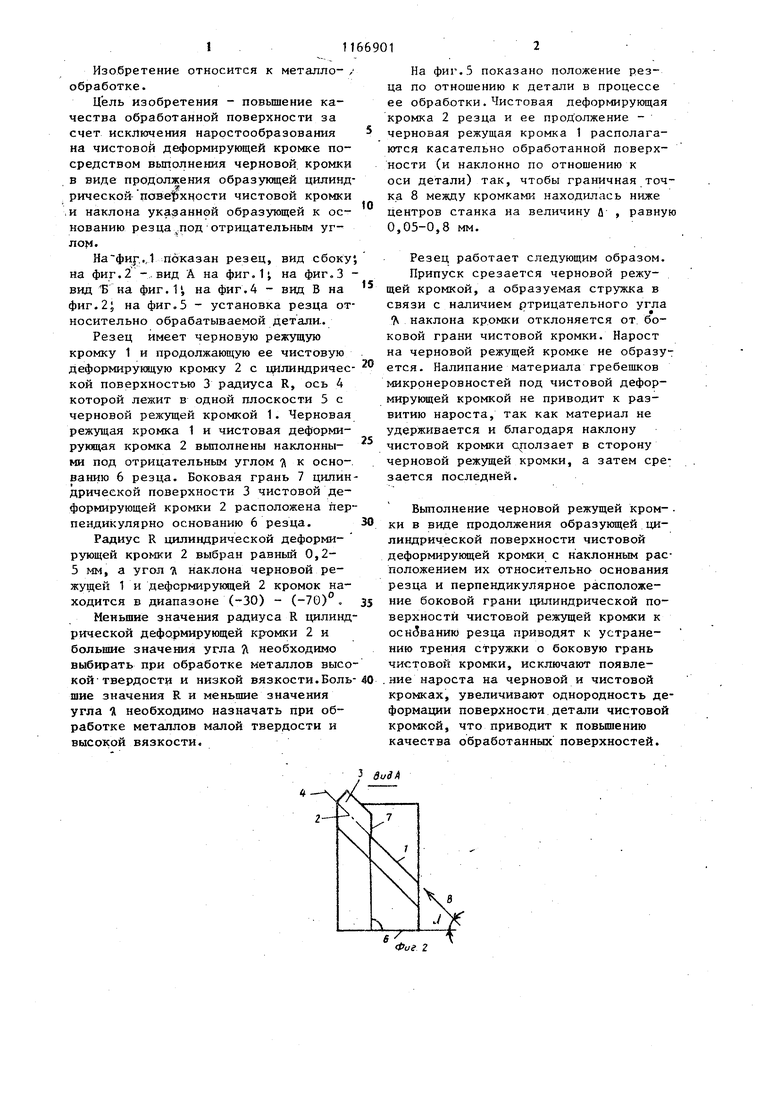
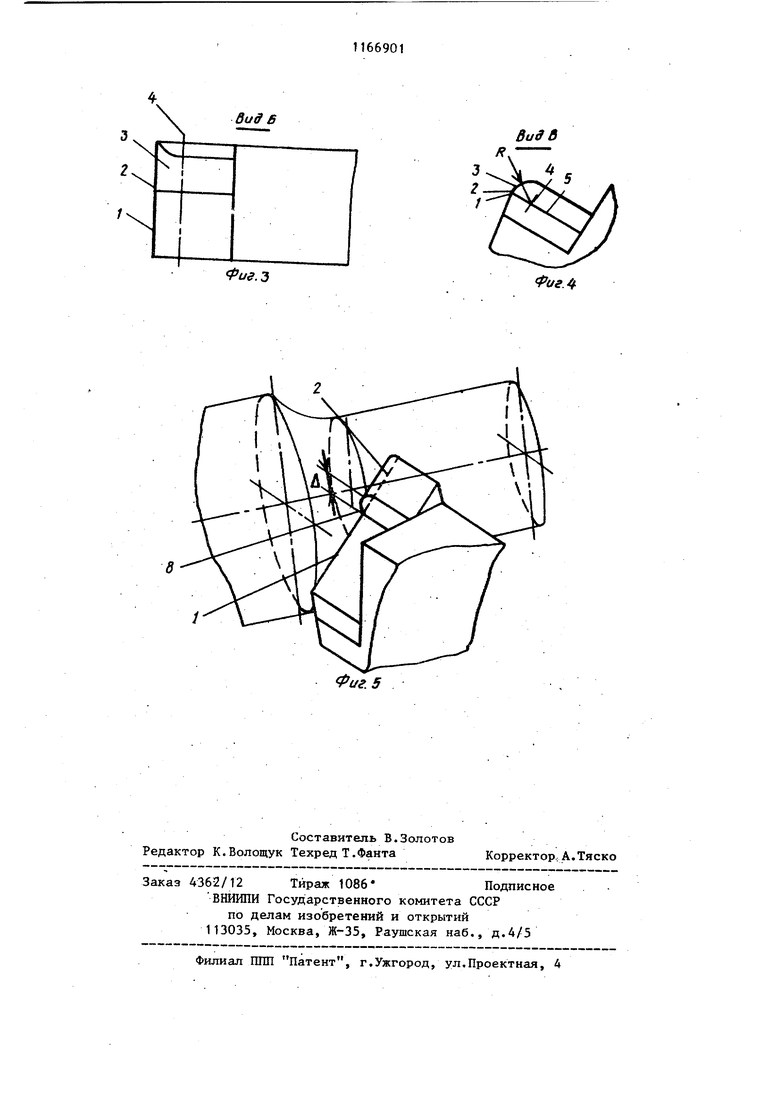
Изобретение относится к металлообработке. Цель изобретения - повышение качества обработанной поверхности за счет исключения наррстообразования на чистовой деформирующей кромке посредством выполнения черновой, кромки в виде продолжения образукицей цилинд рической паве|5хности чистовой кромки ,и наклона указанной образующей к основанию резца .под отрицательным углом. ..,1 показан резец, вид сбоку на фиг.2 -, вид А на фиг.и на фиг.З вид Б на фиг. 1, на фиг. 4 - вид В на фиг.2 на фиг,5 - установка резца от носительно обрабатываемой детали.. Резец имеет черновую режущую кромку 1 и продолжающую ее чистовую Деформирукицую кромку 2 с цилиндричес кой поверхностью 3 радиуса R, ось 4 которой лежит в одной плоскости 5 с черновой режущей кромкой 1. Черновая режущая кромка 1 и чистовая деформирующая кромка 2 вьшолнены наклонными под отрицательным углом и к основанию 6 резца. Боковая грань 7 цилин дричеекой поверхности 3 чистовой деформирующей кромки 2 расположена пер пендикулярно основанию 6 резца. Радиус R цилиндрической деформирующей кромки 2 выбран равный 0,25 мм, а уголД наклона черновой режущей 1 и деформирующей 2 кромок находится в диапазоне (-30) - (-70) . Меньшие значения радиуса R цилинд рической деформирующей кромки 2 и большие значения угла Л необходимо выбирать при обработке металлов высо кой твердости и низкой вязкости.Боль шие значения R и меньшие значения угла необходимо назначать при обработке металлов малой твердости и высокой вязкости.
3 вид К
гт
Фиг г На фиг.З показано положение резца по отношению к детали в процессе ее обработки. Чистовая деформирующая кромка 2 резца и ее продолжение черновая режущая кромка 1 располагаются касательно обработанной поверхности (и наклонно по отношению к оси детали) так, чтобы граничная точка 8 между кромками находилась ниже центров станка на величину д , равную 0,05-0,8 мм. Резец работает следующим образом. Припуск срезается черновой режущей кромкой, а образуемая стружка в связи с наличием ртрицательного угла . наклона кромки отклоняется от боковой грани чистовой кромки. Нарост на черновой режущей кромке не образуется. Налипание материала гребешков микррнеровностей под чистовой деформирующей кромкой не приводит к развитию нароста, так как материал не удерживается и благодаря наклону чистовой кромки сползает в сторону черновой режущей кромки, а затем срезается последней. Вьтолнение черновой режущей кром-. ки в виде продолжения образующей цилиндрической поверхности чистовой деформирующей кромки с наклонным расположением их относительно основания резца и перпендикулярное расположение боковой грани цилиндрической поверхности чистовой режущей кромки к основанию резца приводят к устранению трения стружки о боковую грань чистовой кромки, исключают появление нароста на черновой и чистовой кромках, увеличивают однородность деформации поверхности детали чистовой кромкой, что приводит к повьш1ению качества обработанных поверхностей.
г
Вид Б
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ торцевого фрезерования | 1936 |
|
SU52250A1 |
| СМЕННАЯ РЕЖУЩАЯ ПЛАСТИНА | 2008 |
|
RU2364475C1 |
| Стружколомающая сменная режущая пластина с переменным передним углом | 2017 |
|
RU2665858C1 |
| Способ токарной чистовой упрочняющей обработки детали | 2024 |
|
RU2828906C1 |
| РОТАЦИОННЫЙ КОМБИНИРОВАННЫЙ РЕЗЕЦ | 2001 |
|
RU2207219C2 |
| РЕЖУЩАЯ МНОГОГРАННАЯ ПЛАСТИНА | 2012 |
|
RU2482939C1 |
| СПОСОБ РАСТАЧИВАНИЯ ОТВЕРСТИЙ В ИЗДЕЛИЯХ ИЗ КОРРОЗИОННОСТОЙКИХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2022 |
|
RU2787289C1 |
| СПОСОБ СОВМЕЩЕННОЙ ТОКАРНО-АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ | 2001 |
|
RU2210464C2 |
| ТОРЦОВАЯ РЕЖУЩАЯ, РЕЖУЩЕ-ДЕФОРМИРУЮЩАЯ И ДЕФОРМИРУЮЩАЯ ФРЕЗА, РАБОЧИЕ ПЛАСТИНЫ К НЕЙ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ, СПОСОБ ОБРАБОТКИ ДЕФОРМИРУЮЩЕЙ ФРЕЗОЙ | 2005 |
|
RU2318634C2 |
| Протяжка | 1988 |
|
SU1703305A1 |
РЕЗЕЦ, содержащий черновую режущую и чистовую деформирующую кром-ки с цилиндрической поверхностью, ограниченной со стороны черновой кромки боковой гранью, причем ось указанной цилиндрической .поверхности расположена в одной плоскости с -черновой кромкой, отличающийся тем, что, с целью повышения качества обработанной поверхности за счет исключения наростообразования на чистовой кромке, черновая режущая кромка выполнена в виде продолжения образующей цилиндрической поверхности чистовой кромки, причем последняя размещена под отрицательным углом наклона к основанию резца, величина которого находится в диапазоне (-30) - (-70) , а боковая грань цилиндрической поверхности чистовой кромки размещена перпендикулярно основанию резца, причем величина радиуса указанной цилиндрической поверхности 0,2-5 мм.(О ОЬ О) со фиг. 1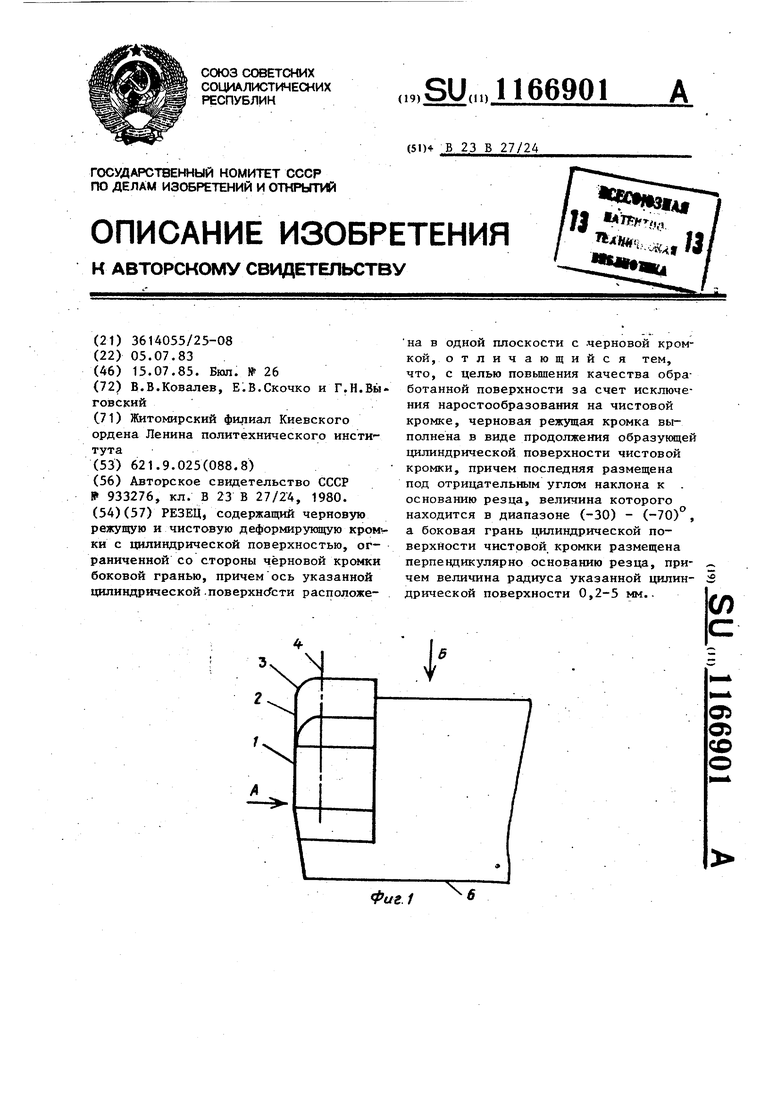
| Резец | 1980 |
|
SU933276A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
