Способ относится к механической обработке материалов и может быть использован для формообразования профильных валов с выпуклым профилем.
Известен способ обработки многогранных валов, по которому заготовке и инструменту сообщают одинаково направленные вращения вокруг параллельных осей и относительное движение подачи (авторское свидетельство СССР №738771 В23В 1/00, опубликовано 05.06.80, бюллетень №21).
Известно устройство, в котором колесо с внутренней зубчатой поверхностью, предназначенное для закрепления на направляющих станины станка, планетарное зубчатое колесо на оси, на свободном конце которой размещена резцовая головка. При этом резцовая головка установлена на оси планетарного зубчатого колеса с передаточным отношением к неподвижному зубчатому колесу, равным 1:2, а количество резцов головки выбрано из условия, что каждый резец обтачивает две стороны обрабатываемого многогранника (Патент на изобретение №2391184 В23В 5/44, опубликовано 10.06.10, бюллетень №16).
Недостатком известных способов является низкая точность формообразования профильных валов с заданным размером выпуклого профиля.
Технической задачей является повышение точности формообразования профильных валов с заданным размером выпуклого профиля.
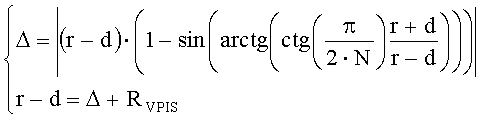
Поставленная задача достигается тем, что для формообразования валов с выпуклым профилем заданного размера, резцовую головку в устройстве устанавливают на оси планетарного зубчатого колеса, имеющего передаточные отношения к неподвижному зубчатому колесу, равное 1:2, а количество резцов головки выбирают из условия, что каждый резец образует две стороны обрабатываемого вала с выпуклым профилем заданного размера. Причем размеры неподвижного колеса с внутренним зацеплением, подвижного колеса и вылета вершины резца относительно резцового блока определяют численными методами из системы уравнений
где Δ - величина максимального удаления выпуклой стороны вала с выпуклым профилем заданного размера от правильного многоугольника, вершины углов которого совпадают с вершинами вала с выпуклым профилем заданного размера,
r - радиус подвижного колеса на валу, которого закреплен резцовый блок,
d - вылет вершины резца относительно центра резцового блока,
N - число сторон вала с выпуклым профилем заданного размера,
RVPIS - радиус вписанной окружности правильного многоугольника, вершины углов которого совпадают с вершинами вала с выпуклым профилем заданного размера.
Скорость вращения шпинделя выбирают из соотношения
где ω - угловая скорость вращения шпинделя,
d - вылет вершины резца относительно центра резцового блока,
r - радиус подвижного колеса на валу, которого закреплен резцовый блок,
V - скорость резания.
Сущность способа поясняется принципиальной схемой фиг.1. Схема профильного вала поясняется фиг.2.
Для обработки вала с выпуклым профилем заданного размера включают вращение шпинделя станка 1, которое посредством водила 2 передаются на вал подвижного колеса 3, которое в свою очередь катается по неподвижному колесу 4, закрепленному на станине станка. На валу подвижного колеса закрепляют резцовый блок 5, в котором количество резцов выбирают из условия, что каждый резец образует две стороны обрабатываемого вала с выпуклым профилем заданного размера. Причем размеры неподвижного колеса с внутренним зацеплением 4, подвижного колеса 3 и вылета вершины резца относительно резцового блока 5 определяют численными методами из системы уравнений
где Δ - величина максимального удаления выпуклой стороны вала с выпуклым профилем заданного размера от правильного многоугольника, вершины углов которого совпадают с вершинами вала с выпуклым профилем заданного размера,
r - радиус подвижного колеса, на валу которого закреплен резцовый блок,
d - вылет вершины резца относительно центра резцового блока,
N - число сторон вала с выпуклым профилем заданного размера,
RVPIS - радиус вписанной окружности правильного многоугольника, вершины углов которого совпадают с вершинами вала с выпуклым профилем заданного размера.
где ω - угловая скорость вращения шпинделя,
d - вылет вершины резца относительно центра резцового блока,
r - радиус подвижного колеса, на валу которого закреплен резцовый блок,
V - скорость резания.
Заготовку устанавливают таким образом, что ось заготовки совпадает с осью шпинделя станка, и перемещают в осевом направлении.
Таким образом, появляется возможность повышение точности формообразования профильных валов с заданным размером выпуклого профиля.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ТРЕХГРАННИКОВ НА ТОКАРНОМ СТАНКЕ | 2008 |
|
RU2398658C2 |
| РЕЗЦОВАЯ ЗУБОРЕЗНАЯ ГОЛОВКА ДЛЯ НАРЕЗАНИЯ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2009 |
|
RU2430813C2 |
| Способ изготовления зубчатой пары с круговыми зубьями | 1986 |
|
SU1468692A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ КОЛЕС И ИСПОЛЬЗУЕМАЯ В НЕМ ТОРЦЕВАЯ РЕЗЦОВАЯ ГОЛОВКА | 2009 |
|
RU2487786C2 |
| СПОСОБ ОБРАБОТКИ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ | 1996 |
|
RU2093313C1 |
| СПОСОБ ОБРАБОТКИ ПРОФИЛЬНОГО ВАЛА СО СТОРОНАМИ РАВНОЙ ШИРИНЫ | 2011 |
|
RU2463129C1 |
| Способ обработки деталей и устройство для его осуществления | 1989 |
|
SU1683868A1 |
| Устройство для растачивания сферических отверстий | 1989 |
|
SU1710194A1 |
| Способ токарной обработки и устройство для его осуществления | 1989 |
|
SU1703261A1 |
| Способ обработки фасонных поверхностей изделий | 1991 |
|
SU1815013A1 |
Способ относится к механической обработке материалов и может быть использован для формообразования профильных валов с выпуклым профилем. Обработку валов производят по заданному размеру. Размеры подвижного колеса и вылета вершины резца относительно резцового блока выбирают в зависимости от величины максимального удаления выпуклой стороны вала с выпуклым профилем заданного размера от правильного многоугольника, вершины углов которого совпадают с вершинами вала с выпуклым профилем заданного размера. Размеры подвижного колеса и вылета вершины резца относительно резцового блока выбирают также в зависимости от радиуса подвижного колеса, на валу которого закреплен резцовый блок. Угловую скорость вращения шпинделя выбирают в зависимости от вылета вершины резца относительно центра резцового блока, числа сторон вала с выпуклым профилем заданного размера и радиуса вписанной окружности правильного многоугольника, вершины углов которого совпадают с вершинами вала с выпуклым профилем заданного размера. Техническим результатом изобретения является повышение точности формообразования профильных валов с заданным размером выпуклого профиля. 2 ил.
Способ обработки профильных валов с выпуклым профилем по заданному размеру, в котором вращение шпинделя станка, которое посредством водила передается на вал подвижного колеса, катающегося по неподвижному колесу, закрепленному на станине станка, причем на вал подвижного колеса закрепляют резцовый блок, в котором количество резцов выбирают из условия, что каждый резец образует две стороны обрабатываемого вала с выпуклым профилем заданного размера, а передаточное отношение подвижного колеса к неподвижному равно 1:2, отличающийся тем, что размеры подвижного колеса и вылета вершины резца относительно резцового блока определяют из системы уравнений:
где Δ - величина максимального удаления выпуклой стороны вала с выпуклым профилем заданного размера от правильного многоугольника, вершины углов которого совпадают с вершинами вала с выпуклым профилем заданного размера,
r - радиус подвижного колеса, на валу которого закреплен резцовый блок,
d - вылет вершины резца относительно центра резцового блока,
N - число сторон вала с выпуклым профилем заданного размера,
RVPIS - радиус вписанной окружности правильного многоугольника, вершины углов которого совпадают с вершинами вала с выпуклым профилем заданного размера, а скорость вращения шпинделя ω определяют по зависимости:
 где V - скорость резания.
где V - скорость резания.
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МНОГОГРАННИКОВ С ЧЕТНЫМ ЧИСЛОМ СТОРОН | 2008 |
|
RU2391184C2 |
| Способ обработки многогранных валов | 1977 |
|
SU738771A1 |
| Устройство для обработки многогран-НиКОВ | 1979 |
|
SU846115A1 |
| DE 1198646 А, 12.08.1965. | |||

