Известен штамн для холодного выдавливания шестерен с зубьями, содерл ащий матрицу, допускающую одновременное продавливание нескольких заготовок, и пуансон с плоским торцом.
Описываемый штамп позволяет получать изделия с плоскими торцами, для чего на торце пуансона выполнено коническое углубление, а выходная часть матрицы значительно удлинена.
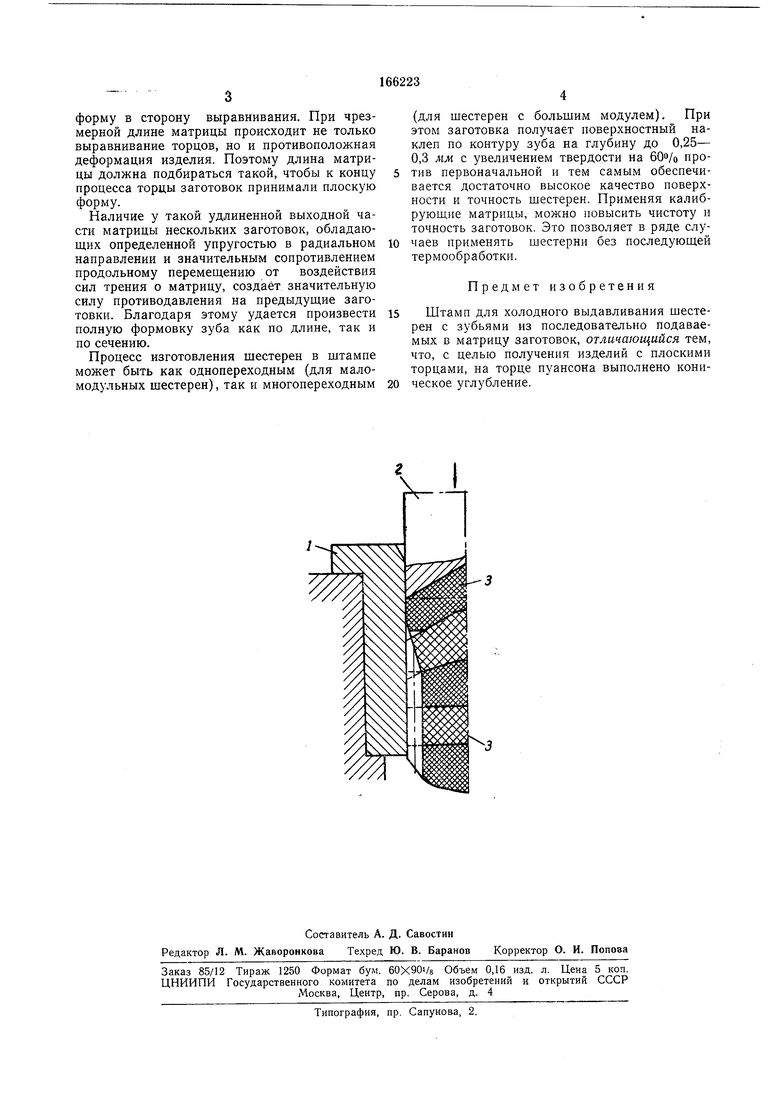
Схема работы предлагаемого штампа изображена на чертеже.
Штамп состоит из матрицы 1 и пуансона 2. Матрица в верхней своей части имеет цилиндрический контейнер, а в нижней - точную негативную форму зубьев изделия. Переходная зона между этими частями выполнена с уклоном до 15°. Во входной части переходной зоны контур зуба скруглен значительными радиусами, что улучшает затекание металла во впадины матрицы, ликвидирует подрезы на изделии и предотврашает образование налипания и надиров.
Пуансон снабжен коническим углублением на торце. Угол конуса этого углубления зависит от размеров заготовок 3 и количества их в матрице и подбирается экспериментально.
раоочии ход ползуна которого соответствует длине одной заготовки. Диаметры пуансона и контейнера равны наружному диаметру шестерни или цемиого больше его. При штамиовке в штампе для холодного выдавливания шестерен с зубьями используются цилиндрические заготовки из стали или цветных металлов и сплавов с плоскими торцами. Заготовки предварительно проходят отжиг, травление, меднение или фосфатирование и покрываются графито-масляной смазкой, например, типа УСс-А ГОСТЗЗЗ-55 с добавкой чешуйчатого графита.
Первая заготовка, штампованная в штампе,
получает недоформованные зубья и сферический торец, поэтому бракуется. При этом на верхнем его торце конической выемкой пуансона формируется коническая выпуклость. При штамповке второй заготовки, которая
укладывается в контейнер на первую заготовку, происходит не только вдавливание материала в зубья матрицы и иеремещение предыдушей заготовки дальше, но и деформация этой новой заготовки с образованием конусного углубления на нижнем ее торце и конусной выпуклости на верхнем торце.
форму в сторону выравнивания. При чрезмерной длине матрицы происходит не только выравнивание торцов, но и противоположная деформация изделия. Поэтому длина матрицы должна подбираться такой, чтобы к концу процесса торцы заготовок принимали плоскую форму.
Наличие у такой удлиненной выходной части матрицы нескольких заготовок, обладающих определенной упругостью в радиальном направлении и значительным сопротивлением продольному перемещению от воздействия сил трения о матрицу, создаёт значительную силу противодавления на предыдущие заготовки. Благодаря этому удается произвести полную формовку зуба как по длине, так и по сечению.
Процесс изготовления шестерен в штампе может быть как однопереходным (для маломодульных шестерен), так и многопереходным
(для шестерен с большим модулем). При этом заготовка получает поверхностный наклеп по контуру зуба на глубину до 0,25- 0,3 мм с увеличением твердости на 60о/о протин первоначальной и тем самым обеспечивается достаточно высокое качество поверхности и точность шестерен. Применяя калибрующие матрицы, можно повысить чистоту и точность заготовок. Это позволяет в ряде случаев применять шестерни без последующей
термообработки.
Предмет изобретения
Штамп для холодного выдавливания шестерен с зубьями из последовательно подаваемых в матрицу заготовок, отличающийся тем, что, с целью получения изделий с плоскими торцами, на торце пуансона выполнено коническое углубление.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ объемной штамповки зубчатых колес и шестерен | 1984 |
|
SU1488097A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 2007 |
|
RU2344016C2 |
| Способ изготовления полых изделий | 1992 |
|
SU1807914A3 |
| Способ изготовления цилиндрических шестерен | 1980 |
|
SU946781A1 |
| ШТАМП ДЛЯ ОСАДКИ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2023 |
|
RU2815516C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2010 |
|
RU2433012C1 |
| Способ холодной штамповки полумуфт | 2021 |
|
RU2781933C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 2003 |
|
RU2252836C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ГОРЯЧИМ ВЫДАВЛИВАНИЕМ НА ПРЕССАХ С ПОДВИЖНЫМ КОНТЕЙНЕРОМ | 2004 |
|
RU2259897C1 |
| Устройство для получения оболочки с переменной толщиной стенки по периметру | 2021 |
|
RU2763862C1 |
