2. Устройство автоматического управления охладителем в магаине непрерывного литья заготовок, содержащее вентили подачи воды и воздуха в коллектор с распылительными форсунками и датчик расхода воды, выход которог соединен с первым входом регулятора расхода воды, выход которого соединен с вентилем подачи воды, отличающееся тем, что, с целью повышения качества слитка и увеличения выхода годного металла, оно дополнительно снабжено датчиком давления воздуха, регулятором давления воздуха, задатчиком давления воздуха, блоком сравнения, двумя пороговыми элементами, двумя реле времени, двумя ключами, задатчиком на уменьшение расхода воды и задатчиком на увеличение расхода воды, причем выход датчика давления воздуха соединен с первым входом регулятора давле ния воздуха и первым входом блока сравнения, второй вход которого соединен с первым выходом задатчика давления воздуха, второй выход которого соединен С вторым входом регулятора давления воздуха, выход которого соединен с вентилем подачи воздуха, выход блока-сравнения соединен с вхо дом первого и второго пороговых элементов, выход первого порогового элемента соединен с входом первого реле времени, выход которого соеди1
Изобретение относится к металлургии, конкретнее к непрерывной разливк металлов.
Цель изобретения - повышение качества слитка и увеличение выхода годного металла.
Пример. Производится непрерывное литье стали марки 17Г1С на сортовой УНРС сечением 100x100 мм со скоростью 2,5 м/мин. Зона вторичного охлаждения включает 1 секцию, оборудованную устройствами водовоздуш- ного охлаждения всего 20 форсунок производительностью 0,4 , уста- новленные по 4 граням слитка).
нен с третьим входом регулятора давления воздуха и первым входом первого ключа, второй вход которого соединен с выходом задатчика на уменьшение расхода воды, а выход первого ключа соединен с вторым входом регулятора расхода воды, выход второго порогового элемента соединен с входом второго реле времени, выход которого соединен с четвертым входом регулятора давления воздуха и первым входом второго ключа, второй вход которого соединен с выходом задатчика на увеличение расхода воды, выход второго ключа соединен с третьим входом регулятора расхрда воды.
3. Устройство по п.2, о т л и - чающееся тем что регулятор давления воздуха содержит блок сравнения, ключ и исполнительньй механизм управления вентилем подачи воздуха, причем первый вход блока сравнения соединен с выходом датчика давления воздуха, второй вход блока сравнения соединен с выходом задатчика давления воздуха, выхрд блока сравнения соединен с выходом ключа, второй и третий входы которого соединены с выходом первого и второго реле времени, а выход ключа соединен с входом исполнительного механизма, выход которого соединен с вентилем подачи воздуха.
Заданное рабочее давление воздуха в слитке 3 «ГС/см .
В режиме водовоздушного охлаждения расход воды для образования смеси на одну форсунку составляет 0,07 м /ч при давлении ее 1 кгс/см. Эти параметры обеспечивают получе ние мелкодисперсного водовоздушного факела.
При падении давления воздуха в системе ниже 1,5 кгс/см теряется его распыливающая способность и ;заданный расход воды на форсунку производительностью 0,4 м мин меньше минимального (0,2 ). Следова
тельно, необходимо увеличить расход воды в два раза для обеспечения водяного охлаждения слитка.
Увеличение расхода воды в два раза при падении давления воздуха ниже 0,5 заданного давления в магист рали с продолжительностью более 0,025 времени затвердевания слитка позволяет увеличить геометрию и жесткость факела и, следовательно, добиться равномерного охлаждения слитка.
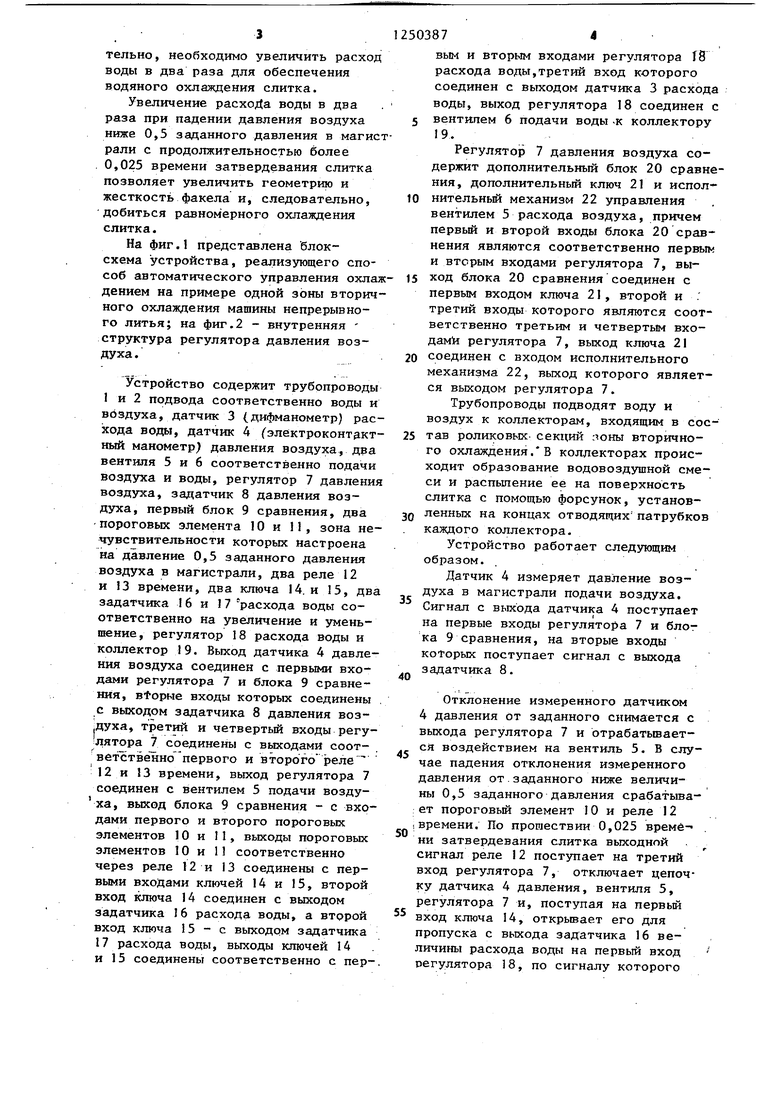
На фиг. представлена блок- схема устройства, реализующего способ автоматического управления охлаж двинем на примере одной зоны вторичного охлаждения машины непрерывного литья; на фиг.2 - внутренняя структура регулятора давления возуха.
Устройство содержит трубопроводы 1 и 2 подвода соответственно воды и воздуха, датчик 3 (дифманометр) расхода воды, датчик 4 (электроконтдкт- ный манометр) давления воздуха, два вентиля 5 и 6 соответственно подачи воздуха и воды, регулятор 7 давления воздуха, задатчик 8 давления воздуха, первый блок 9 сравнения, два пороговых злемента 10 и П, зона нечувствительности которых настроена на давление 0,5 заданного давления воздуха в магистрали, два реле 12 и 13 времени, два ключа 14. и 15, два задатчика 16 и 17 расхода воды соответственно на увеличение и уменьшение, регулятор 18 расхода воды и коллектор 19. Выход датчика 4 давления воздуха соединен с первыми вхоами регулятора 7 и блока 9 сравнения, BtopHe входы которых соединены . с выходом задатчика 8 давления возуха, третий и четвертый входы регу- ятора 7 соединены с выходами соот- BeTCTBelJHo первого и второго реле 12 и 13 времени, выход регулятора 7 соединен с вентилем 5 подачи возду- ха, выход блока 9 сравнения - с входами первого и второго пороговых элементов 10 и 11, выходы пороговых элементов 10 и 11 соответственно через реле 12 и 13 соединены с первыми входами ключей 14 и 15, второй вход ключа 14 соединен с выходом задатчика 16 расхода воды, а второй вход ключа 15 - с выходом задатчика 17 расхода воды, выходы ключей 14 и 15 соединены соответственно с пер2503874
выи и вторым входами регулятора 18 расхода воды,третий вход которого соединен с выходом датчика 3 расхода воды, выход регулятора 18 соединен с 5 вентнпем 6 подачи воды -к коллектору 19.
Регулятор 7 давления воздуха содержит дополнительный блок 20 сравнения, дополнительный ключ 21 и испол- 10 нительный механизм 22 управления вентилем 5 расхода воздуха, причем первьй и второй входы блока 20 сравнения являются соответственно первым и вторым входами регулятора 7, вы- 15 блока 20 сравнения соединен с первым входом ключа 2I, второй и : третий входы которого являются соответственно третьим и четвертым входами регулятора 7, выход ключа 21 20 соединен с входом исполнительного механизма 22, выход которого является выходом регулятора 7.
Трубопроводы подводят воду и воздух к коллекторам, входящим в сос- 25 тав роликовых секций поны вторичного охлаждения.В коллекторах происходит образование водовоздушной смеси и распыление ее на поверхность слитка с помощью форсунок, установ- 2Q ленных на концах отводящих патрубков каждого коллектора.
Устройство работает следующим образом.
Датчик 4 измеряет давление воздуха в магистрали подачи воздуха. Сигнал с выхода датчика 4 поступает на первые входы регулятора 7 и блот ка 9 сравнения, на вторые входы которых поступает сигнал с выхода „ задатчика 8.
40
Отклонение измеренного датчиком 4 давления от заданного снимается с выхода регулятора 7 и отрабатьшает- ся воздействием на вентиль 5. В случае падения отклонения измеренного давления от.заданного ниже величины 0,5 заданного давления срабатывает пороговый элемент 10 и реле 12 (Времени. По прошествии 0,025 времё- . ни затвердевания слитка выходной сигнал реле 12 поступает на третий вход регулятора 7, отключает цепочку датчика 4 давления, вентиля 5, регулятора 7 и, поступая на первый вход ключа 14, открьгоает его для пропуска с вькода задатчика 16 величины расхода воды на первьй вход регулятора 18, по сигналу которого
35
45
50
открывается вентиль 6 подачи воды, увеличивая ее расход в два раза по .. сравнению с заданным по технологии значением, задаваемым задатчиком 16. При восстановлении давления воздуха, т.е. при превьмении величины измеренного давления 0,5 заданного давления, срабатьшает второй пороге-, вый элемент 11,второе реле 13 времени, выходной сигнал которого поступает на четвертый вход регулятора 7,
12503876
открывает цепочку датчика 4 давления, вентиля 5, регулятора 7, а также пос- , тупает на второй вход ключа 15, открывая его для пропуска на 5 второй вход регулятора 18 величины расхода воды с. выхода задатчика 17, По сигналу регулятора 18 открывается вентиль 6, уменьшая расход в два раза. Система возвращается к О работе в нормальном технологическом режиме.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления процессом кристаллизации слитка в зоне вторичного охлаждения машины непрерывного литья заготовок и устройство для его осуществления | 1987 |
|
SU1447554A1 |
| Способ управления процессом непрерывной разливки металла и устройство для его осуществления | 1985 |
|
SU1320011A1 |
| Устройство автоматического контроля работы системы форсуночного водовоздушного охлаждения машины непрерывного литья заготовок | 1989 |
|
SU1710184A1 |
| Устройство автоматического управ-лЕНия СиСТЕМОй ВТОРичНОгО ОХлАждЕНияМАшиНы НЕпРЕРыВНОгО лиТья | 1979 |
|
SU839670A1 |
| Способ регулирования температуры жидкой стали,разливаемой на машине непрерывной разливки,и устройство для его осуществления | 1983 |
|
SU1158286A1 |
| Устройство автоматического контроля работы системы форсуночного водовоздушного охлаждения машины непрерывного литья заготовок | 1990 |
|
SU1729688A1 |
| Система автоматического управления процессом непрерывной разливки металла | 1984 |
|
SU1228965A1 |
| Устройство для автоматического управления машиной непрерывного литья заготовок | 1983 |
|
SU1110541A1 |
| Способ автоматического управления машиной непрерывного литья заготовок и устройство для его осуществления | 1984 |
|
SU1243891A1 |
| Устройство автоматического управления тепловым режимом зоны вторичного охлаждения на установках непрерывной разливки металла | 1980 |
|
SU889270A1 |
I. Способ автоматического управления охладителем в машиие непрерывного литья заготовок, включающий вытягивание слиТка из кристаллизатора с переменной скоростью, охлаждение его поверхности водовоздушной смесью с регулированием расходов охладителя, изменением соотношения дот лей воды и воздуха в водовоздушной смеси по прямолинейному закону, отличающийся тем, что, с целью повышения качества слитка и увеличения выхода годного металла, в процессе литья поддерживают заданное давление воздуха в зоне вторичного охлаждения, а при падении давления воздуха ниже 0,5 заданного давления с продолжительностью падения более 0,025 времени затвердевания слитка отключают подачу воздуха и одновременно увеличивают расход воды в два раза по сравнению с заданным, а при увеличении давления воздуха вьш1е 0,5 заданного давления уменьшают расход в два раза. (Л с / IsP СП о со 00 фиг.1
фиг.г .
| Способ непрерывной разливки металлов | 1981 |
|
SU971562A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
