Изобретение относится к обработке металлов давлением, а именно к конструкциям штампов для безоблойной штамповки, и может быть использовано при штамповке фасонных изделий с полостями и боковыми отростками.
Известен штамп для безоблойной штамповки, содержаш,ий верхнюю и нижнюю плиты, разъемную матрицу, выполненную с горизонтальным разъемом, боковые пуансоны и коленно-рычажный механизм 1.
В указанном штампе зажим полуматриц осуш,ествляется от пневматической подушки пресса, что требует применения прессов большой МОШ.НОСТИ, габариты известного штампа также значительны по размерам из-за применения коленно-рычажного механизма.
Наиболее близким к предлагаемому по технической сушности и достигаемому эффекту является штамп для безоблойной штамповки, содержаший верхнюю и нижнюю плиты, матричный блок, состояш,ий из верхней и нижней полуматриц с горизонтальной плоскостью разъема, а также горизонтально расположенные с боковых сторон .матричного блока пуансоны с механизмами их перемещения 2.
В известном штампе механизмы перемещения боковых пуансонов выполнены в виде трехгранных призм, промежуточной фигурной обоймы и клиновых ползущек, которые в процессе штамповки подвержены интенсивному износу, что снижает надежность работы штампа и тем самым ухудшает качество получаемых изделий.
Цель изобретения - повышение надежности штампа и улучшение качества получаемых изделий.
Указанная цель достигается тем, что штамп для безоблойной штамповки, содержащий верхнюю и нижнюю плиты, матричный блок, состоящий из верхней и нижней полуматриц с горизонтальной плоскостью разъема, а также горизонтально расположенные с боковых сторон матричного блока пуансоны с механизмами их перемещения, снабжен промежуточной плитой, подпружиненной относительно нижней плиты, нижняя полуматрица установлена на промежуточной плите, а механизм перемещения каждого из пуансонов выполнен в виде жестко связанных между собой и смонтированных на промежуточной плите горизонтального и вертикального силовых цилиндров, поршневые и штоковые полости которых соответственно сообщены между собой жесткими трубопроводами, при этом шток вертикального силов.ого цилиндра жестко связан с нижней плитой, а поршень горизонтального силового цилиндра - с соответствующим ему пуансоном.
На чертеже изображен штамп для безоблойной штамповки, общий вид.
Штамп содержит полуматрицы 1, закрепленные на промежуточной плите 2 и
верхней плите 3, блоки 4 гидроцилиндров с установленны.ми в полостях блоков горизонтальными поршнями 5, жестко связанными с боковыми пуансонами б и вертикальными поршнями 7, в свою очередь, жестко связанными с нижней плитой 8, пружины 9 возврата, установленные на пальцах 10.
Рабочие полости всех горизонтальных и вертикальных гидроцилиндров соединены между собой отверстиями и жестким трубопроводом 11, а полости возврата всех гидроцилиндров - жестким трубопроводом 12 и заполнены рабочей жидкостью.
Штамп работает следующим образом.
Полуматрица 1 вместе с верхней плитой 3 и ползуном пресса поднята в верхнее положение, промежуточная плита 2 вместе с установленными на ней полуматрицей 1 и блоками 4 гидроцилиндров подняты под действием пружин 9 возврата в крайнее верхнее положение, ограниченное величиной хода вертикальных гидроцилиндров, а пуансоны 6 возвращены от центра штампа к периферии на величину хода горизонтальных поршней 5.
Нагретая заготовка - пруток диаметром равным или несколько меньше диаметра ручья полуматрицы - укладывается в ручей нижней полуматрицы 1 между пуансонами 6.
При ходе ползуна пресса вниз полуматрицы смыкаются, замыкая в себе заготовку, промежуточная плита 2 с блоками 4 гидроцилиндров начинает перемещаться вниз, давление жидкости в рабочих полостях над вертикальными поршнями 7 возрастает, а так как рабочие полости соединены отверстиями и трубопроводом, под давлением жидкости перемещаются горизонтальные поршни 5, и пуансоны б осуществляют процесс штамповки изделия.
При подъеме ползуна пресса вверх пуансоны возвращаются к периферии полуматрицы и отштампованное изделие снимается из штампа. Восполнение утечек из гидросистемы обеспечивается подачей жидкости через обратный клапан в трубопровод 11.
Штамп имеет четыре боковых пуансона, и для удобства обслуживания его закрепляют на столе пресса так, чтобы пуансоны расположились по диагонали стола. Конструкция штампа предусматривает быструю переналадку для штамповки разнообразных фасонных изделий с отростками и полостями, для чего меняют комплект полуматриц с пуансонами.
Предлагаемый штамп обеспечивает также применение сменных матриц с одним, двумя, тремя и четырьмя пуансонами. С этой целью рабочие полости и полости возврата соединены между собой жесткими J трубопроводами, выполненными из стальных цельнотянутых труб.
В предлагаемом штампе для преобразования хода ползуна в рабочий ход пуансонов
3 10078134
в направлении, перпендикулярном направ-качестве рабочей жидкости используется
лению хода ползуна, и для запирания полу-машинное масло, что обеспечивает по сравматриц в процессе штамповки используютсянению с базовым объектом, в качестве когидроцилиндры и рабочая жидкость, причемторого выбран прототип, повышенную натрущиеся детали гидроцилиндров находятся дежность штампа и получение в нем изделий
в условиях постоянной смазки, так как вболее высокого качества.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для безоблойной штамповки | 1983 |
|
SU1156794A1 |
| ПРЕССОВАЯ УСТАНОВКА ДЛЯ МНОГОПОЛОСТНОЙ БЕЗОБЛОЙНОЙ ШТАМПОВКИ | 1992 |
|
RU2057648C1 |
| Устройство для закрытой объемной штамповки | 1982 |
|
SU1044403A1 |
| Штамп для безоблойной штамповки | 1977 |
|
SU623628A1 |
| Штамп для безоблойной штамповки | 1981 |
|
SU1038046A1 |
| Пресс для штамповки блисков | 2021 |
|
RU2769500C1 |
| Гидровинтовой пресс-молот | 1978 |
|
SU721338A1 |
| Штамп для безоблойной штамповки поковок | 1976 |
|
SU640814A1 |
| Ковочный пакет для горячей безоблойной штамповки | 1986 |
|
SU1433619A1 |
| ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ШТАМПОВКИ ПОКОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАТЕРИАЛОВ | 2003 |
|
RU2248856C1 |
ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ШТАМПОВКИ, содержащий верхнюю и нижнюю плиты, матричный блок, состоящий из верхней и нижней полуматриц с горизонтальной плоскостью разъема, а также горизонтально расположенные с боковых сторон матричного блока пуансоны с механизмами их перемещения, отличающийся тем, что, с целью повышения надежности и улучшения качества получаемых изделий, он снабжен промежуточной плитой, подпружиненной относительно нижней плиты, нижняя полуматрица установлена на промежуточной плите, а механизм перемещения каждого из пуансонов выполнен в виде жестко связанных между собой и смонтированных на промежуточной плите горизонтального и вертикального силовых цилиндров, порщневые и щтоковые полости которых соответственно сообщены между собой жесткими трубопроводами, при этом щток вертикального силового цилиндра жестко связан с i нижней плитой, а поршень горизонтального силового цилиндра - с соответствующим (Л ему пуансоном. 00 со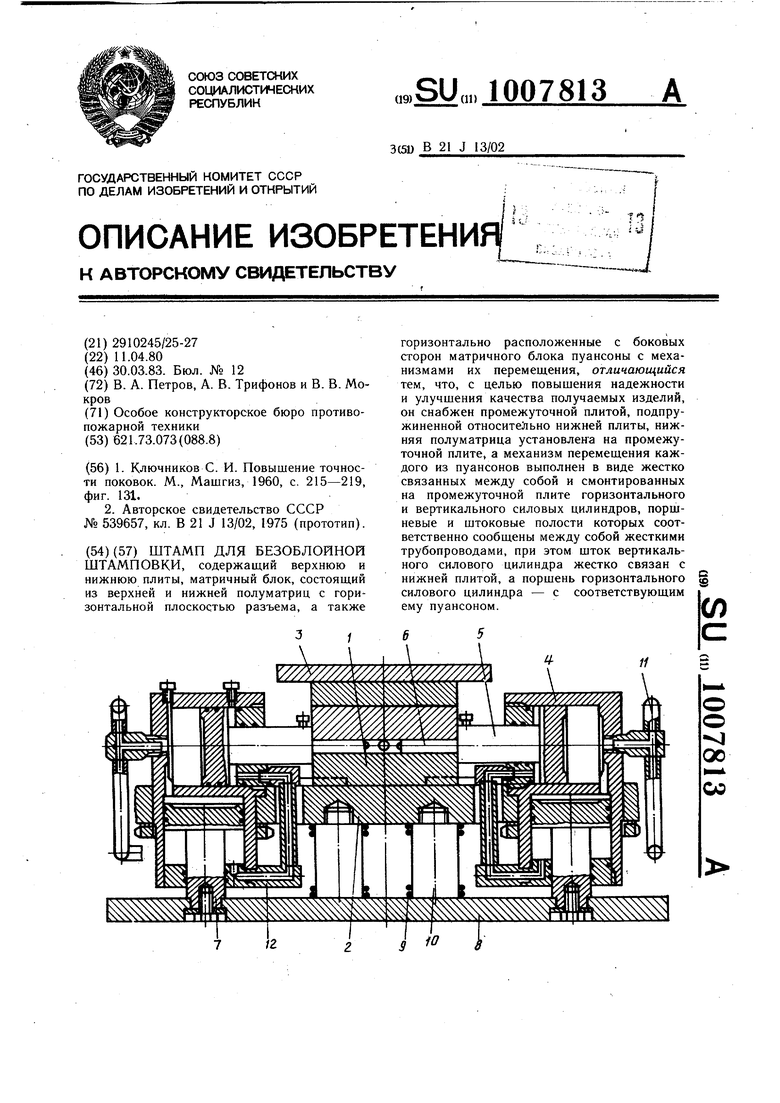
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Ключников С | |||
| И | |||
| Повышение точности поковок | |||
| М., Машгиз, 1960, с | |||
| Кузнечный горн | 1921 |
|
SU215A1 |
| Способ получения продукта конденсации бетанафтола с формальдегидом | 1923 |
|
SU131A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Штамп для безоблойной штамповки | 1975 |
|
SU539657A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
