Известные безмуфельные герметические печи для химико-термической обработки деталей характеризуются наличием вращающихся элементов (свода или пода), что конструктивно усложняет задачу обеспечения герметичности их и снижает надежность работы таких печей.
В предложенной печи ее рабочая камера снабжена осевой футерованной перегородкой, доведенной только до осей поворотных секторов, имеющих возвратно-вращательное движение, и узкоколейным роликовым замкнутым путем с движущимися по нему при помощи пневмотолкателей вагонетками-поддонами.
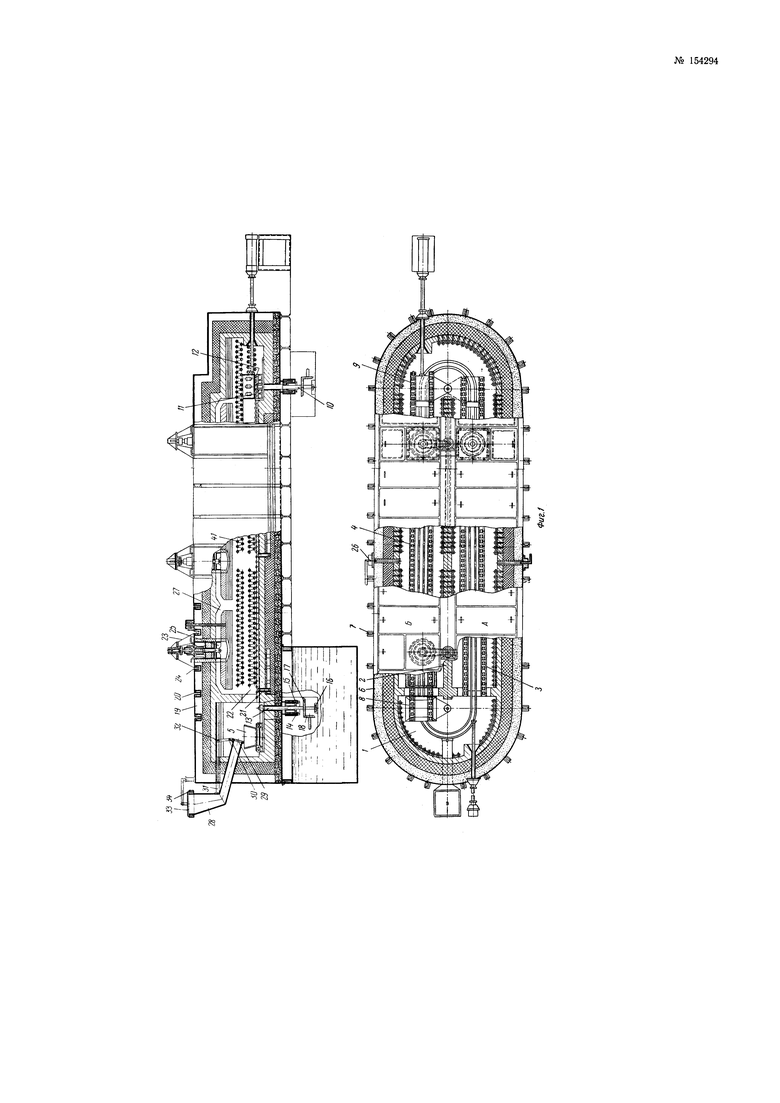
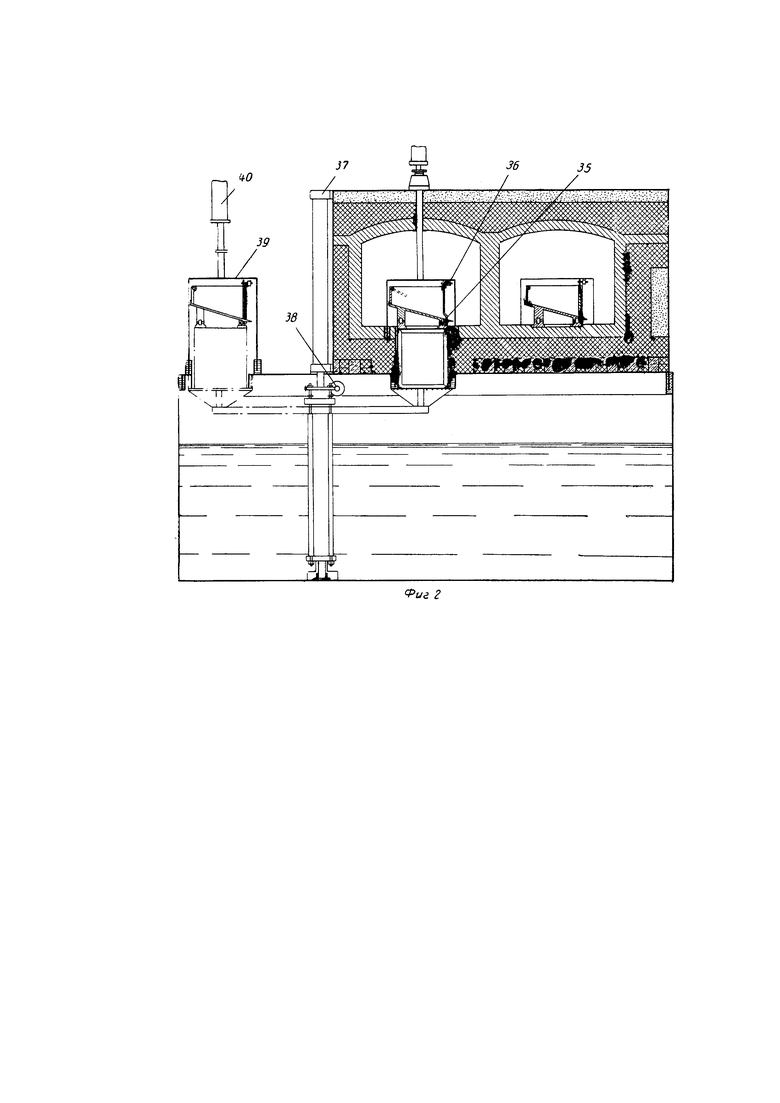
На фиг. 1 изображена предлагаемая печь в двух проекциях; на фиг. 2 - тамбур печи с масляным затвором.
Печь имеет продолговатую форму; передняя и задняя ее стенки закруглены. Она состоит из камеры 1, разделенной футерованной перегородкой 2 на две зоны А и Б. Вдоль зон проложены направляющие 3 и 4, по которым продвигаются поддоны-вагонетки 5. Для футеровки камеры применяют огнеупорный кирпич с малым содержанием окислов. Герметичный корпус 6 сварен из листовой стали и усилен балками 7. Перегородка 2 не доходит до торцовых стенок и образует перед ними свободное пространство для прохода поддонов-вагонеток 5. В этом пространстве помещаются литые из жароупорной стали секторы 8 и 9, служащие для передачи поддонов из одной зоны печи в другую. Секторы с направляющими и роликами крепятся на валах 10 шайбами 11 и чеками 12. Валы проходят в герметически приваренных к корпусу печи трубах 13 и выведены вниз под печь. В местах вывода предусмотрен масляный затвор 14. Валы поставлены в подшипники 15, а под ними установлены упорные роликоподшипники 16. Вращение валов передается от реверсивного электродвигателя через редуктор; на валах закреплены конические зубчатые шестерни 17 и 18. Верх печи герметизируется крышками 19 с масляным затвором 20. При креплении крышек к угольникам используются асбестовые прокладки.
Газ подается в зону А по шамотным трубам 21 через распределители 22, расположенные в футеровке пода печи, а также через верхнюю часть печи.
Предусмотрена герметизация газопроводов, подающих газ в печь и отводящих его из зоны Б (с использованием порошка хромовой руды для образования затвора).
Равномерность состава и температуры газовой атмосферы в рабочем пространстве печи достигается вентиляторами 23, герметизирующимися затворами 24. Смена вентиляторов может быть произведена без остановки печи. Крыльчатка 25 вентилятора установлена в шамотной трубе 26, имеющей два окна, расположенные друг против друга; газ, засасываемый в трубу, подается в рабочую камеру печи через конусную щель 27 в своде. Вентиляторы способствуют циркуляции газа из зоны Б в зону А и обратно. Печь может быть снабжена аппаратурой для автоматического контроля состава газов в различных зонах печи. Циркуляция газа обеспечивает выравнивание не только состава газовой атмосферы, но и температуры в различных зонах печи (с перепадом температур на отдельных участках не более ±10°С).
Загружают детали в печь через сварной из листовой стали бункер 28, герметически прикрепленный (сваркой или болтами на резиновой прокладке) к корпусу печи в середине передней ее стенки. Нижняя часть бункера изготовлена из жаропрочной стали. Бункер закрывается внутри печи крышкой 29 из жаропрочной стали; в пазах крышки проложена асбестовая прокладка 30. Крышка закрывается пневматикой 31 через рычаг 32. Снаружи бункер закрывается крышкой 33 с масляным затвором 34.
Детали к бункеру поступают по желобу навалом или катятся по направляющим в пакетах. Из желоба детали попадают в поддоны-вагонетки, движущиеся по замкнутому циклу. Разгрузка деталей с вагонеток в разгрузочный бункер может производиться различными путями, в зависимости от типа и требований к состоянию поверхности детали (загрузки их на поддон навалом или в пакетах); предусматривается использование либо вагонеток с открывающимся дном, либо вагонеток, опрокидываемых пневматическим толкателем. Для деталей, требующих особо тщательного обращения (хонингованные, шлифованные поверхности), предусмотрена возможность выгрузки и загрузки вагонеток вне печи. Для проведения операции выгрузки вагонетки с деталями по направляющим 35 подаются к устроенному в нижней части футеровки печи тамбуру с масляным затвором. Вагонетка накрывается колпаком 36 и движением штока 37 цилиндра опускается вниз, под печь. После этого под действием зубчатой рейки 38 консоль с тамбуром поворачивается и выводится из-под корпуса печи под колпак 39. Последний может быть поднят при помощи пневматика 40, детали сняты с вагонетки, а загруженная новая партия деталей обратным циклом направлена в печь.
Нагрев печи может производиться либо электронагревателями 41, либо родиационными трубами (при газовом отоплении).
Печь может быть использована для любых видов термообработки в газовых средах. Сочетание таких печей применимо для таких видов термообработки, как закалка и отпуск. По описанному принципу могут быть изготовлены печи для нагрева вагонеток под штамповку.
Основные достоинства описываемой печи: простота конструкции, высокий коэффициент полезного действия, полное использование газа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Безмуфельный агрегат | 1990 |
|
SU1770705A1 |
| ТУННЕЛЬНЫЙ АГРЕГАТ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1990 |
|
RU2031341C1 |
| Комплекс для проведения нормализации крупного вагонного литья и закалки с последующим отпуском среднего вагонного литья | 2022 |
|
RU2795305C1 |
| Закалочно-отпускной агрегат | 1989 |
|
SU1775592A1 |
| Безмуфельная периодически действующая печь для азотирования стальных изделий | 1945 |
|
SU92356A1 |
| Устройство для предварительной обработки замасленного металлолома | 1990 |
|
SU1772567A1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2031184C1 |
| Шахтная электропечь для термообработки деталей в контролируемой атмосфере | 1987 |
|
SU1476275A1 |
| ВАКУУМНАЯ ТОННЕЛЬНАЯ ПЕЧЬ | 1968 |
|
SU209772A1 |
| ПЕЧЬ ДЛЯ ОБЖИГА ПЕНОСТЕКОЛЬНЫХ ПЛИТ | 2000 |
|
RU2198363C2 |
Безмуфельная герметическая печь для химико-термической обработки изделий, отличающаяся тем, что, с целью герметизации печи, создания в ней замкнутого цикла движения газовой атмосферы и непрерывного передвижения деталей, рабочая камера печи снабжена осевой футерованной перегородкой, доведенной только до осей поворотных секторов, имеющих возвратно-вращательное движение, и узкоколейным роликовым замкнутым путем с движущимися по нему при помощи пневмотолкателей вагонетками-поддонами.
