Изобретение относится к литейному производст-ву и может быть использовано для И9готовлет1я модельных звеньев в автоматизированном производстве литья по выплавляемым моделям.
Цель изобретения - уменьшение габаритов пресс-формы и повышение надежности работы.
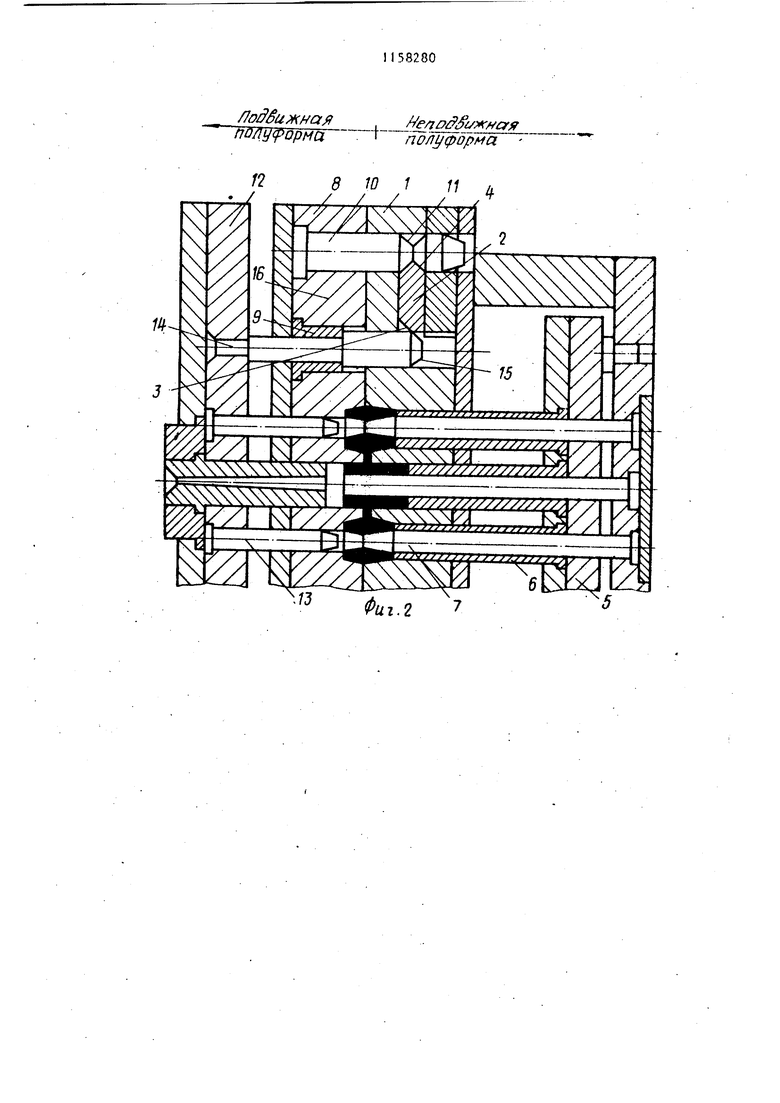
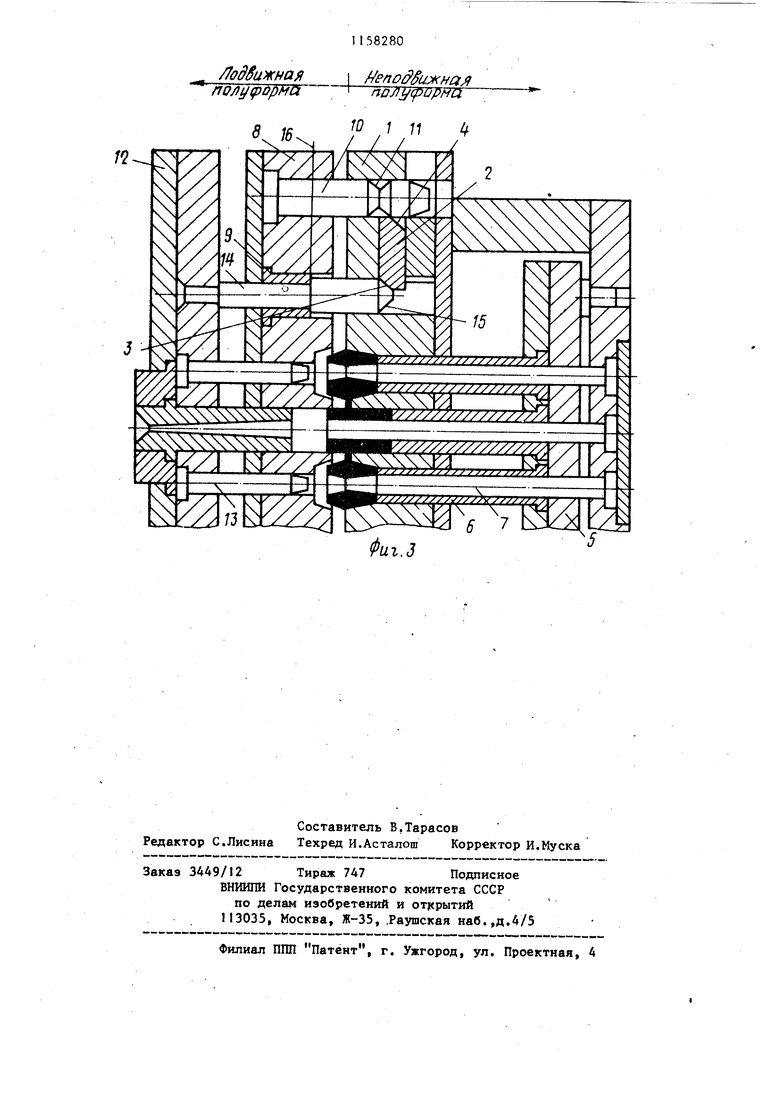
На фиг. 1 схематически изображена предлагаемая пресс-форма в момен окончания запрессовки модельного состава, продольно-осевое сечение; на фиг. 2 - то же, в момент окончания подрьша подвижных стержней; на фиг. 3 - то же, в момент раскрытия.
Пресс-форма состоит из неподвижной полуформы I, в пазу которой размещена ползушка .2 с клиновыми скосами 3 и 4 на ее торцах,плиты выталкивателей 5 и трубчатых выталкивателей 6, неподвижных стержней 7, подвижной полуформы 8 с направляющей втулкой 9 и пальцем 10, .снабженным кольцевой проточкой 11, а также контактирующей с подвижной полуформой 8, промежуточной плиты I2 с размещенными на ней подвижными стержнями 13 и тягой 14 со скосом 15 и заплечиком 16.
Пресс-форма работает следующим образом.
. После окончания запрессовки модельного состава в формообразующу полость пресс-формы и его отвердени в ней (фиг, 1 ) механизм автомата дл изготовления модельных звеньев осуг ществляет разъем пресс-формы путем отврда промежуточной плиты 12 с закрепленными на ней подвижнЬ1МИ стержнями 13 и тягой 14 влево, при зтом ползушка 2, размещенная в пазу неповижной полуформы 1, Н)аходясь своим клиновым скосом 4 в зацеплении с кольцевой проточкой 11 пальца 10 и взаимодействуя своим противоположны торцом с тягой 14, удерживает подвижную и неподвижную полуформы в сомкнутом положении, в то время как
802
тяга 14 скользит вдоль этого торпа ползушки 2 ДО совмещения ее скоса 15 с торцовым скосом .3 ползушки 2 (фиг.2. Этому моменту соответствует упор
тяги 14 своим заплечиком 16 в торец направляющей втулки 9, подрыв и полное извлечение подвижных стержней 13 при сомкнутых подвижной 8 и неподвижной 1 полуформах. При дальнейшем
движении промежуточной плиты I2 влево осуществляется разъем пресс-формы по линии ее разъема, в результате чего подхваченная заплечиком 1 тяги 14 подвижная полуформа 8 движется совместно с промежуточной плитой 12, в то время как размещенный на подвижной полуформе 8 палец 10 своей кольцевой проточкой 11 воздействует на клиновый скос 4 ползушки 2, побуждая ее к смещению вдоль паза неподвижной полуформы 1, при зтом ее торцовый скос 3 скользит вдоль скоса 15 тяги 14 и полностью выходит из зацепления с пальцем 10 (фиг.З), не препятствуя дальнейшему разъему прессформы.
Снятие модельного звена с неподвижных стержней 7 и извлечение его из формообразующей полости неподвижной полуформы 1 осуществляется известным способом под воздействием движущихся .совместно с плитой выталкивателей 5 трубчатых выталкивателей 6. Смыкание пресс-формы -осуществляется в порядке обратном ее разъему,
путем перемещения механизмом автомата промежуточной плиты 12 вправо, при этом пресс-форма последовательно занимает положение соответствующее фиг, 3; 2; I, .
Предлагаемая пресс-форма конструктивно проста, вследствие исключения кинематических связей пружин надежна в работе, а увеличение полезной суммарной высоты полуформ путем исключения зазора между подвижной полуформой и промежуточной плитой расширяет возможную номенклатуру изготовляемых модельных звеньев за счет.звеньев, имеющих относительно
большую высоту .
Ло ёижносЯ
пилу рорми f пол1/форма 8 Ю 1 Фиг.2 11
M uxcffO I полу1рорма I noJ ycfsopHu. D 1 11 / / / Фиг,3 l 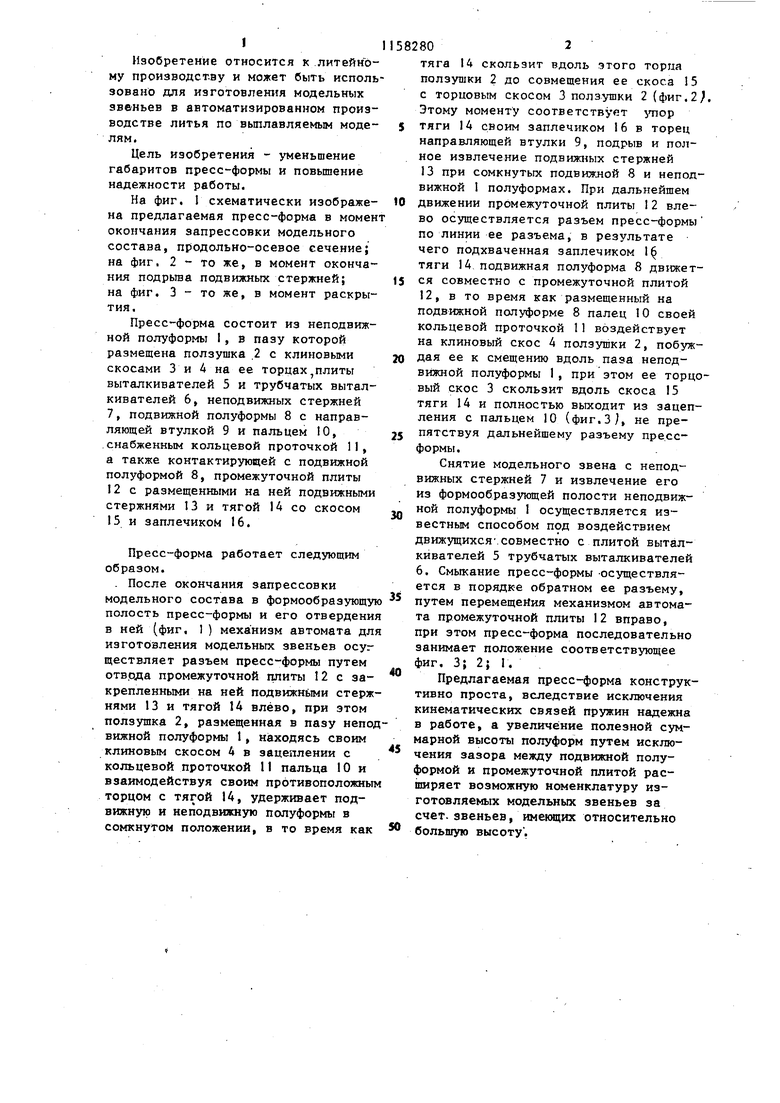
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления выплавляемых моделей с поднутрением | 1983 |
|
SU1171184A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1985 |
|
SU1292904A1 |
| Пресс-форма | 1973 |
|
SU442008A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1985 |
|
SU1281336A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1980 |
|
SU900937A1 |
| Пресс-форма для литья под давлением | 1988 |
|
SU1618498A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1980 |
|
SU948528A1 |
| Пресс-форма для выплавляемыхМОдЕлЕй | 1979 |
|
SU793693A1 |
| Пресс-форма для выплавляемых моделей | 1983 |
|
SU1113205A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2003 |
|
RU2250152C2 |
ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ВЫПЛАВЛЯЕМЫХ МОДЕЛЕЙ, содержащая подвижную полуформу, неподвижf oa5u f :Ha)i I полу рорма кую полуформу, промежуточнзло плиту с тягой и стержнями, отличающаяся тем, что, с целью уменьшения габаритов пресс-формы и повышения надежности работы,она снабжена ползушкой с клиновыми скосами, которая размещена в неподвижной полуформе, и пальцем с кольцевой проточкой, профиль которой отвечает соответствукщему клиновому скосу ползушки, при этом ползушка одним клиновьм скосом контактирует с тягой, другим клиновым скосом - с кольцевой проточкой пальца, а промежуточная плита примыкает к подвижной полуформе. СЛ ffeno Si/fKi aji попуфорнл
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Пресс-форма для литья выплавляемых моделей | 1978 |
|
SU740401A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
