составе связанных с подвижными частями гидроцилиндров следящих золотников, контактирующих с ними винтовых упоров, гидроусилителей с шаговыми электродвигателями, подключенных к программному устройству, устройство дополнительно содержит два датчика положения рабочих валков и реечную передачу, причем первый датчик положеня рабочих аалков соединен с первым входом блока сравнения, а второй датчик - со вторым его входом.
Такое конструктивное выполнение гидравлического нажимного устройства многовалковой рабочей клети поперечной прокатки позволяет за счет наличия второй дополнительной обратной связи, состоящей из подключенных к программному устройству через блок сравнения датчиков истинного положения рабочих валков и реечных передач исключить влияние податливости элементов рабочей клети и погрешностей в механизме перемещения следящего золотника на точность установки валков в заданное положение и точность прокатываемых изделий и, таким образом, так вести регулирование положением рабочих валков, что они точно обрабатывают заданную программным устройством программу.
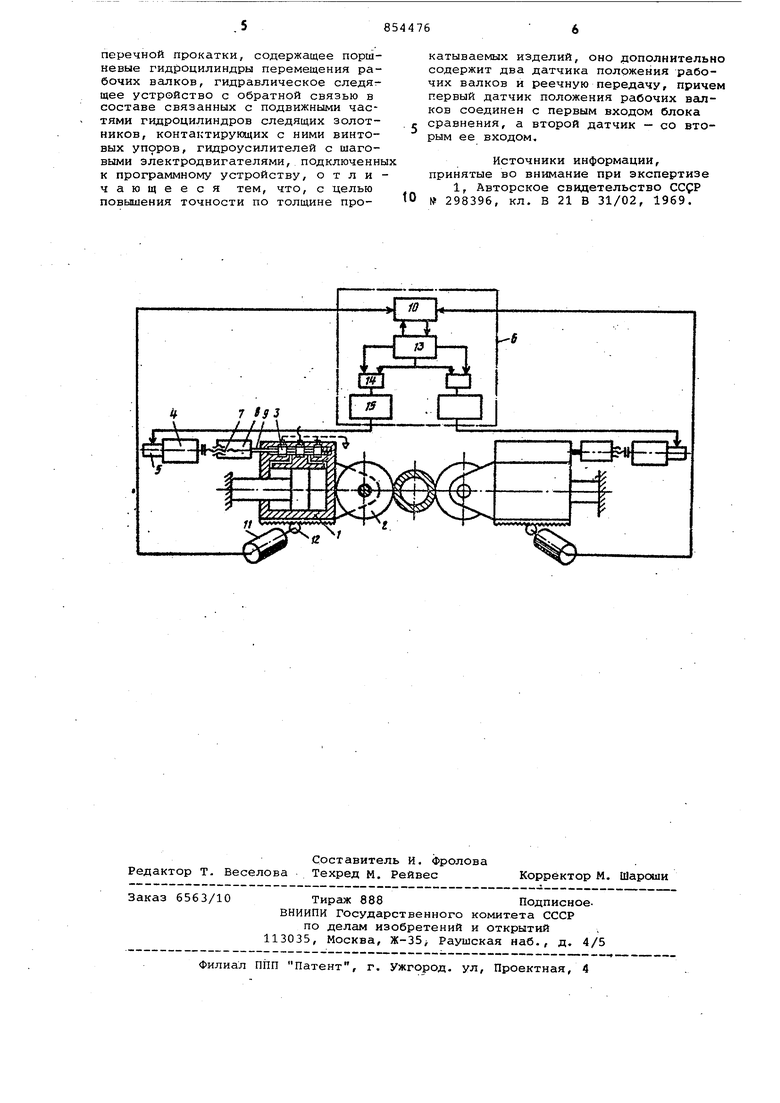
На .чертеже изображена структурнокинематическая схема нажимного устройства.
Гидравлическое нажимное устройство многовалковой рабочей клети поперечной прокатки состоит из поршневых гидроцилиндров 1, к подвижным корпусам которых прикреплены рабочие валк 2 и следящие золотники 3, комплектных гидроусилителей 4 с шаговым двигтелем 5, подключенным к программному устройству 6, винтовых пар 7 с упорами 8, контактирующими со щупами 9 следящих золотников 3. Подвижный корпус гидроцилиндра 1 и корпус следящего золотника 3, закрепленного на корпусе гидроцилиндра 1, образуют первую обратную связь. Устройство имет вторую обратную связь, состоящую из подключенных к программному устроству б через блок 10 сравнения датчиков 11 истинного положения рабочих валковJ вернее корпусов гидроцили«дров, иреечных передач 12. Датчик истинного положения представляет собой преобразователь истинного положения узла валка в цифровой код. Таким датчикс||л является, например широкораспространенный кодовый преобразователь типа КП-3. Датчик истинного положения устанавливается на отдельной опоре, не связанной со станинсУй рабочей клети. Программное устройство б включает также задающий блок 13 электрические вентили 14 и многотактные электронные коммутаторы 15. Блок 10 сравнения предназначен для сравнеНИН истинных положений валков в цифровой форме, определения величины рассогласования положения валков и выдачи команды в «задающий блок 13 для соответствующей индивидуальной корректировки валка. Задающий блок 13 служит для управления электрическими вентилями (открыть-закрыть) и выдачи управляющих импульсов через один из открытых вентилей на вход соответствующих коммутаторов для установки валка в заданное положение на величину корректируюш.его сигнала.. Задание в задающий блок 13 вводится из ;... блока 10 сравнения и представляет собой логический код О или 1.
5 Сравнение перемещения валков производится по абсолютному значению линейных перемещений.
Устройство работает следующим образом.
Задающий блок 13 программного уст0ройства б через электрические вентили 14 .и многотактные электронные коммутаторы 15 подает, согласно программе, импульсы на шаговые электродви- гатели 5 комплектных гидроусилите5лей 4, которые вращая винты винтовых пар 7 перемещают упоры 8, к которым пружинами прижаты щупы 9 следящих золотников 3. Следящие золотники 3, корпуса которых закреплены на подвиж
0 ных корпусах гидроцилиндров 1, чем обеспечивается первая обратная связь,. управляют перемещением рабочих валков 2 по заданной программе. В том случае, если рабочие валки 2 неточно
5 отработают заданный программой сигнал, датчики 11 истинного положения . рабочих валков 2 выдают электрический сигнал в блок 10 сравнения программного устройства б, который че- . рез задающий блок 13, вентили 14 и
0 коммутаторы 15 производит коррекцию положения рабочего валка 2. Для ис-, ключения влияния податливости элементов рабочей клети на точность установки валков 2в заданное положение
5 датчики 11 истинного положения рабочих валков 2 закреплены на независимых от клети опорах, не связанных со станиной рабочей клети.
Таким образом, рабочие валки 2
0 с вь1сокой точностью устанавливаются в заданное положение независимо от п.огрешностей в механизмах перемещения следящих золотников 3 и податливости элементов рабочей клети.
5
Предлагаемое гидравлическое нажимное устройство многовалковой рабочей клети поперечной прокатки по сравнению с известными позволяет повысить качество проката путем увеличения тоности отработки профиля рабо0чими валками и обеспечивает сокращение отходов металла в стружку. Формула изобретения
Гидравлическое нажимное устройство многовалковой рабочей клети по5перечной прокатки, содержащее поршневые гидроцилиндры перемещения рабочих валков, гидравлическое следятщее устройство с обратной связью в составе связанных с подвижными частями гидроцилиндров следящих золотников, контактирующих с ними винтовых упоров, гидроусилителей с шаговыми электродвигателями, подключенн к программному устройству, отли чающееся тем, что, с целью повьошения точности по толщине прокатываемых изделий, оно дополнительно содержит два датчика положения рабочих валков и реечную передачу, причем первый датчик положения рабочих валков соединен с первым входом блока сравнения, а второй датчик - со вторым ее входом. Источники информации, принятые во внимание при экспертизе 1, Авторское свидетельство № 298396, кл. В 21 В 31/02, 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для перемещения кор-пуСА C РАбОчиМ ВАлКОМ | 1979 |
|
SU837518A1 |
| Устройство для управления положением гидравлических нажимных механизмов | 1980 |
|
SU882673A1 |
| Рабочая клеть трубопрокатного стана | 1987 |
|
SU1493341A1 |
| Устройство для перемещения рабочего валка | 1977 |
|
SU654341A1 |
| Гидравлическое нажимное устройство многовалковой рабочей клети поперечной прокатки | 1974 |
|
SU516440A2 |
| Устройство программного управления положением нажимных механизмов многовалкового прокатного стана | 1978 |
|
SU759162A1 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| Устройство программного управления положением нажимных механизмов многовалкового прокатного стана | 1983 |
|
SU1168308A1 |
| Гидравлическое нажимное устройство прокатной клети | 1986 |
|
SU1319959A1 |
| Устройство программного управления положением нажимных механизмов многовалкового прокатного стана | 1981 |
|
SU954129A1 |
