(54) ГИБКАЯ ПОДКЛАДКА.ДЛЯ ОДНОСТОРОННЕЙ СВАРКИ ИЗДЕЛИЙ СЛОЖНОЙ ФОРМЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОДКЛАДКА ДЛЯ ФОРМИРОВАНИЯ СВАРНОГО ШВА | 2008 |
|
RU2379163C1 |
| Устройство для формирования обратной стороны шва при сварке изделий | 1979 |
|
SU872156A1 |
| УСТАНОВКА ДЛЯ ОДНОСТОРОННЕЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОЛОТНИЩ | 2014 |
|
RU2555288C1 |
| Способ ручной электрической дуговой сварки односторонних стыковых швов | 1955 |
|
SU110317A1 |
| ПОДКЛАДКА ДЛЯ ФОРМИРОВАНИЯ СВАРНОГО ШВА | 2004 |
|
RU2263011C1 |
| Подкладка для формирования обратной стороны шва при односторонней сварке стыковых соединений | 1980 |
|
SU903009A1 |
| Подкладка | 1977 |
|
SU722714A1 |
| Способ изготовления штампосварных теплообменников | 1980 |
|
SU967724A1 |
| Устройство для образования флюсовой подушки при сварке прямолинейных швов | 1975 |
|
SU578177A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ОБРАТНОЙ СТОРОНЫ ПРОДОЛЬНЫХ ШВОВ | 1992 |
|
RU2024381C1 |
I
Изобретение относится к сварочному прой водству и может быть использовано при одностороненй сварке контурных и стыковых швов большой протяженности в изделиях, имеющих остаточную саблевидность или различную кривизну, например при сварке штампосварных теплоо.бменных панелей с узкими каналами.
При односторонней сварке стыковых швов имеется опасность протекания жидкого металла и штампа в зазор и образование сквозных ,прожогов. Для определения зтого в сварочном производстве применяют различные подкладки.
Известна гибкая подкладка для односторонней сварки сложной формы, содерх ащая медные прижимные башмаки, связанные между собой шарнирно и установленные на гибком злементе 1 .
Недостатком известной подкладки является невозможность использовать ее при сварке штампосварных теплообменных панелей с узкими каналами различной кривизны и большой протяженности.
Цель изобретения - повьииение надежности поджатия.
Указанная цель достигается тем, что гибкая подкладка для односторонней сварки изделий сложной формы, содержащая медные прижимные башмаки, связанные между собой шарнирно и установленные на гибком злементе, снабжена гидропневморукавом, а прижимные башмаки установлены по обе стороны рукава и попарно соединены упругими связями.
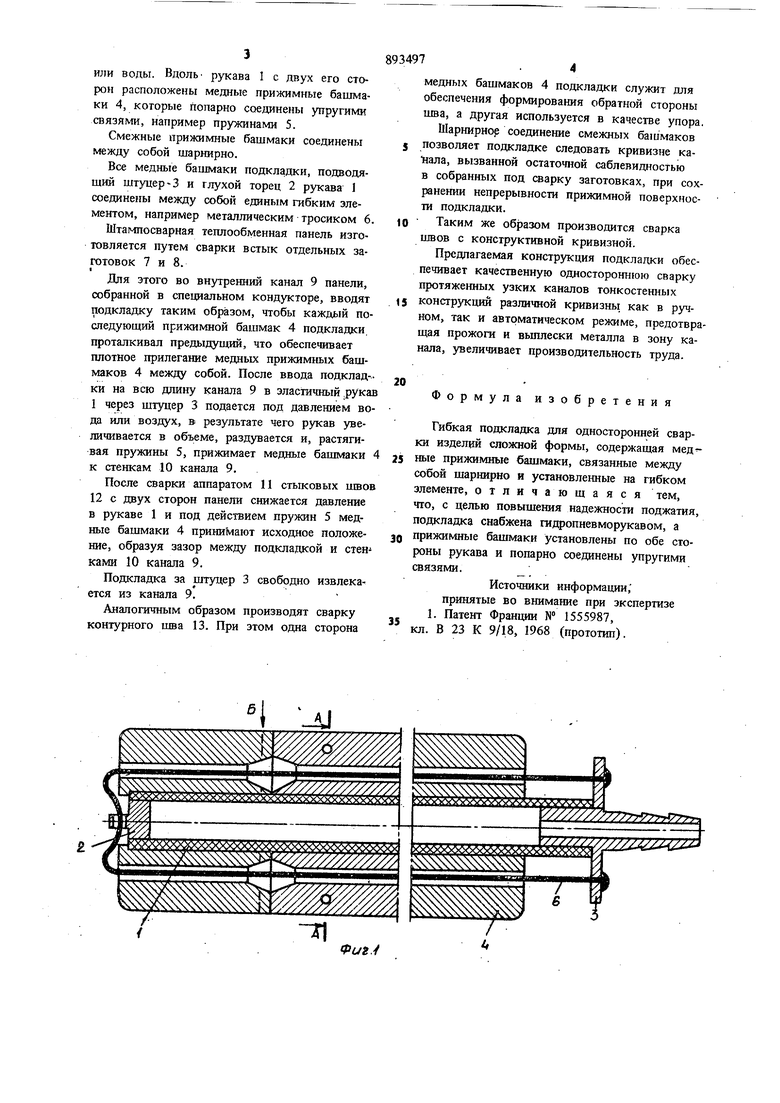
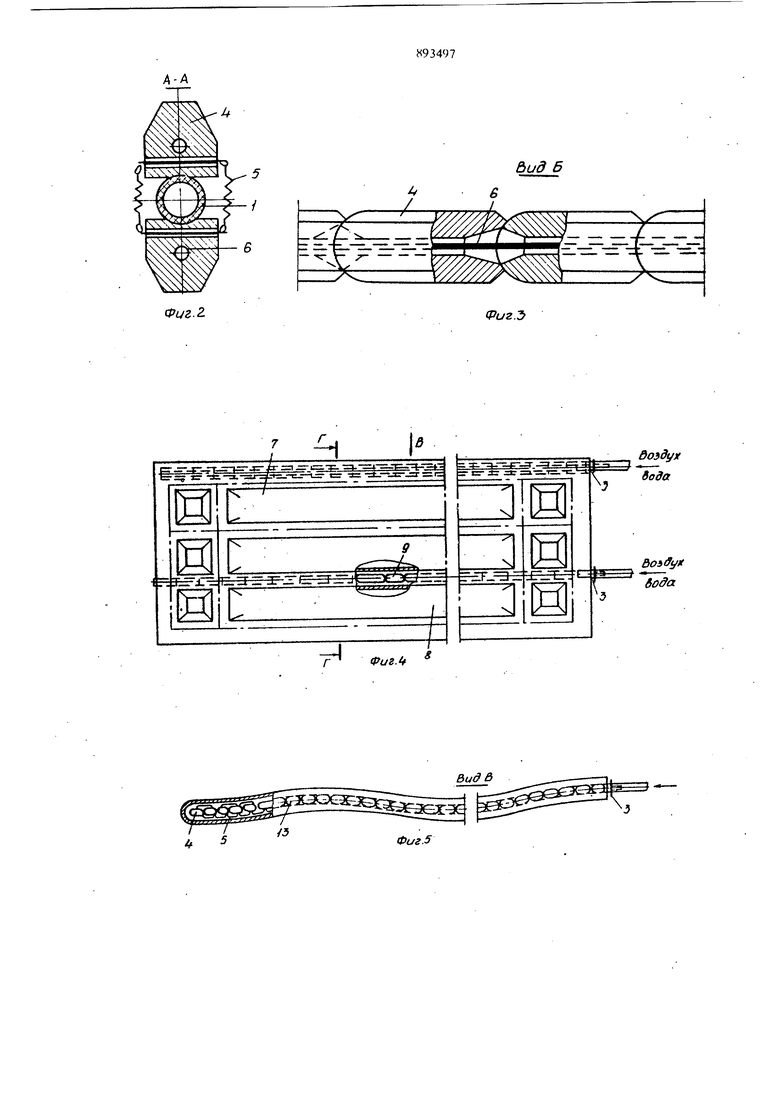
На фиг. 1 представлена подкладка для односторонней сварки, продольный разрез; на
10 фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - штампосварная теплообменная панель с двумя подкладками предлагаемой конструкции, введенными в каналы для выполнения соответственно контур15ного шва и стыкового шва между дэумя отmTaMnoBaHHbiivm и сваренными контактной сваркой заготовками; на фиг. 5 - вид В на фиг. 4 (остаточная саблевидность панели в продольной плоскости показана утрированно);
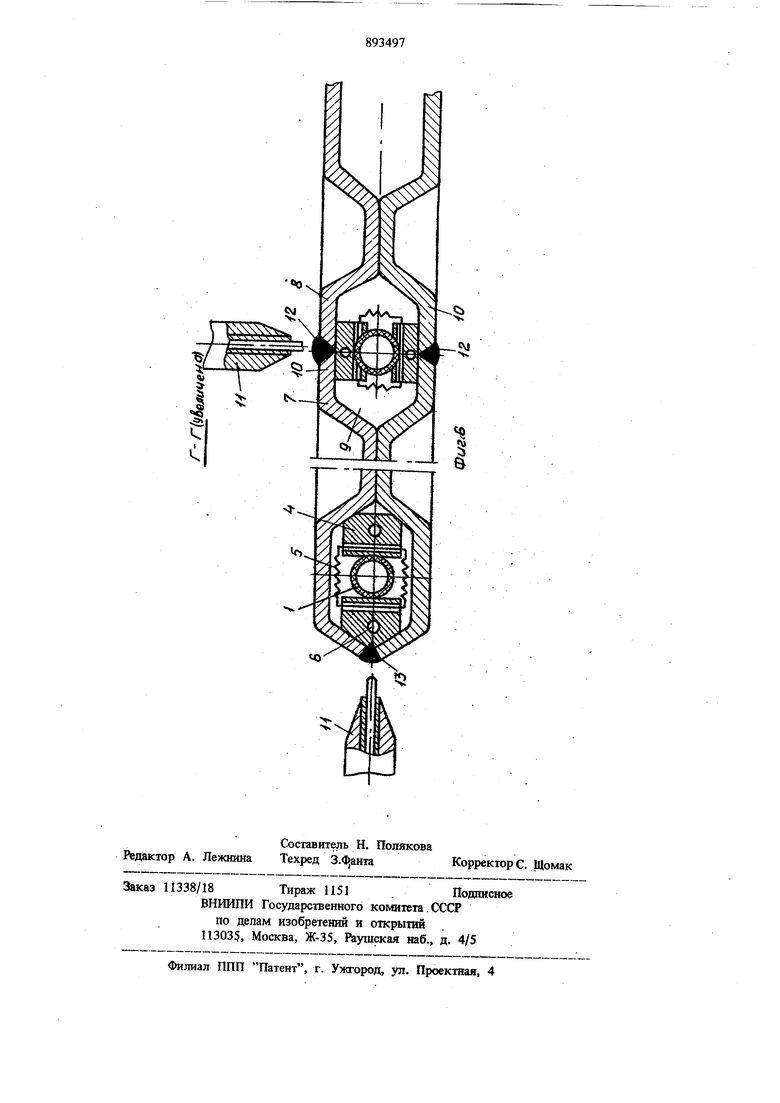
20 на фиг. 6 - разрез Г-Г на фиг. 4.
Подкладка состоит из гидропневматического рукава 1 с пробкой на глухом торце 2 и штуцера 3 для подвода сжатого воздуха 3 или воды. Вдоль рукава 1 с двух его сторон расположены медные прижимные башмаки 4, которые попарно соединены упругими связями, например пружинами 5. Смежные прижимные башмаки соединены между собой шарнирно. Все медные башмаки подкладки, подводяший штуцер-3 и глухой торец 2 рукава 1 соединены между собой единым гибким элементом, например металлическим тросиком 6. Штампосварная теплообменная панель изготовляется путем сварки встык отдельных заготовок 7 и 8. Дпя этого во внутренний канал 9 панели, собранной в специальном кондукторе, вводят подкладку таким образом, чтобы каждый последующий прижимной башмак 4 подкладки проталкивал предыдущий, что обеспечивает плотное прилегание медных прижимных башмаков 4 между собой. После ввода подкладки на всю длину канала 9 в эластичный,рука 1 через штуцер 3 подается под давлением во да или воздух, в результате чего рукав увеличивается в объеме, раздувается и, растягивая пружины 5, прижимает медные башмаки к стенкам 10 канала 9. После сварки аппаратом 11 стыковых шво 12 с двух сторон панели снижается давление в рукаве 1 и под действием пружин 5 медные башмаки 4 принимают исходное положение, образуя зазор между подкладкой и стен ками 10 канала 9. Подкладка за штуцер 3 свободно извлекается из канала 9. Аналогичным образом производят сварку контурного шва 13. При этом одна сторона 1 медных башмаков 4 подкладки служит для обеспечения формирования обратной стороны шва, а другая используется в качестве упора. Шарнирнор соединение смежных башмаков позволяет подкладке следовать кривизне каТнала, вызванной остаточной саблевидностью в собранных под сварку заготовках, при сохранении непрерывности прижимной поверхности подкладки. Таким же образом производится сварка швов с конструктивной кривизной. Предлагаемая конструкция подкладки обеспечивает качественную одностороннюю сварку протяженных узких каналов тонкостенных конструкций различной кривизны как в ручном, так и автоматическом режиме, предотвращая прожоги и вьшлески металла в зону канала, увеличивает производительность труда. Формула изобретения Гибкая подкладка для односторонней сварки изделий сложной формы, содержащая мед вые прижимные башмаки, связанные между собой шарнирно и установленные на гибком элементе, отличающаяся тем, что, с целью повышения надежности поджатия, подкладка снабжена гидропневморукавом, а прижимные башмаки установлены по обе стороны рукава и попарно соединены упругими связями. Источники информации; принятые во внимание при экспертизе 1. Патент Франции № 1555987, кл. В 23 К 9/18, 1968 (прототип).
5ид 6
Фиг. 2.
Г
7 fuz.if
ФигЪ
V
Вода
воiff ух Вода
Вид В
Фиг.5
