Атооператоры для шлифовальных станков, снабженные гидравлическим или пневматическим приводным штоком, совершающим возвратно-поступательное движение и «есущим на конце захват для обрабатываемого кольца, поступающего из лотка и подаваемого п)п прямом ходе п патрон щпинделя изделия, известны.
Отличительной особенностью предлагаемого автооператора того же типа к станку для шлифования буртиков внут)енних колец роликоподпшпников является непосредственное соединение приводного штока с соосно расположенным шпинделем изделия, воздействующим на разжимную цангу, вводимую в заготовку ее креплении для обработки и выводимую из нее при удалении обработанного кольца.
Такое выполнение предлагаемого автооператора обеспечивает точное центрирование заготовки в процессе ее обработки.
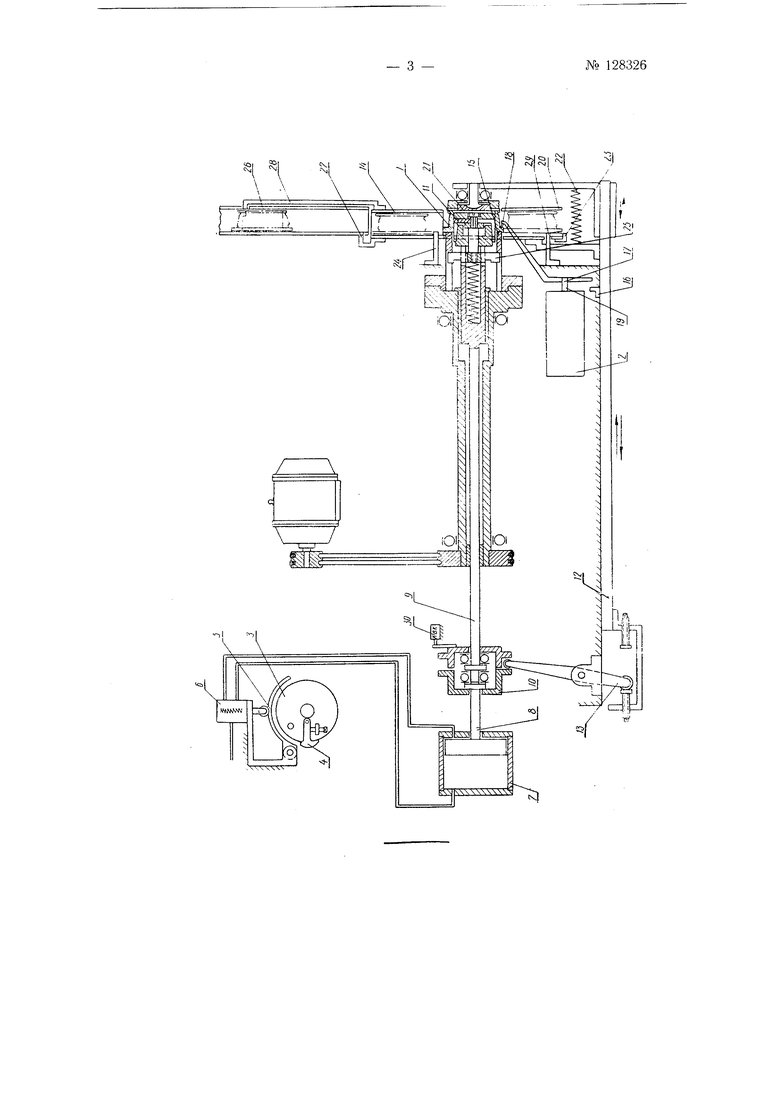
На чертеже схематически показан предлагаемый автооператор в осевом разрезе.
После снятия припуска с обрабатываемого кольца 1 мерительная головка 2 замыкает контакт и дает команду па отвод суппорта со шлифовальным камнем. При отводе суппорта назад диск 3, закрепленный на червячном валу суппорта, вращ,ается по часовой стрелке « откидным кулачком 4 поворачивает рычаг 5, открывающий в золотнике б верхнее окно, через которое сжатый воздух поступает в правую полость цилинд :ia 7. Приводной шток 8 поршня цилиндра 7 непосредственно соединен со штоком 9 шпинделя изделия Муфтой 10.
Таким образом, шток 9 шпинделя изделия, получая движение от воздушного цилиндра 7, перемещается влево (по чертежу) и выводит цангу // из обрабатываемого кольца /.
№ 128326
В момент отхода штока 9 и цанги // ползушка 12, соединенная с муфтой 10 рычагом 13, движется по направляющим и перемен1аст свой лоток 14 с находящимся в ней кольцом / до торца олоры /5.
При этом упор 6 через рычаг 17 отводит лапку 18 и наконечник 19 в безопасное положение - вперед.
Передняя стенка 20 лотка 14 с грибком 21 перемещается по по.тзушке J2. и грибок 2} под действием пружины 22 прижимает обрабатываемое кольцо / к торцу Опоры 15.
Лоток J4 в крайнем правом положении снимает напряжение с пружины 22, а грибок 21 освобождает от торцового зажима обрабатываемое кольцо 1, которое падает до упора 23, закрепленного на лотке 14.
Очередное кольцо / из лотка 14, освободясь от неподвижного упора 24, падает вниз и, встав на борт нижнего кольца, центрируется между торцами опоры и г)ибка.
Диск 3 обходит вместе с кулачком 4 рычаг 5 и отпускает золотник 6, который под действием пружины опускается вниз и открывает доступ воздуха в левую полость цилиндра. При этом, шток 9 с Л перемешаются вправо, а лоток 14 и грибок 21 - влево.
Грибок 21 прижимает кольцо / к торцу опоры 15. Шток 9 шпинде.:гя вдвигает цангу У/ в кольцо /. Крестовина 25, двигаясь вместе со штоко.м 5, тормозит цангу 11, а шток 9 распирает цангу своим конусом. Таким образом, кольцо / закрепляется цангой, лоток 14 принимает следующее кольцо из магазина 26, причем очередность выдачи колец регулируется двумя отсекателями 27 и 28.
Кольцо /, находянгееся в нижней части лотка 14, при движении последнего влево выходит из зацепления с упором 23 и, натыкаясь на неподвижные отсека тели 29, падает в кассету.
Конечный выключатель 30 под действием упора, прикрепленного к муфте 10, включает двигатель подвода суппорта со шлифовальным кругом и двитатель вращения щпикделя изделия. Начинается снятие припуска с кольца 1. Цикл повторяется.
Предмет и з о б р е т е и и я
1.Автооператор к станку для шлифования буртиков внутренних колец роликоподшипников с использованием для подачи заготовок из лотка на шпиндель изделия пневматического или гидравлического приводного щтока, совершающего возвратно-поступательное движение, о т л ич аюшийся тем, что, с целью обеспечения точного центрирования заготовки в процессе ее обработки, приводной шток непосредственно связан с соосно расположенным шпинделем изделия, воздействующим при возвратно-поступательном движении на разжимн ю цангу, вводимую в заготовку для ее крепления и выво.:1Имую из нее при удалении обработанного кольца.
2.Автооператор по п. 1, отличающийся тем, что шпиндель изделия связан рычажной передачей с ползушкой, несуш,ей подвижной лоток для приема обработанного кольца при его удалении и служащей одновременно для управления приспособлением, прижимающим заготовку к опоре перед ее креплением цангой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки сферических поверхностей колец подшипников качения | 1983 |
|
SU1110547A1 |
| Хонинговальный станок для обработки цилиндрических поверхностей | 1986 |
|
SU1563951A2 |
| Автоматизированный токарный станок | 1990 |
|
SU1811439A3 |
| СТАНОК ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ КОЛЕЦ | 1992 |
|
RU2033916C1 |
| Станок для суперфиниширования деталей типа колец подшипников | 1976 |
|
SU715299A1 |
| СТАНОК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ДОРОЖЕК КАЧЕНИЯ КОЛЕЦ РОЛИКОПОДШИПНИКОВ | 1999 |
|
RU2189302C2 |
| Токарно-револьверный автомат | 1979 |
|
SU882703A1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ЧЕРНОВОЙ ОБРАБОТКИ КОЛЕЦ НЕПРАВИЛЬНОЙ ФОРМЫ | 1969 |
|
SU252812A1 |
| Автомат для выполнения технологических операций с деталями типа колец подшипников | 1978 |
|
SU899330A1 |
| Автооператор для горизонтальных многошпиндельных токарных станков | 1980 |
|
SU882724A1 |