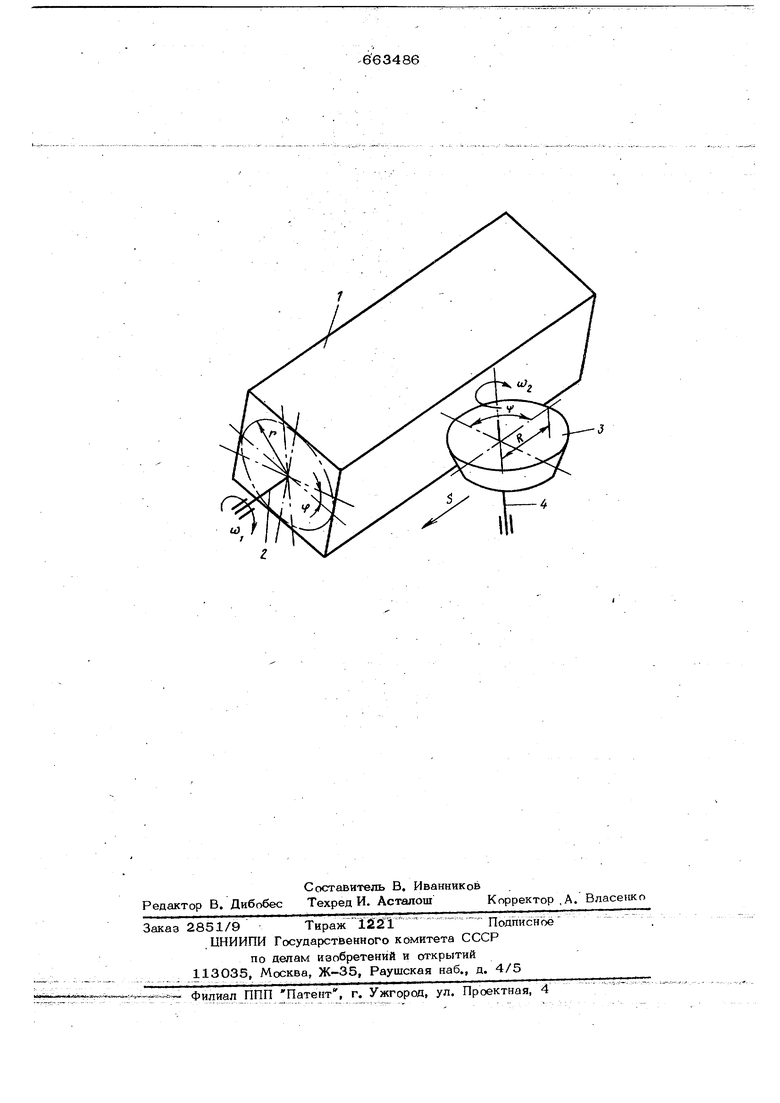
t , Ивобретение относится к металлообра ботке и может быть испопьвовано при точении валов, многогранного сечення на токарных станках. Иав.естен способ точения, при котором ось резца устанавливают от оси врашеНИН изделия на расстоянии, равнсмл сумме радиусов изделия и резца и сообщают им вращательнью движения и относительное, прямолинейное движение подачи ij . OftHiaKo указанный способ не поаврляет обрабатывать валы, имеющие в сечении многогранник. Цель изобретения - обеспечить воамож ность обработки многогранных поверхностей. Это Достигается тем, что резчу н иаде ЛИЮ сообщают вращательные движения Вокруг скрещивающихся осей и в гугличие от известного способа расстояние между осями вращения резца и изделия устанавливают равным сумме радиуса, вписанного в многогранник .цилиндра и максимального радиуса резца, угловуй скорость вращения резца задают больше скорости вращения изделия & отношении, равном числу обрабатываемых граней, и применяют резец, просишь которого в Полярной системе координат с полюсом на оси его вращения сяисыьается уравнениями jpR-nfaec - 1) t Кц) где Р «У полярные координаты точек режущей кромки, мм и град, с Сютветствеино{ К - число обрабатываемых гран {I - максимальный радиус реэца, мм; Г - радиус цилиндра, вписанного в многогранник, мм; ..). На чертеже дана схема расположения резца н изделия и их движений при обработке изделия квадратного сечения. Для формообразования многограиного профиля поперечного сечения изделию 1 сообщают вращение с постоянной угловой скоростью O Вокруг оси 2, а реацу 3с замкнутой режущей кромкой. - враще ние с.угловой скоростью Wg Вокруг оСи 4. Абсолютное значение частоты вращени Пц изделия 1 определяют по формуле - 1000 V / -, V (об/мин), где D - диаметр окружности, описанный Вокруг обрабатываемой поверхнос ти, MMJ V - резания, определяемая по Нормативам режимов резания, М/МИНо Частоту Вращения резца и задают больше частоты вращения изделияв отно шении, равном числу .обрабатываемых гра ней Для формообразования -многогранной поверхности изделия 1 в направлении его оси 2 резцу 3 сообщают также гфямолинейное движение подачи S . При оконч тельном формообразовании многогранней поверхности расстояние между осями 2 и 4изделия и резца устанавливают равным сумме радиуса г , вписанного в многогранник цилиндра, и максимального радиу са в; резца. Для обработки применяк т резец, профиль Которого определяют По приведенным выше зависимостям при условии, что К 4, так как обрабатывается псшерх- кость квадратного сечения. Предлагаемый способ реализуется на модернизированном токарном станке, содержащем приспособление для установки резца и кинематическую цепь с органом настройки, связывающую шпиндель станка с резцом. Предлагаемым способом можно обрабатьтвать валы| ограниченные многогранными поверхностями, вращающимися резцами с замкнутой режущей кромкой, от личающимися от резцов других конструкций повышенной стойкостью. .Формула изобретения Способ точения резцом с замкнутой режущей кромкой, по которому резцу и изделию сообщают вращательные движения вокруг скрещивающихся осей и прямолинейное движение подачи, отличающийся тем, что, с целью обеспечения Возможности обработки многогранных поверхностей, расстояние между осями вращения резца и изделия устанавливают равным сумме радиуса вписанного в многогранник цилиндра и максимального радиуса резца, угловую скорость вращения резца задают больше скорости вращения издедия в отношении, равном числу обрабатываемых граней, и Применяют резеп, профиль которого в полярной системе координат с полюсом на оси его вращения описывается уравнениями () . где р , р - полярные координаты точек .режущей кромки, мм и град соответственно; К-число обрабатываемых граней; максимальный радиус резца, мм; р - радиус цилиндра, вписанного в многогранник, мм. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 60844, вл.В 23 В 1/ОО, 1940.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки многогранных поверхностей | 1988 |
|
SU1618503A1 |
| Способ обработки многогранных валов | 1977 |
|
SU738771A1 |
| Способ обработки многогранных поверхностей | 1988 |
|
SU1623840A1 |
| Способ точения некруглых в поперечном сечении тел | 1986 |
|
SU1364396A1 |
| Способ точения некруглых в поперечном сечении тел | 1980 |
|
SU884863A1 |
| Способ обработки некруглых валов | 1990 |
|
SU1764859A1 |
| Способ точения сложных поверхностей | 1980 |
|
SU982845A1 |
| Способ обработки изделий многогранной формы | 1980 |
|
SU944796A1 |
| Способ обработки многогранных поверхностей | 1990 |
|
SU1815012A1 |
| РЕЖУЩАЯ ПЛАСТИНА ДЛЯ ЧЕРНОВОЙ И ЧИСТОВОЙ ОБРАБОТКИ | 2013 |
|
RU2531336C1 |