Комбинированные штампы и их широкое применение общеизвестны. Предлагаемый комбинированный штамп с рифленым пуансоном обеспечивает получение путем поперечного выдавливания из трубчатой заготовки полного профиля коллекторных пластин и отличается тем, что матрица имеет две цилиндрические полости - верхнюю и нижнюю. Верхняя полость имеет больший диаметр, чем нижняя.
Предлагаемое изобретение имеет целью снижение трудоемкости изготовления коллекторных пластин, снижение расхода дефицитных материалов, обеспечение высокой стойкости штампа.
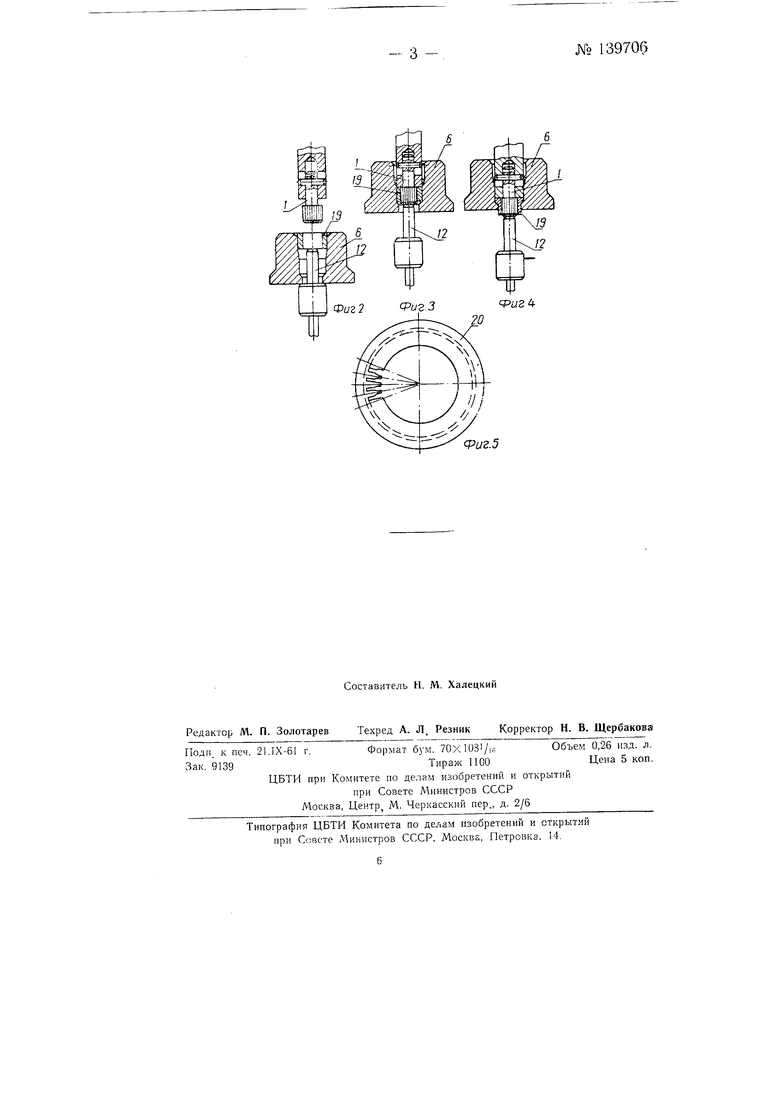
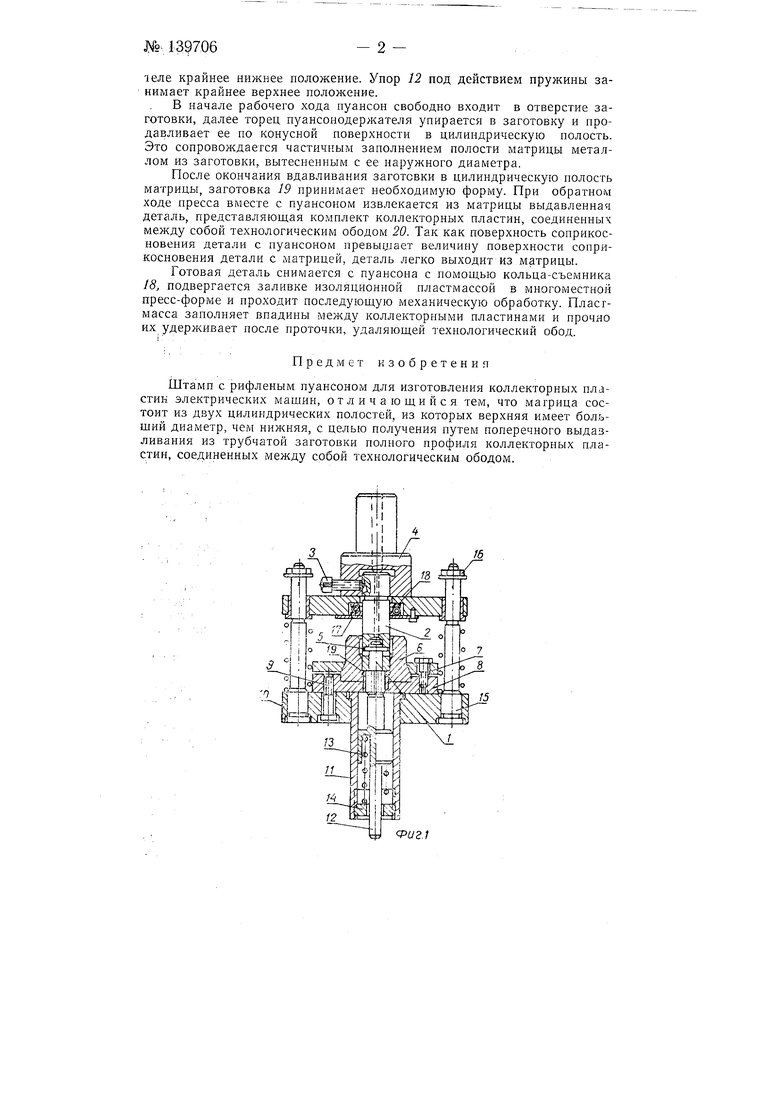
На фиг. 1 изображен штамп с рифленым пуансоном;, на фиг. 2 -положение заготовки в матрице; на фиг. 3 - начальный этап выдавливания пластин; на фиг. 4 - конечный этап выдавливания пластин; на фиг. 5 - комплект коллекторных пластин, соединенных технологическим ободом.
Пуансон штампа имеет некоторое осевое перемещение в пуансонодержателе 2, закрепленном болтом 3 в хвостовике 4.
Перемещениепуансона в пуансонодержателе ограниченно штифтом ). запрессованным в пуансоне и перемещающемся на 4-6 мм в продольном пазу пуансонодержателя.
Матрица 6 закреплена быстросъемным держателем 7 в обойме 8, соединенной винтами 9 с плитой 10 штампа, в которую запрессован стакан 11. В стакане перемещается упор 12, прижимаемый кверху пружиной 13, сжимаемой гайкой 14. В плите запрессованы две колонки J5, по которым перемещается плнта 10.
Крайнее верхнее положение плиты ограничено гайками 16. В гнезде съемника закреплено шайбой 17, состоящее из трех частей - кольцосъемник 18, стянутое спиральной пружиной.
При штамповке в матрицу 6 закладывается трубчатая заготовка J9. Пуансон 1 под действием собственного веса занимает в пуансонодержателе крайнее нижнее положение. Упор 12 под действием пружины занимает крайнее верхнее положение.
В начале рабочего хода пуансон свободно входит в отверстие заготовки, далее торец пуансоводержателя упирается в заготовку и продавливает ее по конусной поверхности в цилиндрическую полость. Это сопровождается частичным заполнением полости матрицы металлом из заготовки, вытесненным с ее наружного диаметра.
После окончания вдавливания заготовки в цилиндрическую полость матрицы, заготовка 19 принимает необходимую форму. При обратном ходе пресса вместе с пуансоном извлекается из матрицы выдавленная деталь, представляющая комплект коллекторных пластин, соединенных между собой технологическим ободом 20. Так как поверхность соприкосновения детали с пуансоном превышает величину поверхности соприкосновения детали с матрицей, деталь легко выходит из матрицы.
Готовая деталь снимается с пуансона с помощью кольца-съемника 18, подвергается заливке изоляционной пластмассой в многоместной пресс-форме и проходит последующую механическую обработку. Пласгмасса заполняет впадины между коллекторными пластинами и прочно их удерживает после проточки, удаляющей технологический обод.
Предмет изобретения
Штамп с рифленым пуансоном для изготовления коллекторных пластин электрических машин, отличающийся тем, что матрица состоит из двух цилиндрических полостей, из которых верхняя имеет больший диаметр, чем нижняя, с целью получения путем поперечного выдавливания из трубчатой заготовки полного профиля коллекторных пластин, соединенных между собой технологическим ободом.
Фиг.1
Фиг 2 Ри-г.ЗФиг 4
20
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для изготовления полых изделий из листовой заготовки | 1968 |
|
SU266711A1 |
| Устройство для штамповки полых изделий с наружным фланцем | 2019 |
|
RU2721340C1 |
| Штамп для вытяжки полых деталей с переменной толщиной стенки по высоте | 2019 |
|
RU2705829C1 |
| Штамп для вытяжки с утонением | 2019 |
|
RU2705830C1 |
| Штамп для выдавливания | 1987 |
|
SU1600898A1 |
| Штамп последовательного действия | 1989 |
|
SU1606238A1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| СПОСОБ ОБРАТНОГО ВЫДАВЛИВАНИЯ ЦИЛИНДРИЧЕСКИХ И ПРИЗМАТИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2166398C2 |
| Штамп для объемной штамповки деталей | 1986 |
|
SU1449223A1 |
| Штамп для выдавливания деталей типа ролика | 1985 |
|
SU1276415A2 |