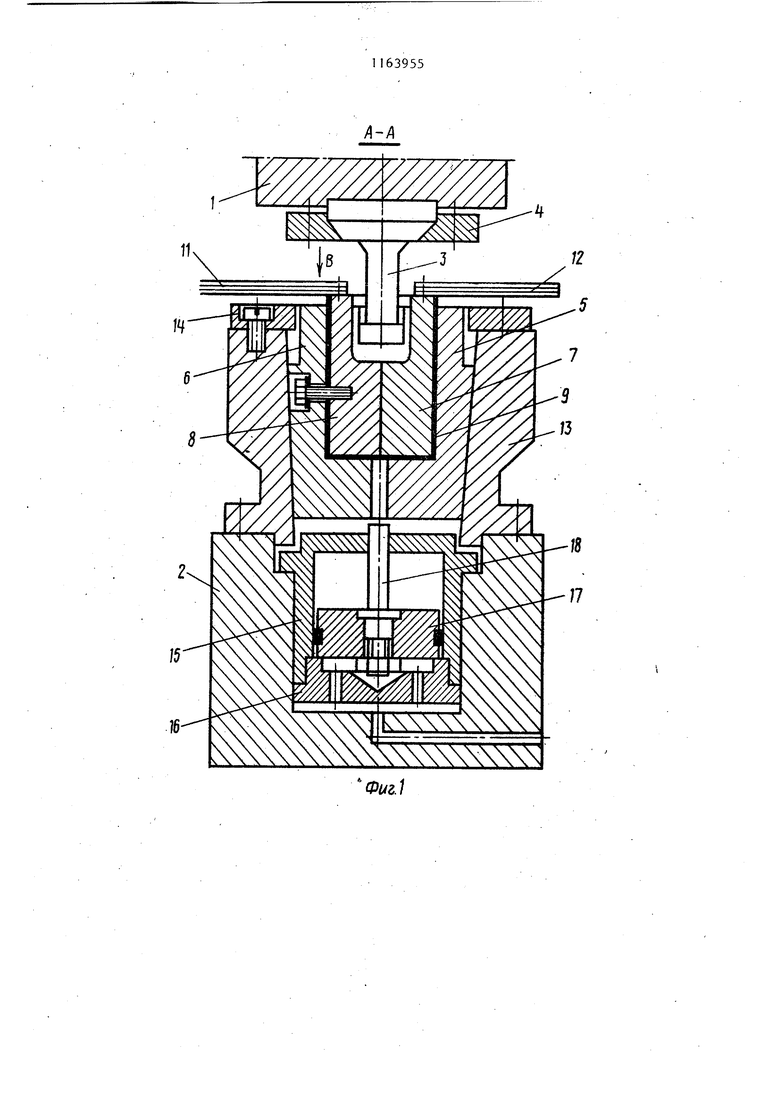
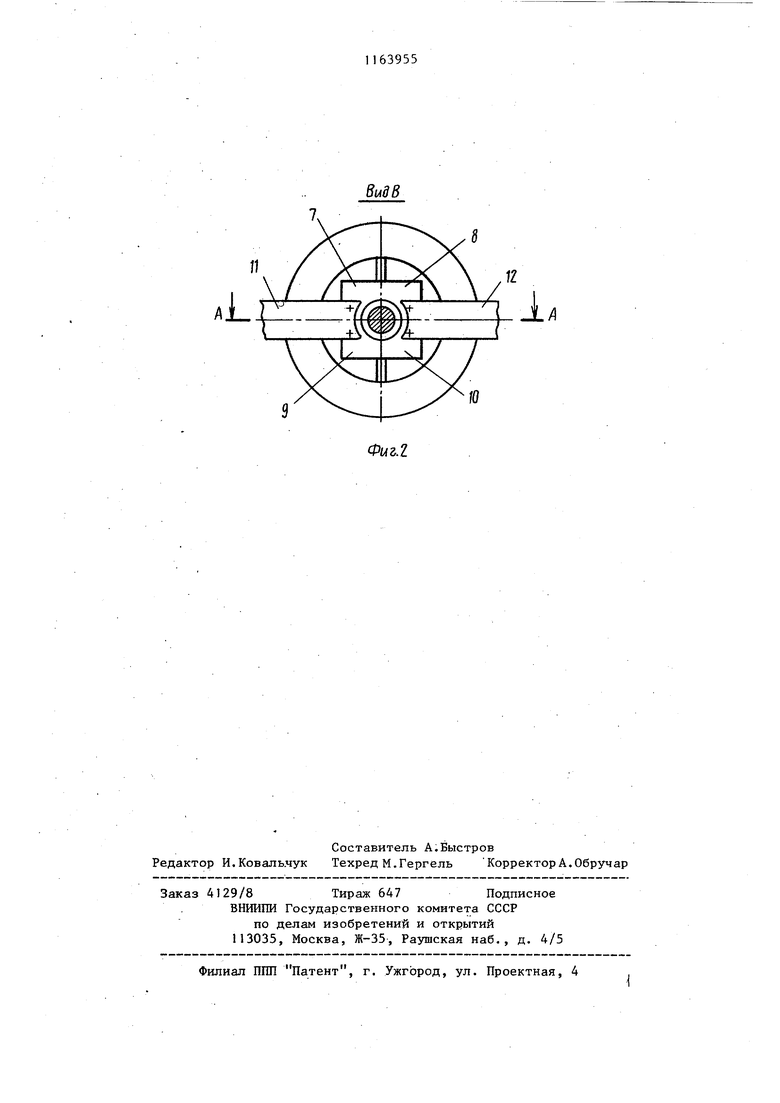
01 СП Изобретение относится к обработке металлов давлением и может найти при менение при проектировании штампов для выдавливания. Целью изобретения является снижение энергетических затрат, повышение производительности и технологических возможностей путем обеспечения нагрева заготовок непосредственно в штампе. На фиг.1 изображен разрез А-А на фиг. 2; на фиг. 2 - вид В на фиг. Г. Штамп содержит подвижную верхнюю 1 и неподвижную нижнюю 2 плиты, пуансон 3, закрепленный в верхней плите с помощью пуансоно-держателя 4, матричый блок, состоящий из разъемного корпуса, образованного элементами 5 и 6, снабженных вставкой из двух половин 7 и 8, жестко соединенных с элементами 5 и 6 и электроизо лированных от них прокладками 9, на пример асбестовыми, и по плоскости разъема между собой тонким слоем О термостойкой эмали. К горловинам вставки 7 и 8 жестко крепятся токоподводящие шины 11 и 12. Элементы 5 и 6 установлены в конической обой ме 13, на которой закреплены поворо ные планки 14. В нижней плите 2 раз мещен пневмоцилиндр Г5, снабженный крьш1кой 16, поршнем 1 7 и штоком 18. Штамп работает следующим образом Исходную заготовку с небольшим натягом помещают в рабочее пространство между половинами вставки 7 и 8. При этом поршень 1 7 пневмоцилиндра 1 находится в крайнем нижнем положении. Дпя нагрева заготовки через нее от силового трансформатора (не показан) с помощью шин 11 и 12, половины вставки 7 и 8 пропускается электрический ток определенной плотности. При достижении по объему заготовки заданной температуры прекращается подача тока, включается .пресс и осуществляется процесс штамповки. Для раскрытия матричного узла и удаления изделия после окончания штамповки в поршневую полость пненмоцилиндра через отверстия в плите 2 и кр 51шке 16 подается сжатый воздух. Поршень 17, перемещаясь вверх, через шток 18 воздействует на элементы 5 и бис помощью планок 14 раскрывает их. Изделие после этого свободно удаляется из ручья. Ппанки 14 ограничивают также подъем элементов 5 и 6. После удаления изделия поршневая полость пневмоцилиндра 15 соединяется с атмосферой . Элементы 5 и 6, поршень 17 и шток 18 под действием собственного веса возвращаются в крайне нижнее положение. Затем цикл повторяется. Предлагаемое изобретение, обеспечивает снижение энергетических затрат и повышает производительность устройства за счет исключения операции транспортировки нагретой заготовки от нагревателя к штампу, а также обладает расширенными технологическими возможностями.
11
Ч
б
12
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамповый блок | 1990 |
|
SU1792785A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЗАГОТОВКИ, ВЫПОЛНЕННОЙ ИЗ ТРУДНОДЕФОРМИРУЕМОГО МЕТАЛЛА ИЛИ СПЛАВА | 2014 |
|
RU2589965C2 |
| Штамп для безоблойной штамповки | 1980 |
|
SU1007813A1 |
| Штамп для изготовления тройников из трубных заготовок | 1982 |
|
SU1076163A1 |
| Штамп для объемной штамповки деталей | 1981 |
|
SU1049158A1 |
| Штамп для объемной штамповки | 1990 |
|
SU1731397A1 |
| Штамп для вытяжки сферических изделий | 1985 |
|
SU1349834A1 |
| Штамп | 1980 |
|
SU935195A1 |
| Штамп для штамповки деталей | 1979 |
|
SU841767A1 |
| Штамп для горячей объемной штамповки | 1989 |
|
SU1657268A1 |
ШТАМП ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ, содержащий подвижную верхнюю плиту с пуансоном, неподвижно нижнюю плиту со смонтированным в ней матричным блоком, выполненным в виде корпуса с размещенной в нем вставкой, а также средства нагрева вставки и заготовки в виде связанных с ней токоподводящих шин, отличающийся тем, что, с целью снижения энергетических затрат, повышения производительности и расширения технологических возможностей путем обеспечения нагрева заготовки непосредетвенно в штампе, вставка выполнена в виде двух элёктроизолированных между собой и относительно корпуса половин с плоскостью разъема, перпендикулярной направлению движенияверхней плиты. -
| Штамп для горячей штамповки деталей | 1975 |
|
SU592502A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
