1
(21)4637393/02
(22)13.01.89
(46) 3.0 05,91 Бюл Nk 20
(72) Н в. и Ю.А Черн ч,
(53) 621.785 545.002.5(088 В)
(Bf. Авторское свидэтельсгБО С С Г
Мз /М7444. iui. С 21 D 1 10 V,;;
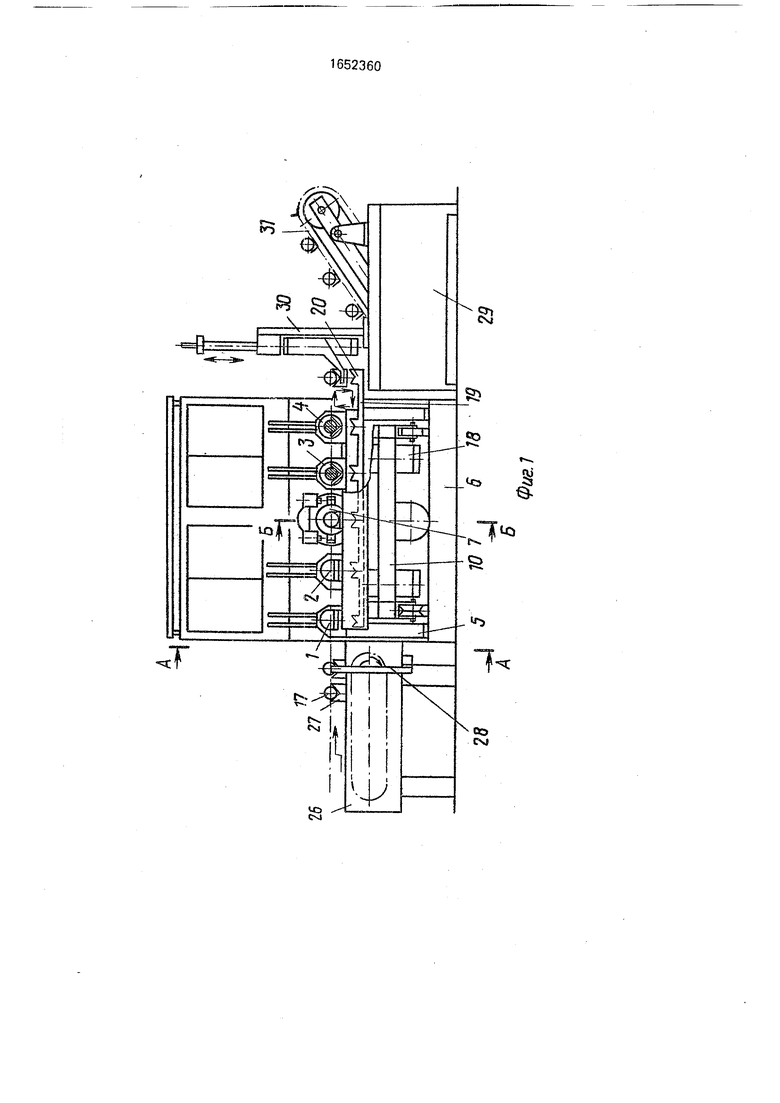
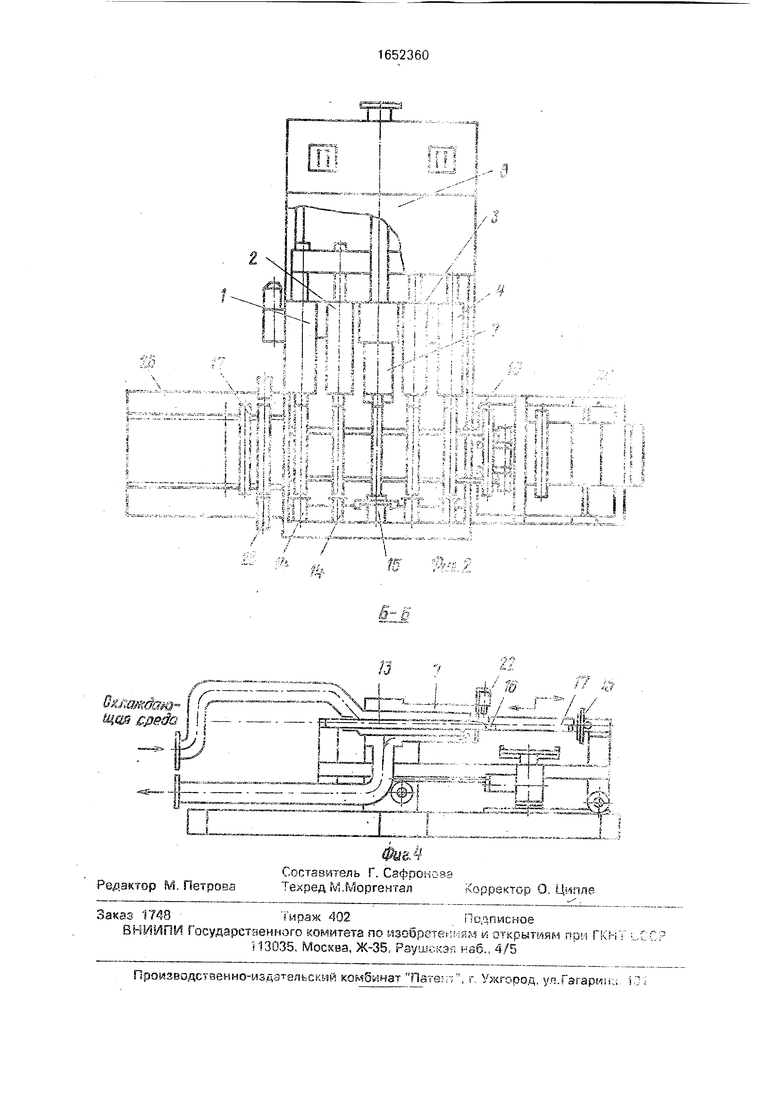
54) УСТАНОВКА ДЛЯ TRfJMH FCKOO Л PAbCTlV ДПИННОМЬ НЬХ ИЛДГ, (57) Изобретение отнссигся :: т-.-п (0й обработке изделий с индукцио -.ым а. ревом и может быть использована термо обргбстки длииномерных издг-лмй /мобои конфигурации в поперечном сечении Цель изобретения - повышение производительности путем сокращения времени на vc :з новку изделий различного типоразмеря и пауз между операциями. Установка (У содержит многоаитковые 1 (И) для нагрева под закалку и многовитковые индукторы под отпуск. Все А установлены параллельно на общей плите 5, размещенной на станине 6. У содержит установленную с
возможностью перемещения тележку 10 с рядами боковых стоек 11 и 12. на котооых размещены поддерживающие устройства в виде штанги 13, закрепленной на стойках 11 и проходящей через индукторы или закалочную камеру, и закрепленного на стойке 12 ложемента 14 Свободный конец каждой шганги имеет опорный ложемент 16. Расстояние между ложементами регулируют. Для перекладчи изделий 17 служит подьем- ниь 18 с установленной на нем карегкой 19 г опорами 20 Каретка с подьемником размещены на основании 21 тележки 10 и имеют возможность горизонтального перемещений перпендикулярно продольным осям индукторов. Установка каретки с подьемником на основании тележки сокращает длительность пауз при перемещениях изделий любой конфигурации. Ложементы и мнсговнтковый индуктор позволяют обрабатывать изделия любой длины и конфигурации, сокращают длительность установки изделий в ложементы между операциями, ч го повышает качество обработки. 4 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Автоматическая линия для термообработки деталей и устройство для закалки деталей | 1981 |
|
SU1016380A1 |
| Комплекс для проведения нормализации крупного вагонного литья и закалки с последующим отпуском среднего вагонного литья | 2022 |
|
RU2795305C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ОСТРЯКОВЫХ И РАМНЫХ РЕЛЬСОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2135607C1 |
| Установка для термической обработки изделий | 1969 |
|
SU443923A1 |
| Установка для закалки | 1979 |
|
SU945193A1 |
| Автоматическая линия бездеформационной термообработки деталей | 1989 |
|
SU1759910A1 |
| Автоматическая линия изготовления прутковых длинномерных изделий | 1980 |
|
SU920343A1 |
| Автоматическая линия для изготовления изделий типа опорных роликов тракторов | 1980 |
|
SU929400A1 |
| Агрегат для закалки | 1983 |
|
SU1100324A1 |

11
Я 9 7 15,-.
rifc-f- -f-rmti/ f 7 я,
|В L iTB Jjfli-4-/--- .
йа
/I Л
105 21 25 2k 21 18 19
Фиг.1
-4-/--- ft
йа
г «-ч к термической и f изделии с индукционным нчгре ю t t-i бить нспопьзовано для закалки 1 к,мерных изделий любой кон-tnirypa
поперечном сечении напримрр стой
пум
, w - иэиог гения пи чтение произ- т ji ii,itri г окращ нип времени ьь/ падении ртзличмпго типорчз м nryj о рнциями ИР ф|«р л «м, итоп,ажечз пред- „ ич гтн|1авкгЧ общий вид на фиг 2 riu х в г UHP -1фн J - разрез А А на ч -л т,- rv° он афелия н индукгор) f) I1 tii 1 (пгред У 1« MI
.,- г is in | i r,ro
Сi K-TOp
i - и е гч - - p/nr ч j-i - M .иг л на гои
т -мль ji 1
Г J г п j«| si I - г С и1 (- c
ЛУ lr Uti
j - - 5 ч°ь i
I Т I l П- ,. Jl
1 , ч IK qr, |пц ч j UK.
j LHHU t. , ЧН f i L и ЛР
1 i 2 юте к и
ii . i i С f ГОГ 1ГТ
r IIftl j H J I rt
j г 1 I i Ч ( 1 h J1/ J . Ih yi J и t ; al- -П jч г i T)O 1
) JJf РЫП ЗИП J ( 1
I ДНЫ11 кc«e4 ам т г ложемрчт 16 т i 1 } и 1 б поддер. ИЧРЮШ ГО ,гтп i т j П(11 -цйЮ1 издетир 17 подле тц -ермшгской обработке Расстояние i-сждуч , мснтг -пб итонги 13 и ш 1 i in поя зг-ч ртюшего устрой v. гна si1 ю гн рсгуг ирусмым тя v /t ML U 5 1Л1М-, i i ганги i3
Д;П r рР-Л ДКИ И )Ј ЛИЙ 1 Ю ЛОжем Н
i j 4 Р поддррхлртющого устройстпа пицьсмник 18 и установленная на II if возможностью горизонтального пере- карет 19 с опорами 20 для изделии i f П дъеМ|1и( 18 установлен на основании 21 тележки 10 с размещением , .ор 20 каретки 1 между ложементами 14 i л по/щсоживающмх усгройств При этом опор i 20 и поадерх ив ющие устройства сдсположенн п параллельных плоскостях глсфые огрздяют а верхнем положении подъемника 1Ь R нижнем положении подь- euHHfq 11- плосюсть опор 20 расположена
под общей плитой 5 Каретка 19 выполнена с шестью рядами опор 20 пять из которых в исходной позиции расположены под каждым поддерживающим устройством т е
под изделием 17
На торце закалочной камеры 7 закреп лено запирающее устройство 22 крышки 15 Продольное перемещение тележки 10 осуществляется приводом 23 с реечной пе
0 редэчей 24 Для ограничения продольного хода тележки 10 установлены на станине 6 амортизаторы с упорами 25
Для подачи изделии 17 на нагрев и дальнейшую обработку служит конвейер5 накопитель 26 установленный перед индуктором 1 Конвейер 26 имеет свои опорные устройства 27 для укладки изделии 17 л пч исправления положения ияделии перед ie редачеи их в индуктоо 1 служит установ --н0 ныи на конвейере 26 механизм 28
На разгрузочной позиции за индукто ром 4 установлен бак 29 охлаждения на втором смонтирован питатель 30 служащий для приема изделии 17 после отпуска в
5 индуктор 4 и переноса его на расположенный о баке 29 цепной конвейер 31 который выгружает изделие после полного охлаждения в тару (не показана)
Установка работает следующим обра
0 эом
Изделия 17 подлежащие термической обработке укладывают в горизонтальном ПОППЖРНИИ на опорные устройства 27 кон нриера накопителя 26 и подают к индуктору
5 1 (Ы позиции загрузки перед подачей в индуктор положение изделия 17 коррекги- ру гея механизмом 28
Каретка 19 совершает рабочий ход в сторону конвейера 26 и первый ряд ее опор
0 20 располагается под изделием находя- ол мся на позиции загрузки Подъемник 18 при движении вверх поднимает каретку 19, и .пделие 17 захватывается опорами 20 За- том Ксфгткг 19 перемещается в сторону ин5 дуктора 1, перенося к нему изделие 18 опускается изделие укла- днпаетсл на ложементы 14 и 16 поддер- жива,ощегоустроистьа первого индуктора- индуктора 1 предварительного нагрева
0 Включ гтся привод 23 с реечной передачей 24, телехка 10 перемещается влево (фиг 3) и подает изделие в индуктор 1 Включается нагрев По истечении времени нагрев отключается, и тележка 10 возвращается на
5 исходную позицию выгружая изделие из индуктора 1 Подъемником 18 и кареткой 19 предварительно нагретое изделие 17 переносится на позицию окончательного нагрева Происходит загрузка его в индуктор 2 (аналогично зягрузке в индуктор
1 предварительного нагрева), После окончательного нагрева тележка 10 выносит из индуктора 2 нагретое изделие 17. Срабатывают подъемник 18 с кареткой 19, изделие 17 переносится на ложементы 14 и 16 перед закалочной камерой 7, Тележка 10 подает изделие в камеру 7, при этом крышка 15 герметично с помощью запирающего устройства 22 закрывает камеру 7. От станции охлаждающей жидкости (не показана) через камеру 7 пропускается поток жидкости, например воды. Происходит закалка изделия 17. Затем сжатым воздухом вода из камеры 7 вытесняется, камера 7 открывается, и закаленное изделие 17 выносится на исходную позицию тележкой 10. Дальнейший нагрев изделия 17 в индукторах 3 и 4 отпуска ( а также загрузка-выгрузка) происходит в той же последовательности, что и в индукторах 1 и 2 нагрева под закалку,
По окончании отпуска каретка 19 переносит деталь на опоры рамки питателя 30 бака 29 охлаждения. Рамка питателя 30 опускает изделие 17 в бак 29,сбрасывает его на цепной конвейер 31. Перемещаясь в баке 29 на конвейере 31, изделие охлаждаете я. Конвейер 31 выносит его и сбрасывает в тару (не показана).
Снзбхение установки тележкой, установленной с возможностью перемещения адоль осей индукторов и закалочной камеры, с проходящими через них штангами поддерживающих устройств обеспечивает загрузки-выгрузку изделий в замкнутые в поперечном сечении индукторы и закалочную камеру с торца, что необходимо для термической обработки длинномерных изделий, не являющихся телами вращения, для получения высокого качества их нагрева и закалки. Причем возможность укладки изделий в ложементы поддерживающих устройств, а не в центре, как в прототипе, делает установку многономенклатурной.
Размещение подъемника на основании тележки и так, чтобы опоры его каретки находились между ложементами поддерживающих устройств тележки при расположении их и опор каретки в параллельных плоскостях, которые совпадают в верхнем положении подъемника, а в нижнем позволяют
подъемнику заходить под основание, на котором установлены индукторы и закалочная камера, дает возможность исключить пересечение двух механизмов (тележки и подьем- ника), движущихся при загрузке-выгрузке
во взаимно перпендикулярных направлениях. Такое конструктивное выполнение не требует переналадки при загрузке-выгрузке и в частности, при изменении типоразмеров изделий. Обработка на такой установке происходит без длительных пауз, что способствует повышению качества обработки. При этом быстрая установка в ложементы поддерживающих устройств позволяет обрабатывать изделия любой конфигурации и
любой длины (за счет возможности регулировки расстояния между ложементами).
Формула изобретения
Установка для термической обработки длинномерных изделий, содержащая накопитель, плиту с закрепленными на ней индукторами и закалочной камерой, каретку с опорами для укладки изделий и подъемником, ванну окончательного охлаждения и склиз, отличающаяся тем, что, с целью повышения производительности путем сокращения времени на установку изделий различного типоразмера и пауз между операциями, она снабжена тележкой с параллельными рядами стоек, штангами и ложементами, при этом штанги закреплены на стойках одного ряда, а ложементы установлены на штангах и соосно на стойках
параллельного ряда, каретка размещена на тележке, а стойки установлены с возможностью перемещения одна относительно другой, причем индукторы выполнены многовитковыми, а тележка установлена с
возможностью перемещения вдоль продольной оси индукторов.
6Z
о ю сп
04
ю
(О
Ъл
ii
