ю
О1
Изобретение относится к HSI OTOBлению сварных конструкций и может быть использовано при производстве штампосварных теплообменников, например, стальных панельных радиаторов и секционных водогрейных котлов.
Цель изобретения - уменьшение трудоемкости путем совмещения операций по присоединению штуцера.
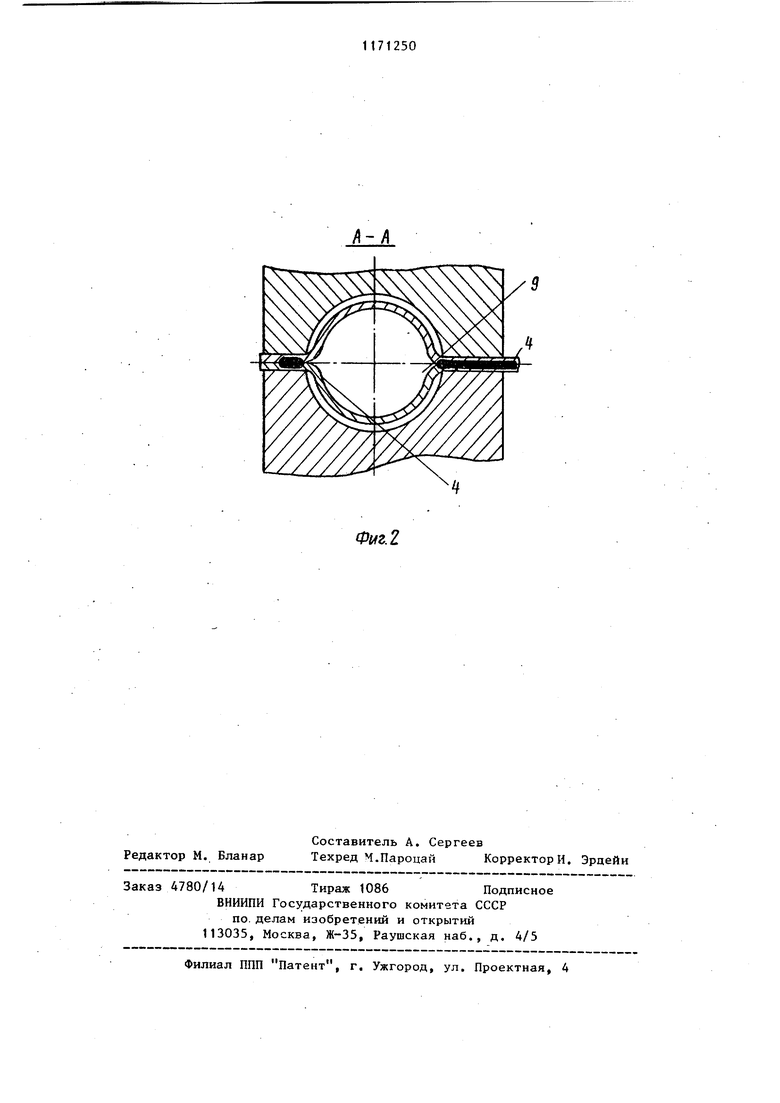
На фиг. 1 представлена схема присоединения штуцера к корпусу; на фиг. 2 - сечение А-А на фиг. 1.
Корпус 1 штампосварного теплообменника с отверстием 2, подготовленным под штуцер 3 в зоне поперечного шва 4 корпуса, устанавливают и жестко закрепляют р кондукторе 5 соосно со штуцером 3. Причем диаметр отверстия 2 должен быть меньше наружного диаметра штуцера 3. Переднюю часть последнего выполняют конической для образования заходного конуса. Штуцер 3 закрепляют в четырехкулачковом патроне 6 и через электромагнитную муфту 7 соединяют с злектродвигателем 8..
Сварку трением осуществляют следующим образом.
При поступательно-вращательном движении штуцера.3 деформируют отверстие 2 корпуса 1 теплообменника (фиг. 1). При зтом внутренний диаметр отверстия под штуцер увеличивается и он обжимается кондуктором 5. В результате трения наружной поверхности штуцера о внутреннюю поверхность отверстия обе поверхности оплавляются. Расплавленный металл заполняет зазор 9 между поперечньт швом 4 корпуса и наружной поверхностью штуцера (фиг. 2). После пода последнего на необходимую глубину е вращательно-поступательн ое движение прекращаются, отключая электромагнитную муфту 7. Происходит кристаллизация оплавленного металла и образование неразъемного соединения штуцер-корпус теплообменника. После присоединения штуцера 3 теплообменник подают на испытательный стенд для пневмоиспытаний давлением 9,0 ат.
Оптимальными параметрами процесса являются: угол об заходного конуса - 15-45, скорость V поступательного перемещения - 13-28 мм/с.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ присоединения штуцеров к корпусу штампосварных теплообменников | 1980 |
|
SU889338A1 |
| Способ изготовления штампосварных теплообменников | 1980 |
|
SU967724A1 |
| Способ соединения трубы с трубной доской | 1981 |
|
SU1098725A1 |
| Способ изготовления панельных теплообменников | 1982 |
|
SU1046049A1 |
| СПОСОБ ПОЛУЧЕНИЯ В ДЕТАЛЯХ ВНУТРЕННИХ ПРЯМОЛИНЕЙНЫХ И КРИВОЛИНЕЙНЫХ КАНАЛОВ | 2011 |
|
RU2484935C1 |
| Гибкая подкладка для односторонней сварки изделий сложной формы | 1980 |
|
SU893497A1 |
| Контейнер для биопродуктов и способ его изготовления | 1986 |
|
SU1530532A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ АРМАТУРНЫХ КОНСТРУКЦИЙ | 2012 |
|
RU2503784C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКОННО-ОПТИЧЕСКОГО ШТЕКЕРА (ВАРИАНТЫ) | 1997 |
|
RU2110819C1 |
| КОРПУС ТЕПЛОВОЙ БАТАРЕИ | 2024 |
|
RU2835980C1 |
СПОСОБ ПРИСОЕДИНЕНИЯ ШТУЦЕРА К КОРПУСУ ШТАМПОСВАРНОГО ТЕПЛООБМЕННИКА, включакиций подготовку отверстия под штуцер в зоне поперечного шва корпуса, установку штуцера в отверстие и соединение его с . корпусом при помощи сварки трением ., при вращении штуцера относительно корпуса с обжатием зоны сварки и сварку участков корпуса, расположенных между поперечным швом и наружной поверхностью штуцера, отличающийся тем, что, с целью уменьшения трудоемкости путем совмещения операций по присоединению штуцера, соединение штуцера с корпусом и сварку участков, расположенных между поперечным швом корпуса и наружной поверхностью штуцера, осуществляют в процессе сварки штуцера с корпусом, при этом диаметр наружной I поверхности штуцера выбирают больше диаметра отверстия корпуса, на штуцере вьтолняют эаходный конус и сообщают штуцеру в процессе вращения дополнительное перемещение вдоль оси отверстия, деформируя в процессе этого перемещения отверстие за- ходным конусом штуцера.
Фиг.2
| 0 |
|
SU398319A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ присоединения штуцеров к корпусу штампосварных теплообменников | 1980 |
|
SU889338A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
