Штамповку с косыми и спиральными зубьями, а также с внутренними спиральными шлицами производят обычно в специальных штампах сложной конструкции, причем процесс деформаця, металла при такой штамповке осуществляется пуансонами, рабочая поверхность каждого из которых соответствует впадине между зубьями. Перемещение деформирующих пуансонов происходит в горизонтальной ПЛОСКОСТИ под воздействием центрального пуансона, укрепленного в ползуне пресса.
Такой процесс штамповки мало производителен и приводит к значительному браку.
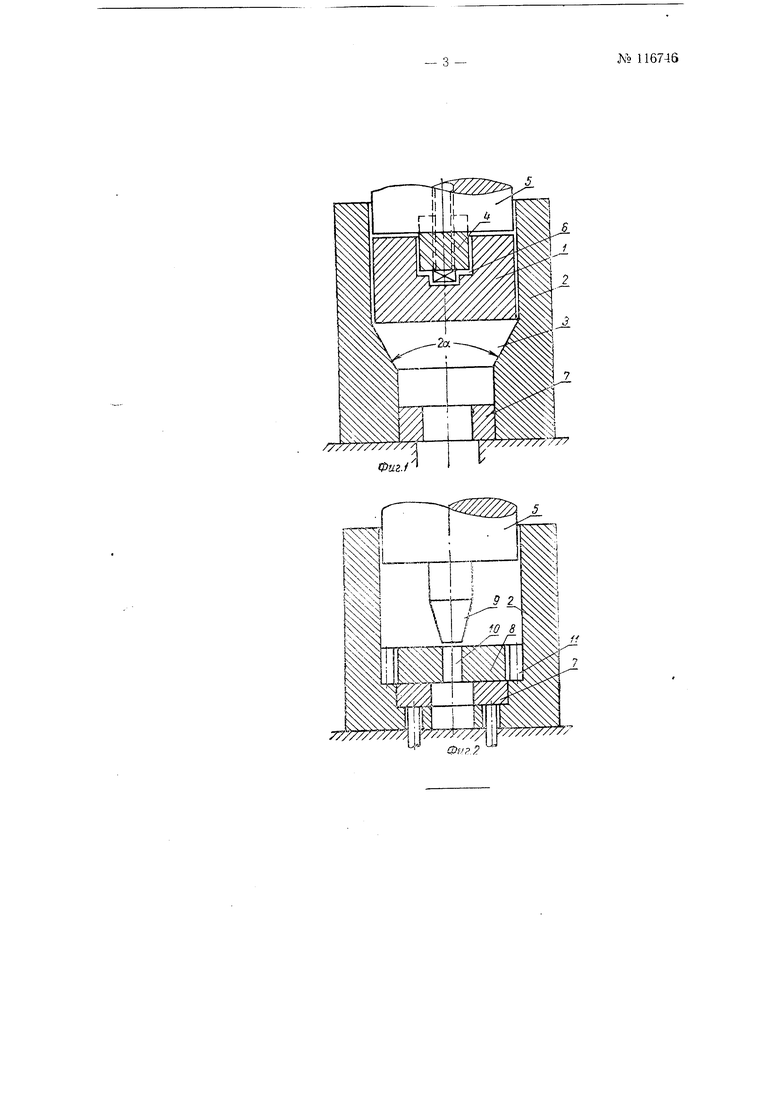
Предлагаемый штамп более производителен. Он состоит из одного пуансона, матрицы и приспособления для съема с нуаН|Сона и выталкивания из матрицы готовой продукции- При штамповке деталей внутреннего зацепления нижней части пуансона придают форму такой же детали наружного зацепления, причем во время процесса прессования пуансон продавливает металл в коническую выточку.
При штамповке деталей наружного зацепления нижняя ча;гть пуаисона выполняется в виде конуса, продавливающего металл в матрицу, выполненную в виде такой же детали внутреннего зацепленияНа фиг- 1 ноказан разрез продольный; штамп для получения деталей с внутренним зацеплением, на фиг. 2 - с наружным зацеплениемДля получения детали с внутренним зацеплением нагретая цилиндрическая заготовка 1 (фиг. 1) помещается в матрицу 2, имеющую две цилиндрические полости, соединенные конической полостью 3 с « от 30 до 60°. Нижней части 4 пуансона 5 придана форма с наружным косым ИЛИ спиральным зубом или со шлицем, размеры которых соответствуют размерам чистовой детали с учетом двойной укладки металла и припуска на окончательную механическую обработку.
При движении пуансона 5 вниз нижняя часть его свободно входит в ПОЛОСТЬ 6, предварительно вынолненную в заготовке. Под давлением
NO 116746
пуаксона исходная заготовка продвигается вниз, постзпая в коническую полость 3, где наружный диаметр заготовки уменьшается. В этот момент в результате радиального течения металла свободно заполняются впадины между зубьями нижней части пуансона.
В последний момент штамповки нижний конец заготовки достигает 3-порного кольца 7, в котором выполнено отверстие для лишнего объема металла заготовки, и полностью оформляются все поверхности поковки.
Для штамповки наружных зубьев и шлицев заготовке 8 (фиг. 2) придает.ся объем, соответствуюш,ий окончательной поковке.
Прошивная часть пуансона 5, выполненная в виде конуса, двигаясь вниз и входя в центральный канал 10 заготовки, вызывает расширение его диаметра и затекание металла во впадины зубьев 11 матрицы 2.
Как в первом, так и во втором с чучае толкатель (на фигурах не показан) , выталкивая поковку вверх, одновременно поворачивает ееПредмет изобретения
1.Штамп для радиальной формовки зубьев шестерен и других подобных деталей, состоящий из матрицы, пуанрона и приспогабления для съема с пуансона или выталкивания из матрицы готовой продукции, отли чающийся тем, что, с целью увеличения производительности штампа, нижняя часть пуансона при штамповке деталей внутреннего зацепления выполнена в виде такой же детали наружного зацепления для вхождения в выточку заготовки и продавливания ее пуансоном в коническую выточку матрицы.,
2.Видоизменение штампа по п. 1, отличающееся тем, что для щтамповки деталей наружного зацепления нижняя часть пуансона выполнена Б виде конуса для вхождения в выточку заготовки и продавливания ее пуансоном в матрицы, выполненной в виде такой же детали внутреннего зацепления.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОСАДКИ ОСЕСИММЕТРИЧНЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2006333C1 |
| Штамп Клещева Н.А.для радиального выдавливания зубчатых деталей | 1986 |
|
SU1397143A1 |
| Способ изготовления цилиндрических шестерен | 1980 |
|
SU946781A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ШЛИЦЕВЫХ ВТУЛОК | 1994 |
|
RU2070466C1 |
| Штамп для радиальной калибровки изделий | 1989 |
|
SU1706777A2 |
| ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ | 1992 |
|
RU2057613C1 |
| СПОСОБ И ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРОБОК ШАРОВЫХ КРАНОВ | 2017 |
|
RU2648916C1 |
| СПОСОБ ОБРАБОТКИ КОНЦОВ ТРУБ ДЛЯ СОЕДИНЕНИЙ ТРУБОПРОВОДОВ И ШТАМП, ИСПОЛЬЗУЕМЫЙ В ЭТОМ СПОСОБЕ | 2002 |
|
RU2222404C2 |
| Штамп с рифленым пуансоном для изготовления коллекторных втулок электрических машин | 1960 |
|
SU139706A1 |
| ВЫДАВЛИВАНИЯ ШЕСТЕРЕНс ЗУБЬЯМИ | 1964 |
|
SU166223A1 |