1
Изобретение относится к контролю качества материалов неразрушающими методами и может быть использовано при дефектоскопии труб в любой отрас- и машиностроения, например в котло- строении.
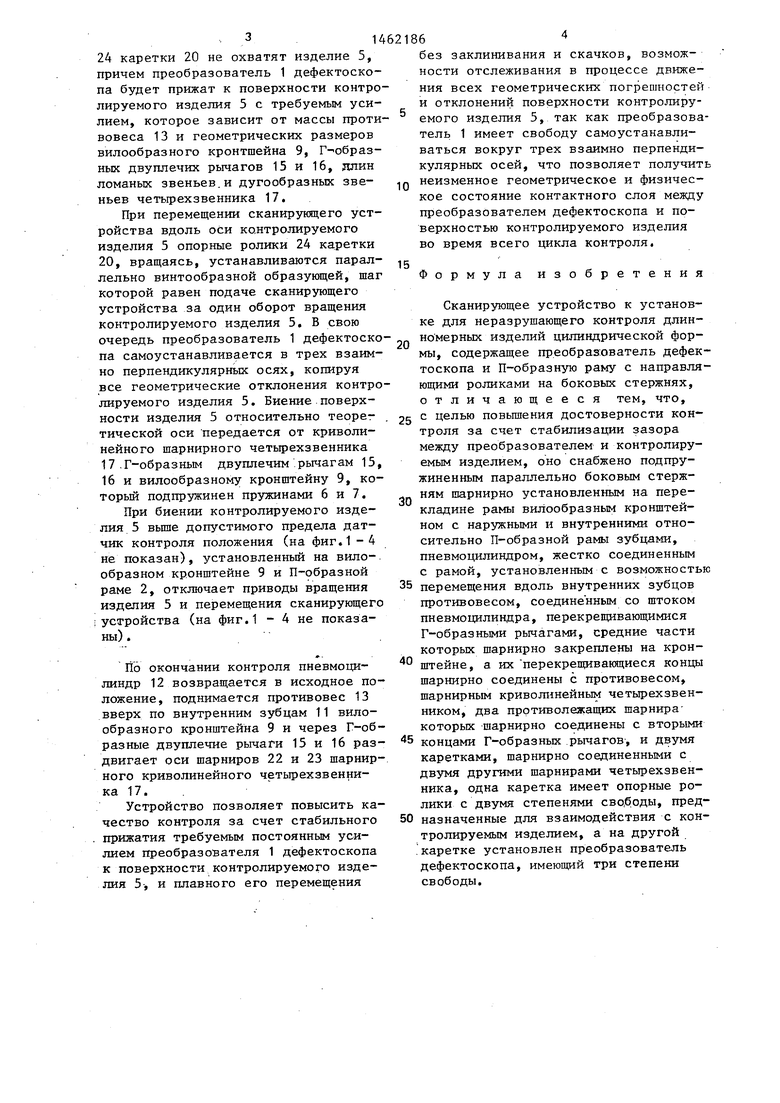
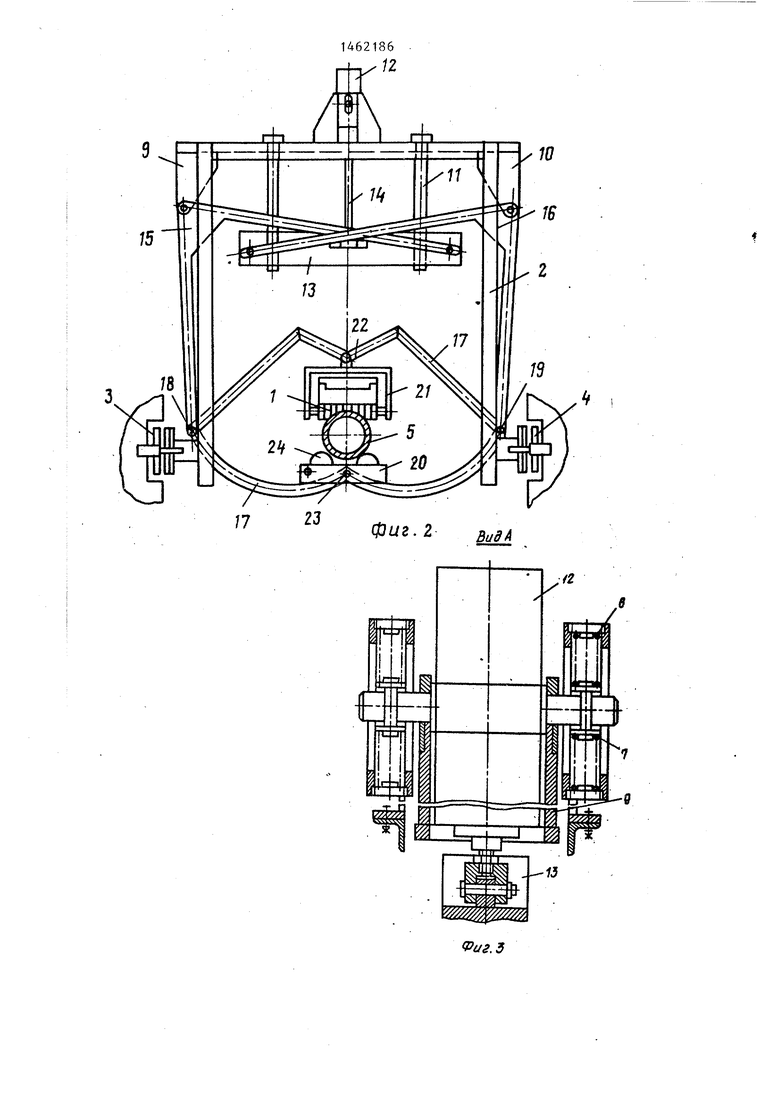
Целью изобретения является повы- шение достоверности контроля за счет стабилизации зазора между преобразо- ;|g вателем и контролируемым изделием. На фиг,1 изображено сканирующее устройство, общий вид; на фиг,2 - то же, в положении контроля; ..З- сечение А-А на фиг.1, на фиг,4 - вид Б на фиг.1.
Сканирующее устройство содержит преобразователь 1 дефектоскопа, П-об- , разную раму 2 с направляющими роликами 3 и 4 на боковых стержнях, уста-- 20 новленную с возможностью перемещения вдоль образующей контролируемого йз- делил 5, подпружиненный пружинами.6 и 7 параллельно боковым стержням П-образной рамы 2 шарнирно установ- 25 ленный на ее перекладине 8 вилообраз- ный кронщтейа 9 с наружными и внутренними относительно П-образной рамы 2 зубцами 10,11, пневмоцилиндр 12, жестко соединенный с рамой 2, о новленный с возможностью перемещения вдоль внутренних зубцов 11 противовес 13, соединенный со штоком 14 пневмоцилиндра 12, перекрещивающиеся Г-образные рычаги 15 и 16, средние части которых шарнирно закреплены на 35 кронштейне 9, а их перекрещивающиеся концы шарнирно соединены т: противовесом 13, шарнирный криволинейный четьфехзвенник 17, два противолежащих шарнира 18 и 19 которого шарнир- но соединены со вторыми концами разных рычагов 15 м 16 и две каретки 20 и 21, шарнирно соединенные с двумя другими шарнирами 22 и 23 четырехзвенника 17, одна каретка 20 имеет 45 опрные ролики 24 с двумя степенями
свободы, предназначенными для взаимодействия с контролируемым изделием 5, а на второй каретке 21 установлен преобразователь 1 дефектоскопа, имеющий три степени свободы.
Сканирующее устройство работает следукяцим образом.
Предварительно перед началом контроля, определенного типоразмера по диаметру изделия 5 подают воздух в штоковую полость пневмоцилиндра 12, при этом противовес 13 поднимается по внутренним зубцам 11 вилообразного кронштейна 9, поднимая перекрещивающиеся концы Г-образных двуплечих рычагов 15 И 16, поворачивают их в осях (не обозначены) вилообразного кронштейна 9. В это время другие концы Г-образных двуплечих рычагов 15 и 16 сводятся по направлению друг к , другу посредством шарниров 18 и 19 шарнирного криволинейного четырехзвенника 17, а оси шарниров 22 и 23 расходятся, освобо,ждая контур, сво- бодньй для прохода изделия 5,
Включают привод перемещения сканирующего устройства (на фиг.1,2,3, 4,5 не показан), которое заезжает на контролируемое изделие 5. Управляющим золотником (на фиг.1-5 не пока- зан) соединяют штоковую полость пневмоцилиндра 12 с атмосферой. При этом привовес 13 опускается по внутренним зубцам 11 вилообразного кронштейна 9 и осями, связанными с перелрещива- |ющимися концами Г-обраэных двуплечих;, рычагов 15 и 16, поворачивают их в средней части,соединенной с вилообразным кронштейном 9. В это другие концы Г-образных двуплечих рычагов 15 и 16 расходятся друг от друга и осями шарниров 18 и 19 через ломаные звенья и дугообразные звенья сводят оси шарниров 22,23 до пор, пока преобразователь 1 дефектоскопа с кареткой 21 и опорные ролики
314
24 каретки 20 не охватят изделие 5,
причем преобразователь 1 дефектоскопа будет прижат к поверхности контролируемого изделия 5 с требуемым усилием, которое зависит от массы противовеса 13 и геометрических размеров вилообразного кронтшейна 9, Г- образ- ных двуплечих рычагов 15 и 16, длин ломаных звеньев, и дугообразных: зве- ньев четьфехзвенника 17.
При перемещении сканирующего устройства вдоль оси контролируемого изделия 5 опорные ролики 24 кдретки 20, вращаясь, устанавливаются парал- лельно винтообразной образующей, шаг которой равен подаче сканирующего устройства за один оборот вращения контролируемого изделия 5. В свою очередь преобразователь 1 дефектоско па самоустанавливается в трех взаимно перпендикулярных осях, копируя все геометрические отклонения контролируемого изделия 5. Биение поверхности изделия 5 относительно теорег тической оси передается от криволинейного шарнирного четырехзвенника 17 .Г-образным двуплечим рычагам 15, 16 и вилообразному кронштейну 9, который подпружинен пружинами 6 и 7.
При биении контролируемого изделия 5 вьш1е допустимого предела датчик контроля положения (на фиг.1 -4 не показан), установленный на вило-, образном кронштейне 9 и П-образной раме 2, отключает приводы вращения изделия 5 и перемещения сканирующего iустройства (на фиг.1 - 4 не показаны) .
.
По окончании контроля пневмоцилиндр 12 возвращается в исходное положение, поднимается противовес 13 вверх по внутренним зубцам 11 вилообразного кронштейна 9 и через Г-об- разные двуплечие рычаги 15 и 16 раз- двигает оси шарниров 22 и 23 шарнирного криволинейного четьфехзвенника 17.
Устройство позволяет повысить качество контроля за счет стабильного прижатия требуемым постоянным усилием преобразователя 1 дефектоскопа к поверхности контролируемого изделия 5-, и плавного его перемещения
64
без заклинивания и скачков, возможности отслеживания в процессе движения всех геометрических погрешностей и отклонений поверхности контролируемого изделия 5, так как преобразователь 1 имеет свободу самоустанавливаться вокруг трех взаимно перпендикулярных осей, что позволяет получить неизменное геометрическое и физическое состояние контактного слоя между преобразователем дефектоскопа и поверхностью контролируемого изделия во время всего цикла контроля.
Формула изобретения
Сканирующее устройство к установке для неразрушающего контроля длин- но мерных изделий цилиндрической формы, содержащее преобразователь дефектоскопа и П-образную раму с направляющими роликами на боковых стержнях, отличающееся тем, что, с целью повьппения достоверности контроля за счет стабилизации зазора между преобразователем и контролируемым изделием, оно снабжено подпружиненным параллельно боковым стержням шарнирно установленным на перекладине рамы вилообразным кронштейном с наружными и внутренними относительно П-образной рамы зубцами, пневмоцилиндром, жестко соединенным с рамой, установленным с возможность перемещения вдоль внутренних зубцов противовесом, соединенным со штоком пневмоцилиндра, перекрешз вающимися Г-образными рычагами, средние части которых шарнирно закреплены на кронштейне, а их перекрещивающиеся концы шарнирно соединены с противовесом, шарнирным криволинейным четырехзвен- ником, два противолежащих шарнира- которых шарнирно соединены с вторыми концами Г-образных рычагов, и двумя каретками, шарнирно соединенными с двумя другими шарнирами четырехзвен- ника, одна каретка имеет опорные ролики с двумя степенями сво,боды, предназначенные для взаимодействия с контролируемым изделием, а на другой .каретке установлен преобразователь дефектоскопа, имеющий три степени свободы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированная установка для ультразвукового контроля изделий | 1989 |
|
SU1767410A1 |
| Узел подвески призмы с преобразователем к сканирующему устройству для дефектоскопии | 1983 |
|
SU1087869A1 |
| Устройство к дефектоскопу для сохранения постоянства зазора между преобразователем дефектоскопа и контролируемой поверхностью | 1977 |
|
SU739390A1 |
| Стенд для испытания металлоконструкций землеройно-транспортных машин | 1986 |
|
SU1411605A1 |
| Дефектоскоп для контроля кольцевого проката | 1990 |
|
SU1805378A1 |
| Автоматическая установка для неразрушающего контроля длинномерных изделий цилиндрической формы | 1984 |
|
SU1270677A1 |
| Устройство для ультразвукового контроля цилиндрических изделий (его варианты) | 1981 |
|
SU968746A1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ РЕЛЬСОВ | 2006 |
|
RU2331066C1 |
| АВТОМАТИЗИРОВАННОЕ УСТРОЙСТВО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ КАЧЕСТВА ТРУБ | 2001 |
|
RU2209426C2 |
| Сканирующее устройство дефектоскопа | 1982 |
|
SU1163239A1 |
Изобретение относится к контролю качества материалов неразрушающими методами и может быть использовано при дефектоскопии труб в любой отрасли машиностроения, например в котлостроении. Целью изобретения является повышение достоверности контроля за счет стабилизации зазора между преобразователем и контролируемым изделием. При работе устройства под действием штока 14 пневмоцилинд- ра 12 противовес 13 опускается по зубцам 11 вилообразного кронштейна 9 совместно с перекрещивающимися двуплечими Г-образными рычагами 15 и 1G, при этом другие концы рычагов 15 и 16 расходятся и посредством шарниров 22 и 23 сводят оси четырехзвен- ника 17 до тех пор, пока преобразователь 1 с кареткой 21 и опорные ролики каретки 20 не охватят изделие о (Л
fPuz.S
20
2f ipus. 4
ЗадВ
jf-h
2
J
J
JL
2
| Автоматическая установка для неразрушающего контроля длинномерных изделий цилиндрической формы | 1984 |
|
SU1270677A1 |
| Г, 01 N 29/04, 1984 | |||
| . | |||
