Изобретение относится к сортировке и может быть использовано в приборостроении для автоматизации сборочных работ, требующих сортировки и ориентированной подачи однотипных миниатюрных движущихся деталей с выступами, в частности литерных колодок гшщущих мащин или других печатающих устройств.
Цель изобретения - повыщение производительности и надежности сортировки.
На чертеже схематически изображено устройство для сортировки и ориентирования деталей.
Устройство для сортировки и ориентирования деталей с выступами содержит подающий лоток 1 вибробункера 2, на котором на позиции сортировки Б неподвижно установлен вакуумный 3 с опорной поверхностью 4, имеющей впадины, форма которых соответствует форме выступов сортируемых деталей 5, соединенный посредством воздушных каналов б с блоком управления, и накопитель отсортированных и ориентированных деталей (не показаны). В вибробункере выполнен паз В. Блок управления состоит из вакуумного блока 7, внутри которого имеются каналы 8, 9 и 10, поплавок 11 и бесконтактный датчик (не показан), и сообщенного с ним электропневмоклапана 12, одно выходное отверстие которого через дроссель Dj сообщено с атмосферой, а второе через второй дроссель Da - с вакуумным захватом 3.
Каналы, соединяющие электропневмоклапан 12 с вакуумным блоком 7, обозначены буквами А, П, О.
Устройство работает следующим образом.
Сжатый воздух от блока подготовки воздуха по каналу 8 попадает в вакуумный блок 7, далее - в канал О электропневмоклапана 12 и через канал А и дроссель D -
в атмосферу. При этом в канале 10, а следовательно, и в каналах 6 вакуумного захвата 3 создается вакуум и начинается подсос воздуха из атмосферы. Движущаяся по подающему лотку 1 деталь 5, попавшая в позицию сортировки Б, форма выступов которой не совпадает с формой впадин, имеющихся на опорной поверхности 4, не захватывается захватом 3 из-за подсоса атмосферного воздуха в каналы 6. Такая деталь проходит позицию сортировки Б и
5 падает на дно вибробункера.
Если форма выступов детали, попавшей в позицию сортировки Б, совпадает с формой впадин, имеющихся на опорной поверхности 4, она удерживается захватом 3. При этом каналы 6 перекрываются и происходит скачкообразное возрастание величины вакуума в каналах 9 и 10, в результате чего поплавок 11 поднимается вверх, срабатывают бесконтактный датчик и электропневмоклапан 12, соединяя каналы О и П. Сжатый воздух через дроссель Dg поступает в каналы 6, сдувает захваченную деталь в паз В. откуда она поступает в накопитель. После этого поплавок 11 опускается вниз, а клапан 12 и вся система возвращается в исходное состояние.
0 Предлагаемое устройство позволяет увеличить производительность сортировки и ориентированной подачи деталей на 280% путем осуществления данного процесса в непрерывном режиме без операции перемещения вакуумного захвата и повысить надежность за счет самоочищения вакуумных каналов.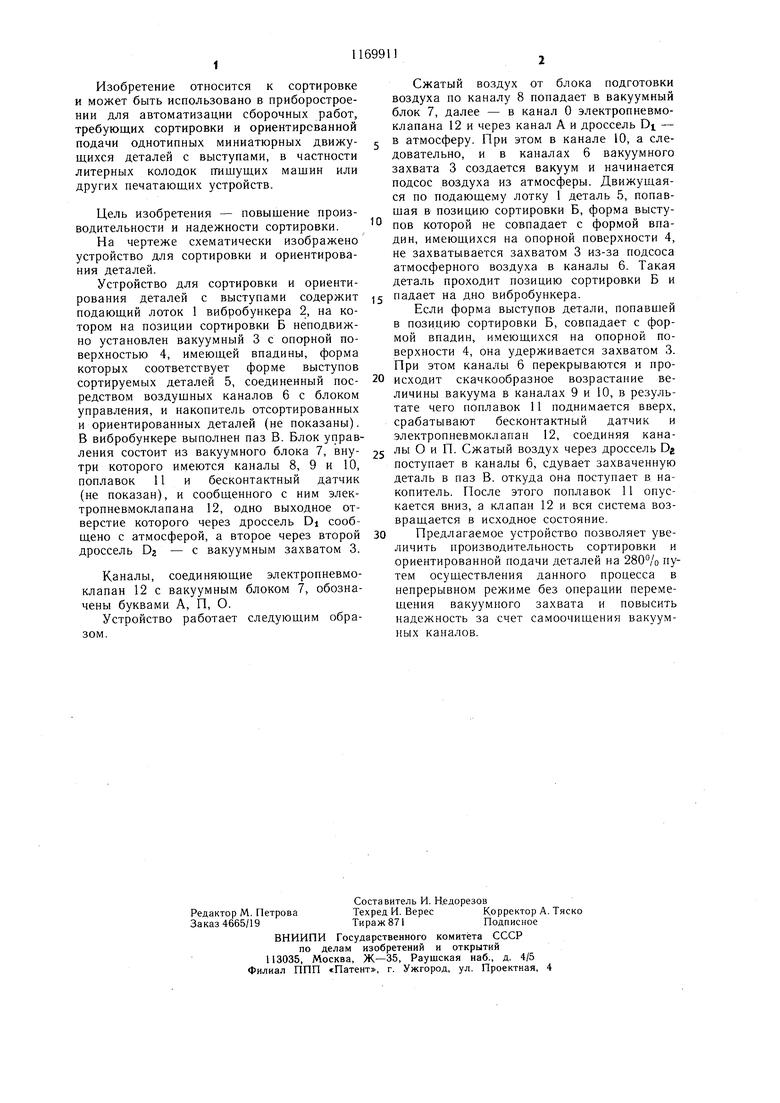
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОРИЕНТИРОВАННОЙ ПОДАЧИ СТРАТИФИКАТОРОВ | 1993 |
|
RU2053094C1 |
| Устройство для сортировки радиодеталей по электрическим параметрам | 1981 |
|
SU1010736A1 |
| ЗАХВАТ ПРОМЫШЛЕННОГО РОБОТА | 2002 |
|
RU2228258C2 |
| Автомат для контроля и сортировки герконов | 1990 |
|
SU1749941A1 |
| Измеритель-эвакуатор порций молока в потоке | 1983 |
|
SU1158117A1 |
| Шагающий робот для перемещения по произвольно ориентированной в пространстве поверхности | 1989 |
|
SU1782849A1 |
| Устройство для контроля и сортировки балансов часовых механизмов | 1988 |
|
SU1619227A1 |
| Автомат для контроля и сортировки герконов | 1989 |
|
SU1772835A1 |
| АВТОМАТ ДЛЯ СОРТИРОВКИ ПРЕДМЕТОВ ПО ЦВЕТУ | 1970 |
|
SU260311A1 |
| Автомат для контроля и разбраковки деталей | 1987 |
|
SU1470363A1 |
1. УСТРОЙСТВО ДЛЯ СОРТИРОВКИ И ОРИЕНТИРОВАНИЯ ДЕТАЛЕЙ С ВЫСТУПАМИ, содержащее подающий лоток, вакуумный захват с опорной поверхностью, имеющей впадины, форма которых соответствует форме выступов деталей, соединенный посредством воздушных каналов с блоком управления, и накопитель отсортированных и ориентированных деталей, отличающееся тем, что, с целью повышения производительности и надежности сортировки, вакуумный захват установлен неподвижно на подающем лотке, а блок управления выполнен с возможностью автоматической смены направления потока воздуха в каналах вакуумного захвата. 2. Устройство по п. 1, отличающееся тем, что блок управления состоит из вакуумного блока и сообщенного с ним электропневмоклапана, одно выходное отверстие которого через дроссель сообщено, с атмосферой, а второе через второй дроссель - с вакуумным захватом, причем вакуумный блок содержит электрически связанный с электропневмоклапаномбесконтактный i датчик и канал с поплавком, установленным с возможностью перемещения и воздейст(Л вия на бесконтактный датчик. О5 со со
| Иванов А | |||
| А | |||
| Проектирование систем автоматического манинулирования миниатюрными изделиями | |||
| М., Машиностроение, 1981, с | |||
| Ударно-вращательная врубовая машина | 1922 |
|
SU126A1 |
| Аппарат, предназначенный для летания | 0 |
|
SU76A1 |
