(54) УСТРОЙСТВО ДЛЯ ПРОДОЛЬНОГО НАКАТЫВАНИЯ ПРОФИЛЕЙ
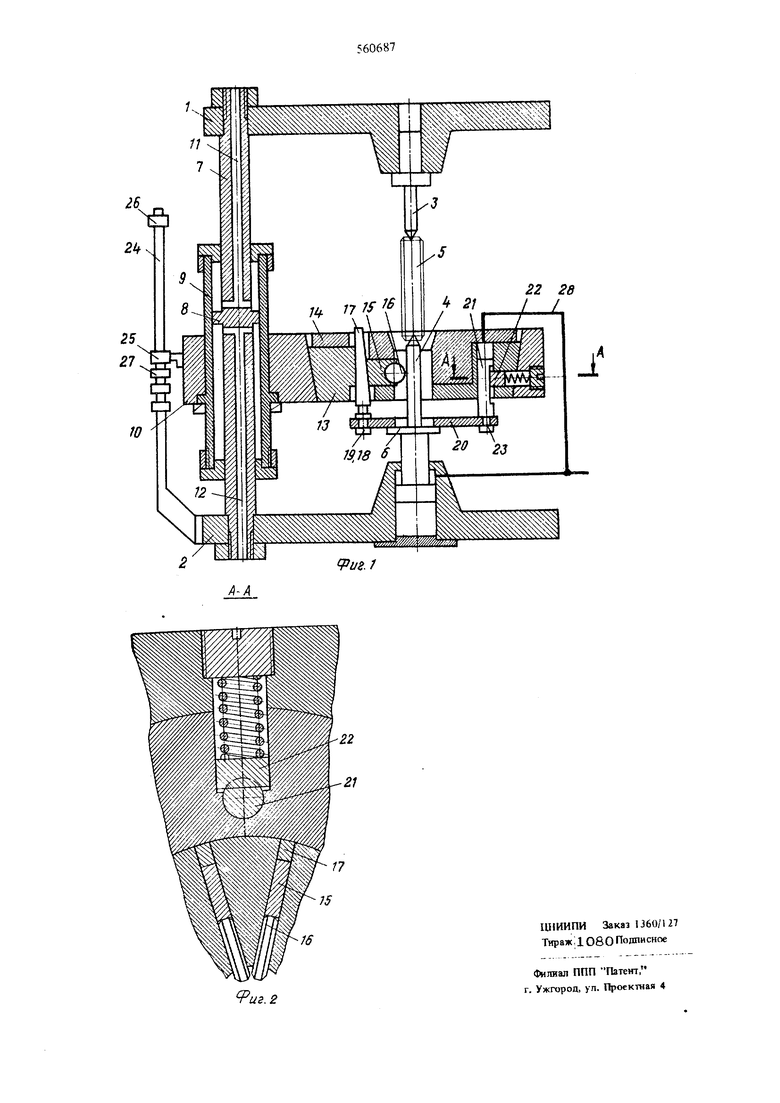
Устройство содержит верхнюю 1 и нижнюю 2 траверсы, несущие соответственно неподвижный 3 и подвижный 4 центры. Подвижный центр 4 соеданен со штоком цилиндра зажима заготовки 5 и имеет бу1)т 6. Траверс стянуты между собой тремя симметрично расположенными относительно оси центров направляющими колонками 7 с порщнями 8 гвдроцилиндров 9 шлового привода накатной головки 10. Для подвода рабо1чей жидкости в полости цилиндров направляющие колонки 7 имеют дауч;торо1пше осевые сверления 11 и 12.
Накатная головка состоит из бандажированного обоймой 13 корпуса 14 с радиальными пазами, в каждой из которых размещен ползун 15 с деформирующим роликом 16 и заведенный между опорными поверхностями обоймы 13 и ползуна 15 установочный клин 17, жестко соединенный посредством болта 18 и гайки 19 с нажимным диском 20. В накатной головке 10 размещены гидроцилиндры для возврата установочных клиньев 17, штоки 21 которых заторможены подпружине1шыми фиксаторами 22 и жестко соединены посредством болтов 23 с нажимным диском 20. Рабочие полости гидроцилиндров цилиндров для возврата установочных клиньев гидравлически соединены со щтоковой полостью гидроцилиндра для перемещения подвижного центра 4.
На нижней траверсе установлена штанга 24 с конечными выключателями 25, 26,27, обеспечивающими переме{шую величину рабочего хода накатной головки и ее обратный ход.
Устройство работает следующим образом.
Заготовка 5 подается на линию центров 3,4 и зажимается с помощью гидравлической системы, имеющей устройство для сброса рабочей жидкости из полости зажима гидроцилиндра для перемещения подвижного центра 4 при удалении заготовки. Накатная головка 10 находится в исходном нижнем положении против выключателя 26, нажимной диск 20 вместе с клиньями 17 и штоками 21 перемещается буртом 6 подвижного центра вверх на веливдну подачи роликов 16 при первом рабочем ходе накатной головки 10. После зажима заготовки по сверлениям 11 в направляющих 7 к поршням 8 подается рабочая жидкость, и цилиндры 9 привода накатной головки перемещаются вверх до выключателя 26, т.е. осуществляется первый рабочий ход, в процессе которого клинья фиксируются от произвольных перемещений подпружиненными фиксаторами 22. Далее выключателем 26 реверсируется направление перемещения накатной головки и накатная головка совершает обратный рабочий ход до выключателя 27, при подходе к которому осуществляется перемещение вверх нажимного; диска с клиньями и щтоками буртом 6 на величину подачи при втором рабочем ходе. Затем выключателем 27 реверсируется перемещение накатной голоики и осуществляется второй рабочий ход.
Таким образом, накатная головка совершает заданное количество двойных ходов, после чего цикл накатьшания заканчивается остановом накатной головки в исходном нижнем положении выключателем 25, после чего накатный профиль разжимается за счет отвода подвижного центра 4 вниз при подаче рабочей жидкости в полость разжима гидроцилшадра для перемещения подвижного центра. Одновременно с подачей в полость разжима
цилиндра для перемещения подвижного центра жидкость подается по гибкому трубопроводу 28 в полости цилиндров для возврата установочных клиньев 17, в результате чего осуществляется одновременный возврат диска с клиньями в исходное
положение, при этом их ход ограничивается подпружиненными фиксаторами, взаимодействующими с лысками штоков.
После выгрузки накатанного профиля на линию центров подается следующая заготовка, и цикл
накатьшания повторяется.
Конструкция устройства обеспечивает высокую производительность накатываниялюскольку максимально уменьшены холостые перемещения накатной головки и она надежно зафиксирована клиньями от самопроизвольных перемещений.
Формула изобретения
1. Устройство для продольного накатывания
профилей, содержащее две соединенные между собой направляющими колонками траверсы, несущие подвижный центр с гидроцияиндром для его перемещения и неподвижный центр, а также установлегшую на направляющих колонках с возможностью возвратно-поступательного перемещения накатную головку с размещенными в пей деформируюцдами роликами и установочными клиньями, закрепленными в нажимном диске, контактирующим с буртом подвижного центра, отличающееся тем, что, с целью повьшюния производительности устройства, оно снабжено размещенными в накатной головке гидроцилиндрами для возврата установочных клиньев, при этом штоки
гидроцилиндров для возврата установочных клиньев закреплены в нажимном диске, а их полости гидравлически соединены со штоковой полостью гидроцилиндра для перемещения подвижного центра.
2. Устройство по п. 1, о т л и ч а ю щ е е с я тем, что в накатной головке установлены подпружиненные фиксаторы, взаимодействующие со штоками гидроцилкндров для возврата установочных клнньев.
Истопшки информации, принятые во внимание при экспертизе:
. Авторское cвидeтeльctвo №253018, В21Н 3/04, 1967.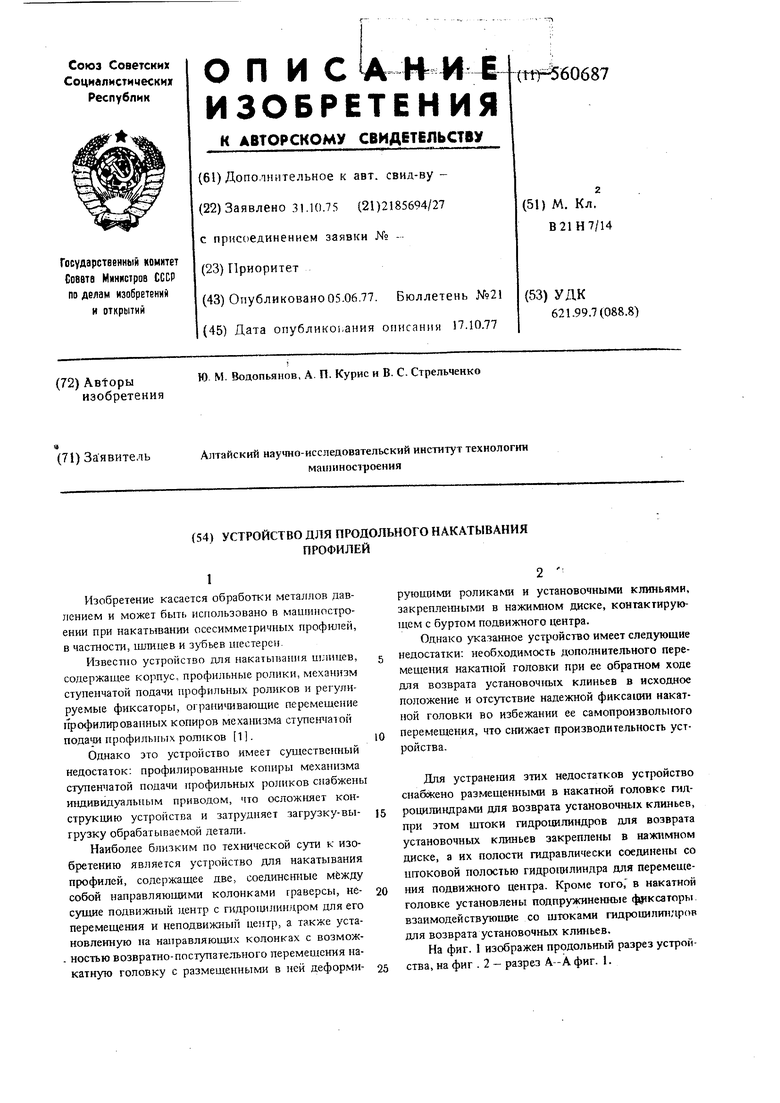
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для продольного накатывания профилей | 1983 |
|
SU1164953A2 |
| Станок для продольного накатывания профилей | 1976 |
|
SU768527A1 |
| СТАН ДЛЯ ПРОДОЛЬНОГО РАСКАТЫВАНИЯ ОСЕСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2001 |
|
RU2200071C2 |
| СТАНОК ДЛЯ НАКАТЫВАНИЯ ШЛИЦ1-Н | 1972 |
|
SU350553A1 |
| Устройство для холодной продольной раскатки цилиндрических изделий | 1977 |
|
SU911815A1 |
| УСТРОЙСТВО ДЛЯ НАКАТЫВАНИЯ ПРОФИЛЕЙ | 1990 |
|
RU2034676C1 |
| Устройство для изготовления сильфонов | 1974 |
|
SU978975A1 |
| Устройство для холодной продольной раскатки цилиндрических изделий | 1978 |
|
SU911816A1 |
| УСТАНОВКА ДЛЯ ВЫТЯЖКИ ШТУЦЕРОВ И ПАТРУБКОВ НА ТРУБНЫХ ЗАГОТОВКАХ | 1968 |
|
SU212968A1 |
| Гидроимпульсный вибропресс | 1986 |
|
SU1323195A1 |