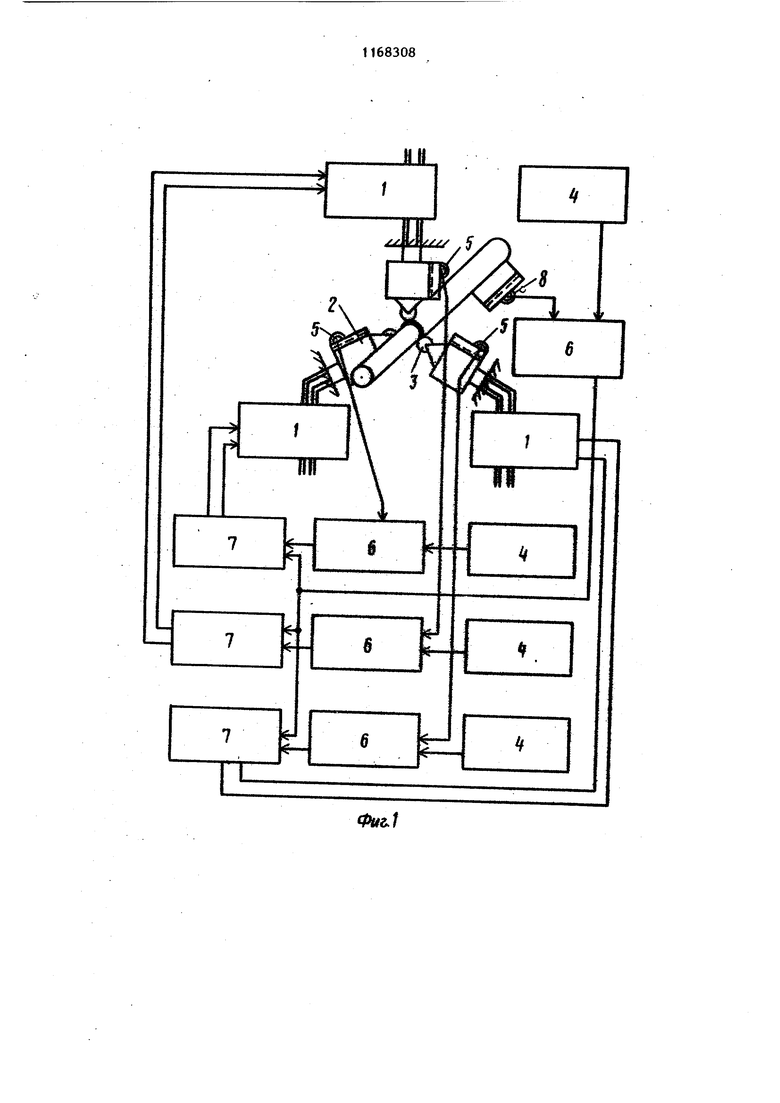
Изобретение относится к области прокатного производства, а точнее к устройствам программного управления положением нажимных.;механизмов многовалкового прокатного стана, и наиболее эффективно может быть использовано в рабочих клетях станов попереч но-винтовой прокатки для управления перемещением валков по заданной прог рамме при прокатке периодических профилей. Целью изобретения является улучшение качества изделий за счет повышения надежности и точности отработки размеров. На фиг. 1 изображена структурная схема устройства для трехвалкового стана поперечно-винтовой прокатки, на фиг. 2 - структурная схема блока логики. Устройство программного управления содержит управлякадие преобразователи 1, изменяющие подачу рабочей жидкости в гидроцилиндры 2, перемешакяцие рабочие валки 3, независимые контуры регулирования положения каждого нажимнго механизма и контур измерения положения заготовки, включающие программные переключатели 4, при помощи, которых задаются геометри ческие размеры каждого перехода изделия, датчики 5 положения нажимных механизмов, в качестве которых используются преобразователь перемещение-код, отражающий в форме десятичного кода текущее положение соответствующего механизма, блоки 6 сравнения, в которых число, заданное программными переключателями 4, сравнива ется с числом, зафиксированным датчи ками 5 и выдакщими сигнал в блоки 7 логики при равенстве сравниваемых чисел, датчик 8 положения заготовки (фиг. 1). Схема блока 7 логики включает в себя триггер 9 с раздельными входами соединенными с выходами формирователей 10 коротких импульсов, вьтолненных, например на дифференцирующих цепочках, и переключатель 11 направления, вход которого соединен с выходом триггера 9.Блок 7 логики вьздае команды на управляющий преобразователь 1 соответствунщего нажимного механизма (фиг. 2). Выходы датчиков 5 и программных переключателей 4 соединены с соответ
ствующиьш входа блоков 6 сравнения, выходы блоков 6 сравнения в контурах нажимных механизмов соединены с первыми входами соответствун ф1х блоков 7 лоГики, а вторые входы, блоков 7 логики - с выходом блока 6 сравнения в контуре изменения положения заготовки, выходы блоков 7 логики соединены с входаьш соответствующих управляющих преобразователей. . Устройство работает следукицим образом. При помощи программных переключателей 4 контура измерения положения заготовки задается координата начала перехода на изделии, а на программных переключателях контуров управления нажимных механизмов задается радиус перехода на изделии. Переключателем 11 направления вручную задается направление перемещения валка на каждом переходе. В исходном положении на входах А и В триггера 9 сигналов нет, триггер находится в нулевом положении и на его выходе С управлякидего сигнала нет. В процессе прокатки заготовка перемещается вдоль оси прокатки и при достижении ею начала перехода код числа с датчика 8 и код, заданный программным переключателем 4 контура измерения положения Заготовки, совпадут и на выходе блока 6 сравнения этого контура появится сигнал, который пройдет через формирователь 10 и по входу А переключит триггер 9 в единичное положение. При этом на выходе С появится сигнал, по которому управлякщий преобразователь 1 сводит или разводит валки в зависимости от положения переключателя 11. Валок начнет перемещаться до тех пор, пока не достигнет положения, запрограммированного на программном переключателе 4 в контуре управления валком. Это положение валков соответствует заданному диаметру перехода на изделии. При увеличении количества переходов на изделии, соответственно, увеличивается количество программных переключателей 4, схем сравнения в блоках 6, а также триггеров, формирователей и переключателей направления в блоке 7.
Фаг,1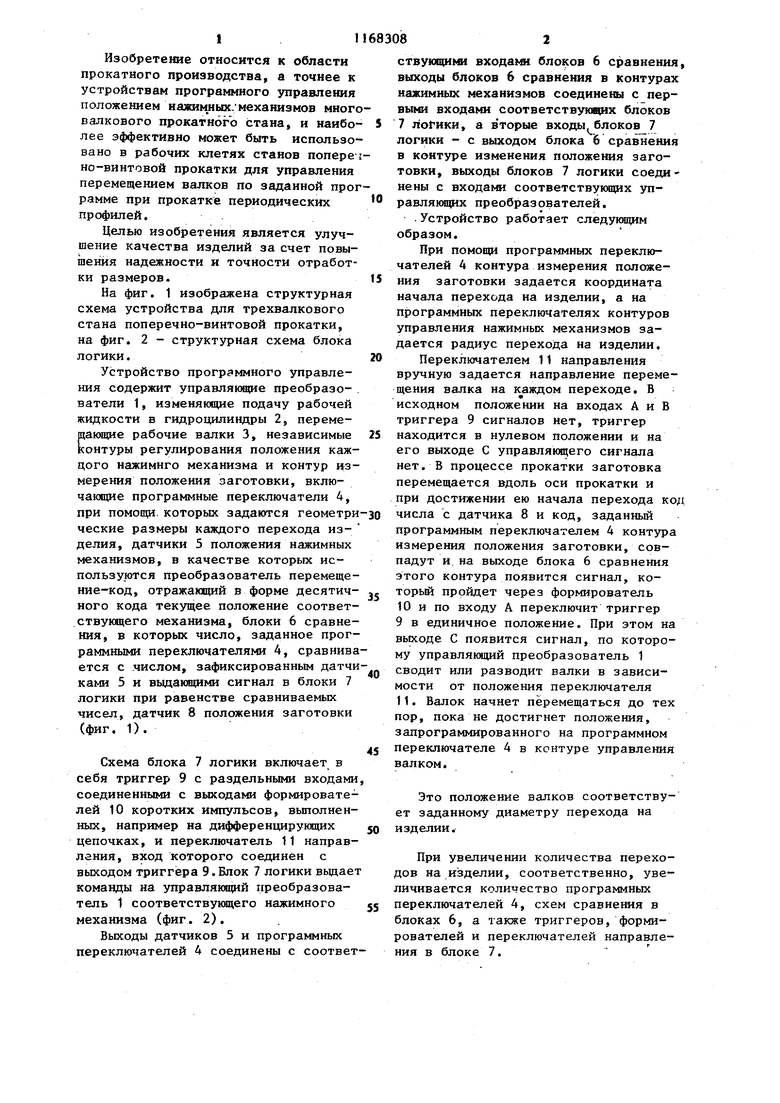
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство программного управления положением нажимных механизмов многовалкового прокатного стана | 1981 |
|
SU954129A1 |
| Устройство программного управления положением нажимных механизмов многовалкового прокатного стана | 1978 |
|
SU759162A1 |
| Устройство программного управления положением нажимных механизмов многовалкового прокатного стана | 1984 |
|
SU1219192A1 |
| Устройство для управления положением гидравлических нажимных механизмов | 1980 |
|
SU882673A1 |
| Гидравлическое нажимное устройство многовалковой рабочей клети поперечной прокатки | 1974 |
|
SU516440A2 |
| Гидравлическое нажимное устройство многовалковой рабочей клети поперечной прокатки | 1975 |
|
SU558742A2 |
| Система управления нажимным механизмом прокатного стана | 1980 |
|
SU908443A2 |
| УСТРОЙСТВО ПРОГРАММНОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ НАЖИМНЫХ МЕХАНИЗМОВ МНОГОВАЛКОВОГО СТАНА ПОПЕРЕЧНО-БИНТОВОЙ ПРОКАТКИ | 1973 |
|
SU394120A1 |
| Гидравлическое нажимное устройство многовалковой рабочей клети поперечной прокатки | 1979 |
|
SU854476A1 |
| Устройство автоматического устранения проскальзывания рабочих валков относительно опорных | 1978 |
|
SU774641A1 |
1. УСТРОЙСТВО ПРОГРАММНОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ НАЖИНШЛХ МЕХАНИЗМОВ МНОГОВАЛКОВОГО ПРОКАТНОГО СТАНА, содержащее независимые контуры регулирования положения каждого нажимного механизма, включаклще датчики положения, присоединенные к исполнительному узлу нажимного механизма через управляющий преобразователь, а также датчик положения заготовки и программные переключатели, отли.чающееся тем, что, с целью улучшения качества изделий путем повышения надежности и точности отработки размеров, в каждый контур регулирования введены блок сравнения и блок логики, а также блок сравнения в контуре измерения положения заготовки, причем выходы датчиков положения и программных переключателей соединены с соотвётcтгyюlqи e{ входами блоков сравнения, выходы блоков сравнения в контурах иажимш 1Х механизмов соединены с первыми входаьш соответствующих блоков логики, а вторые входы блоков логики - с выходом блока сравнения в контуре измерения положения заготовки и выходы блоков логики соединеш 1 с входами соответствующих управляющих преобразователей. 2. Устройство по п. 1, отличающееся тем, что блок логики состоит из триггера раздельные входы которого соединёшл с формирователями коротких импульсов, а выходы - с переключателями направления перемещения нажимного механизма. О) 00 оо о оо
Фиг 2
| ГИДРАВЛИЧЕСКОЕ НАЖИМНОЕ УСТРОЙСТВО МНОГОВАЛКОВОЙ РАБОЧЕЙ КЛЕТИ ПОПЕРЕЧНОЙ ПРОКАТКИ | 0 |
|
SU298396A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| УСТРОЙСТВО ПРОГРАММНОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ НАЖИМНЫХ МЕХАНИЗМОВ МНОГОВАЛКОВОГО СТАНА ПОПЕРЕЧНО-БИНТОВОЙ ПРОКАТКИ | 0 |
|
SU394120A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
