В обычно применяемых многогюзицнониых автоматах для изготовления литейных форм отвердение форм углекислым газом произнодптся в отдельных позициях вне зависимости от работы формовочного автомата. Помимо этого, операции обдува, опрыскивания и съема готовых форм в большинстве случаев не совмещаются с основными операциями автомата.
Описанная конструкция формовочного автомата не имеет указанных недостатков. В устройстве применена газосушильная камера, подпружиненный клапан которой при ее опускании взаимодействует с центральным штырем в форме для включения подачи газа в кольцевую перфорированную трубу, а также обдувоопрыскиватель и съемное устройство, монтированные на одной поворотной траверсе. Обдувоопрыскиватель снабжают выпуклой перфорированной крышкой для равномерного обдчъа и опрыскивания одновременно всей поверхности пресс-формы.
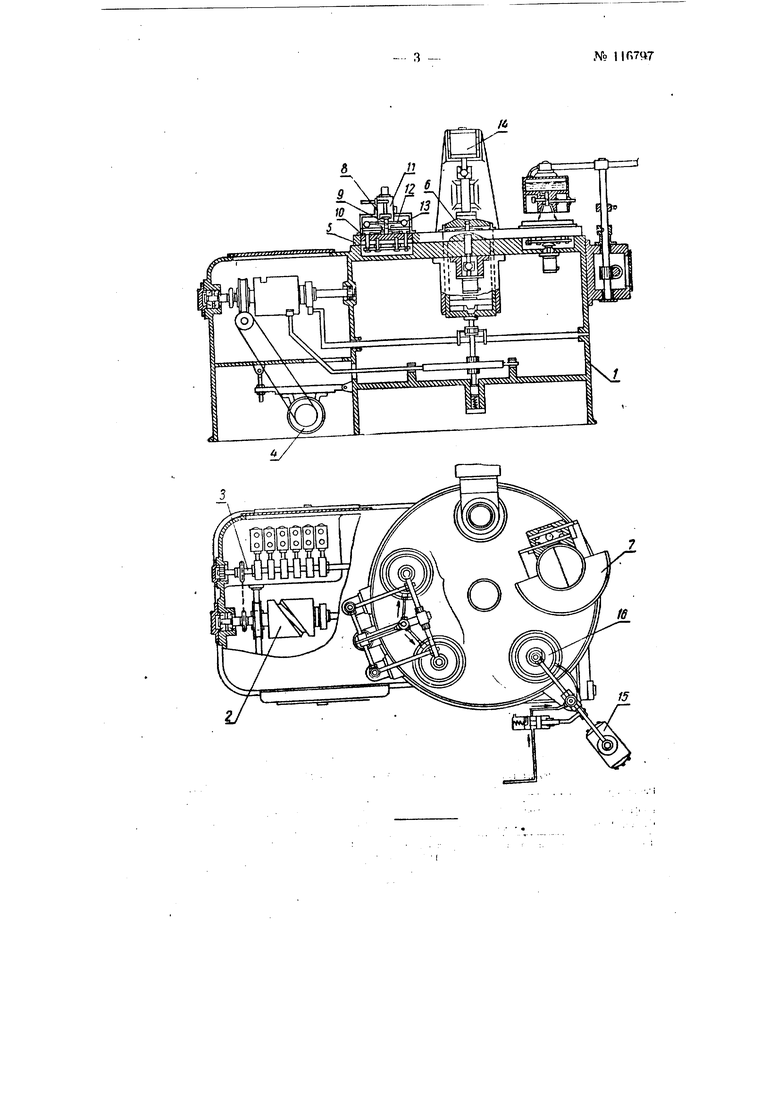
На чертеже показан предлагаемый формовочный автомат в плане (внизу) и в разрезе (вверху).
Литая станина / имеет несколько отсеков. В одном отсеке станины расположен распределительный вал 2с одной барабанной и одной дисковой кромкой и гидрокулачковый вал 3, управляющий золотниками приводимых гидравлических цилиндров исполнительных звеньев автомата.
В другом отсеке расположен электродвигатель 4 привода раснредслительных валов.
В третьем отсеке расположен поворотный стол 5, опирающийся на опорную плиту, которая крепится на станине.
Поворотный стол 5 имеет пять фиксированных положений. На рабочей поверхности стола крепится пять пресс-форм 6, предназначенных для формовки. Стол приводится во вращение от реечного механизма, помещенного в станине.
Зягрузка пресс-форм производится из бункераf, который расположен в позиции загрузки. В качестве механизма, осуществляющего за67972 - у iipccc-ijwpMbi смоснмн, iipnMOFt(4i гидравлический цилиндр и ресчородачп.
1.11Я сутки фо|)м прпмонеи гязосушильная камера 8) автоматизиuiH процесс глзовой сушки. Газосушильные камеры (их дне) распо1ТСЯ в позициях сушки форм.
Трпемиые полости газосушильных камер находятся под постоянным
Пием углекислого газа, поступающего из ресивера.
I исходЕюм положении перепускной золотник 9 камеры закрыт и нася в нижнем положении. В дальнейшем крышка JO накрывает
-форму. В корпусе клапана // открывается перепускное отверстие и
ислый газ поступает в лучевые трубки 12, а из них-в кольцевую
)рированную направляющую трубу 13, через отверстия в которой
тся в форму.
1ля уплотнения формовочной смеси ирименен гидравлический ци) 14, помещенный на стойке в-позиции прессования.
1одъем формы осуществляется гидравлическим съемником /5, раскенным в позиции разгрузки.
/ъемиик 15 форм предназначен для принятия формы после ее водъепресс-формы и удержания ее во время транспортировки на приемстол. Он смонтирован на рабочей траверзе с обдувоопрыскиваfC,.
)бду1юопрыскиватель 16 предназначен для очистки моделей и рабооверхности пресс-формы от частиц смеси и для опрыскивания мо; и пресс-формы.
Тосле подъема формы сжатый воздух поступает в смесительную каи через отверстия в направляющей крышке подается к рабочей поости пресс-формы и обдувает ее, Одновременно сжатый воздух подся в камеру, где находится смазочная жидкость, создает распылен:месь, которая подается на рабочую поверхность модели и прессы.
П р е д м с г и 3 о б р е i е н и я
. Пятипозицйонный формовочный авгомат карусельного тина для ения форм методом химического твердения, отличающийся то, с целью улучшения просушки форм и уменьшения расхода углего газа, применяют газосушильную камеру, подпружиненный клаоторой при ее опускании взаимодействует с центральным штырем ме для включения шодачи газа в кольцевую перфорированную
. Форма выполнения автомата по п. 1, отл ич а юша я с я тем, что, ью совмещения операций обдува, опрыскивания и съема готовых обдувоопрыскиватель и съемное устройство монтируют на одной отной траверсе, а обдувоопрыскиватель снабжают выпуклой перюванной крышкой для равномерного обдува и опрыскивания однонно всей поверхности :пресс-формы.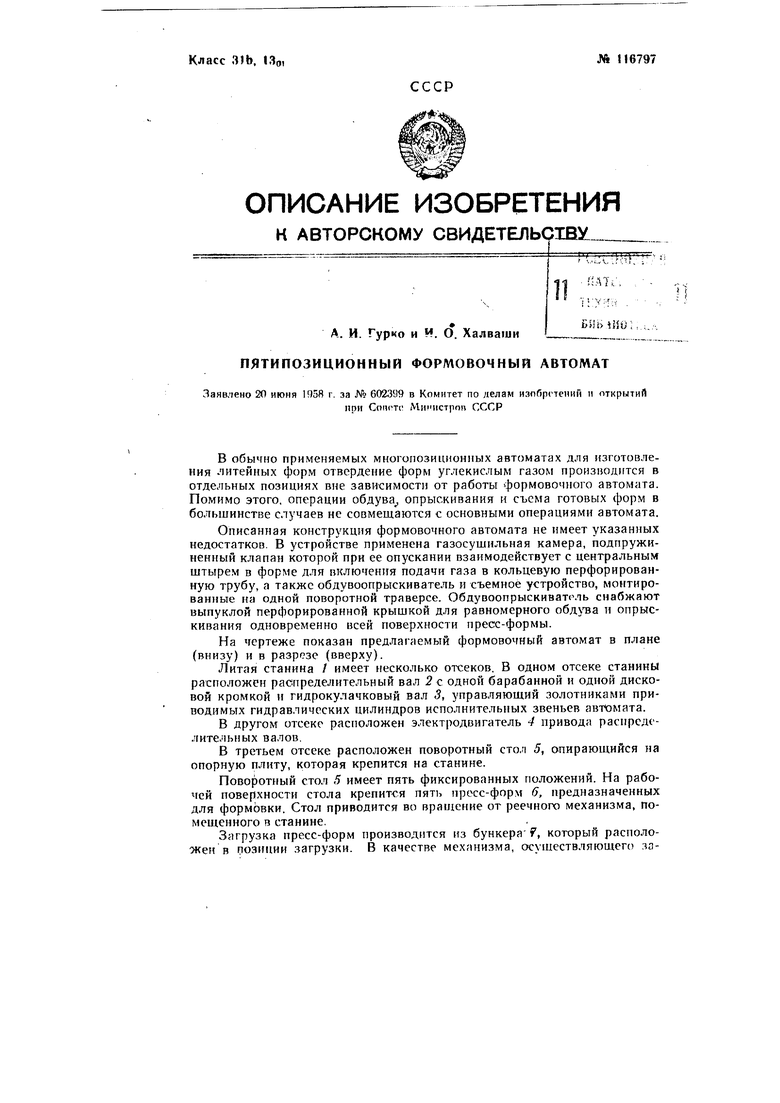
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный формовочный автомат карусельного типа | 1957 |
|
SU112150A1 |
| Многопозиционный автомат непрерывного действия для штамповки формы | 1959 |
|
SU122260A1 |
| Формовочный автомат карусельного типа | 1986 |
|
SU1400763A1 |
| йи;ЕСОЮЗНАЯ | 1973 |
|
SU374071A1 |
| Пресс для изготовления изделий из стекла | 1982 |
|
SU1060577A1 |
| ОДНОПОЗИЦИОННЫЙ ФОРМОВОЧНЫЙ АВТОМАТ | 1990 |
|
RU2014943C1 |
| Роторная линия для центробежного литья гильз | 1981 |
|
SU1012500A1 |
| Гидравлический пресс с поворотным столом для прессования абразивных кругов | 1949 |
|
SU81116A1 |
| Многопозиционный прессово-формовочный автомат | 1984 |
|
SU1235622A1 |
| Способ сборки безопочных форм в вертикальную стопку и устройство для его осуществления | 1988 |
|
SU1719149A1 |