реиней поверхности. Цель изобрете- .ния - повьш1ение надежности и производительности контроля за счет снабжения устройства поворотной траверсой и соединенной с ней балкой с дополнительными продольными направляющими для установки на. ней каретки. Поворотом траверсы 12 с балкой 15 в нерабочее положение осуществляют возможность установки контролируемого изделия 37 на стол 1, после чего траверса 12 вместе с кареткой 21
1
Изобретение относится к неразру-- шающим методам контроля и может быть использовано для ультразвукового контроля качества сварных швов изделий типа оболочек цилиндрической и конической форм.
Целью изобретения является повышение надежности и производительности контроля за счет снабжения траверсой, крепления на ней шкалы записи дефектов и шарнирного соединения траверсы с основанием для отвода траверсы при устаноЕ;ке контролируемого изделия.
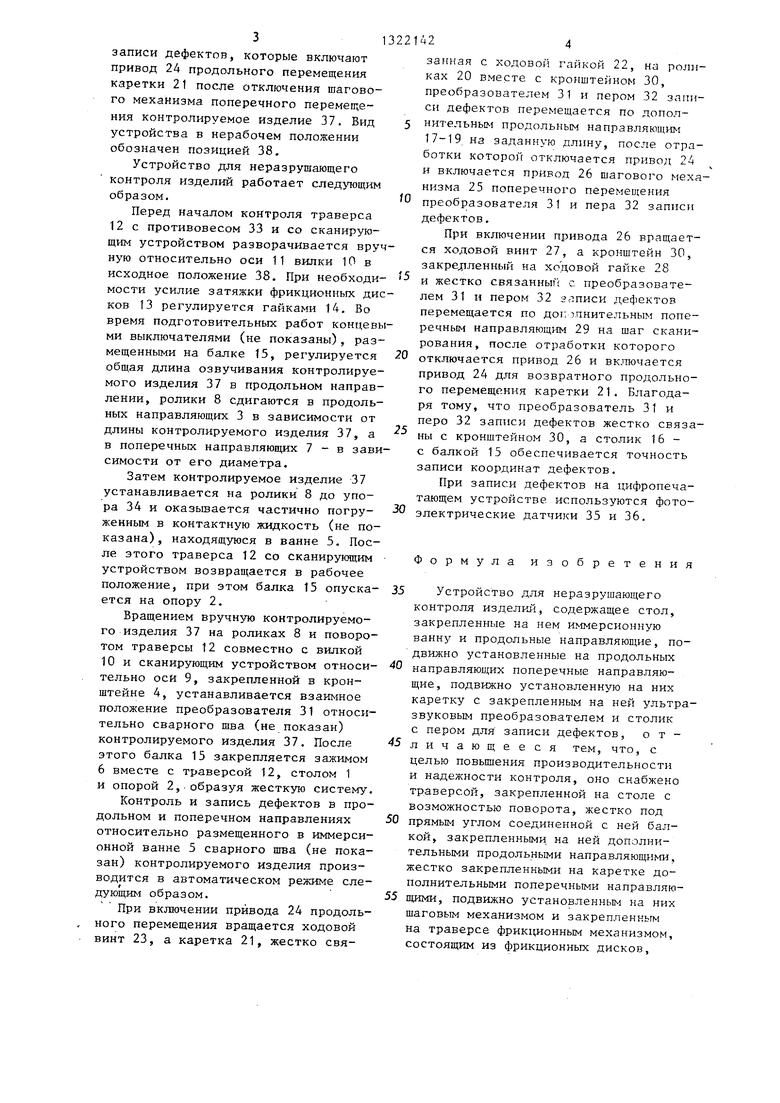
На фиг. 1 представлено устройство для неразрушающего контроля, общий вид; на фиг. 2 - вид А на фиг. 1.
Устройство для неразрушающего контроля содержит стол 1, жестко закрепленные на нем опору 2, продольные направляющие 3, кронп1тейны 4, ванну 5 для иммерсионной жидкости (не показано), установленньй на опоре 2 откидной зажим 6, подвижно установленные на продольных направляющих 3 поперечные направляющие 7, установленные на ншс регулируемые ролики 8. К кронштейну 4 с помощью оси 9 шарнирно подсоединена вилка 10 с осью 11, с помощью которой к вилке 10 крепится траверса 12, снабженная подпружиненными фрикционными дисками 10 с регулировочными гайками 14.
К траверсе 12 прикреплено сканирующее устройство в виде балки 15, на которой жестко закреплены столик 16 с закрепляемой на нем в процессе контроля бумагой (не обозначена) и дополнительные продольные направляю22142
устанавливается в рабочее положение. Перемещением каретки 21 с помощью двигателя и перемещением шагового механизма 25 с закрепленным на нем пером 32 для записи дефектов осуществляют пошаговое сканирование ультразвукового преобразователя 31 при контроле контролируемого изделия 37, Одновременно производится запись обнаруженных дефектов на бумагу, размещенную на столике 16. 2 ил.
щие 17-19, На последних с помощью роликов 20 подвижно установлена каретка 21, перемещаемая с помощью закрепленной на ней ходовой гайки 22,
взаимодействующей с ходовым винтом
23. Последний соединен с установлен- ным на балке 15 приводом 24.
С кареткой 21 связан шаговый механизм 25 поперечного перемещения,
содержащий привод 26, ходовой винт 27 и ходовую гайку 8. На каретке 21 жестко закреплены поперечные дополнительные направляющие 29, на которых установлен кронштейн 30, жестко
соединенный с ходовой гайкой 28, преобразователем 31 и пером 32 для записи дефектов.
На траверсе 12 жестко закреплены противовесы 33, уравновешивающие
сканирующее устройство относительно оси 11 вращения, совпадающей с центром масс системы. На столе 1 установлен упор 34, взаимодействующий- в процессе контроля с контролируемым
изделием. На устройстве дополнительно предусмотрены фотоэлектрические датчики 35 и 36 положения для записи дефектов на цифропечатающее устройство (не показано).
Кроме того, устройство имеет два конечных выключателя (не показаны) для включения шагового механизма 25 поперечного перемещения, которые срабатывают при отключении привода
24 продольного перемещения каретки 21, и два конечньк выключателя (не показаны), установленные на шаговом механизме 25 поперечного перемещения преобразователя 31 и пера 32
3
записи дефектен, которые включают привод 24 продольного перемещения каретки 21 после отключения шагового механизма поперечного перемещения контролируемое изделие 37. Вид устройства в нерабочем положении обозначен позицией 38.
Устройство для неразрушающего контроля изделий работает следующим образом.
Перед началом контроля траверса 12 с противовесом 33 и со сканирующим устройством разворачивается вруную относительно оси 11 вилки Ю в исходное положение 38, При необходи мости усилие затяжки фрикционных диков 13 регулируется гайками 14. Во время подготовительных работ концевми выключателями (не показаны), размещенными на балке 15, регулируется общая длина озвучивания контролируемого изделия 37 в продольном направлении, ролики 8 сдигаются в продольных направляющих 3 в зависимости от длины контролируемого изделия 37, а в поперечных направляющих 7 - в завсимости от его диаметра.
Затем контролируемое изделие 37 устанавливается на ролики 8 до упора 34 и оказьшается частично погру- женным в контактную жидкость (не показана), находящуюся в ванне 5. После этого траверса 12 со сканирующим устройством возвращается в рабочее положение, при этом балка 15 опуска- ется на опору 2.
Вращением вручную контролируемого изделия 37 на роликах 8 и поворотом траверсы 12 совместно с вилкой 10 и сканирующим устройством относи- тельно оси 9, закрепленной в кронштейне 4, устанавливается взаимное положение преобразователя 31 относительно сварного шва (не показан) контролируемого изделия 37. После этого балка 15 закрепляется зажимом 6 вместе с траверсой 12, столом 1 и опорой 2, образуя жесткую систему
Контроль и запись дефектов в продольном и поперечном направлениях относительно размещенного в иммерсионной ванне 5 сварного шва (не показан) контролируемого изделия производится в автоматическом режиме следующим образом.
При включении привода 24 продольного перемещения вращается ходовой винт 23, а каретка 21, жестко свя424
занная с ходовой гайкой 22, на роликах 20 вместе с кронштейном 30, преобразователем 31 и пером 32 записи дефектов перемещается по допол- нительнь продольным направляющиь 17-19 на заданную длину, после отработки которой отключается привод 24 и включается привод 26 шагового механизма 25 поперечного перемещения преобразователя 31 и пера 32 записи дефектов.
При включении привода 26 вращается ходовой винт 27, а кронштейн 30, закред1ленный на ходовой гайке 28 и жестко связанный с преобразователем 31 и пером 32 записи дефектов перемещается по дог канительным поперечным направляющим 29 на шаг сканирования, после отработки которого отключается привод 26 и включается привод 24 для возвратного продольного перемещения каретки 21. Благодаря тому, что преобразователь 31 и перо 32 записи дефектов жестко связаны с кронштейном 30, а столик 16 - с балкой 15 обеспечивается точность записи координат дефектов.
При записи дефектов на цифропеча- тающем устройстве используются фотоэлектрические датчики 35 и 36.
Формула изобретени
Устройство для неразрушающего контроля изделий, содержащее стол, закрепленные на нем иммерсионную ванну и продольные направляющие, подвижно установленные на продольных направляющих поперечные направляющие, подвижно установленную на них каретку с закрепленным на ней ультр звуковь м преобразователем и столик с пером для записи дефектов, отличающееся тем, что, с целью повьшения производительности и надежности контроля, оно снабжено траверсой, закрепленной на столе с возможностью поворота, жестко под прямым углом соединенной с ней балкой, закрепленными, на ней дополнительными продольными направляющими, жестко закрепленными на каретке дополнительными поперечными направляющими, подвижно установленным на них шаговым механизмом и закрепленным на траверсе фрикционным механизмом, состоящим из фрикционных дисков.
513221426
пружины и регулировочных гаек, ка- столик жестко закреплен на балке, ретка подвижно установлена на допол- а перо для записи дефектов жестко нительных продольных направляющих, закреплено на шаговом механизме.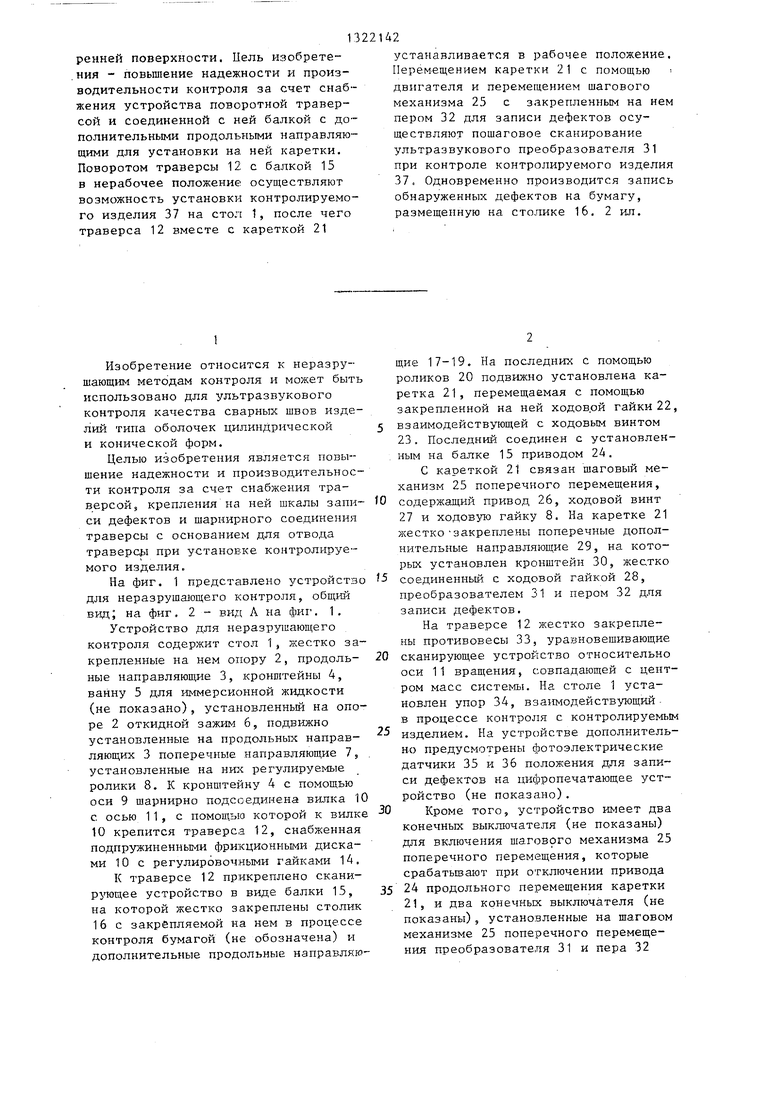
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ультразвукового контроля цилиндрических изделий | 1986 |
|
SU1388791A1 |
| Устройство для неразрушающего контроля изделий | 1980 |
|
SU947751A1 |
| Устройство для ультразвукового контроля изделий | 1990 |
|
SU1781598A1 |
| Передвижная установка для ультразвукового контроля изделий | 1984 |
|
SU1231458A1 |
| Устройство для ультразвукового контроля изделий | 1986 |
|
SU1522088A1 |
| Установка для ультразвукового контроля изделий | 1987 |
|
SU1557515A1 |
| Сканирующее устройство к дефектоскопу | 1981 |
|
SU974254A1 |
| Поточная линия ультразвукового контроля изделий с цилиндрическими поверхностями и автомат сканирования ультразвуковым преобразователем | 1985 |
|
SU1363056A1 |
| Устройство для ультразвукового контроля изделий | 1986 |
|
SU1415176A1 |
| Автоматический центр распила | 2017 |
|
RU2668314C1 |
Изобретение относится к неразрушающим методам контроля и может быть использовано для ультразвукового контроля изделий цилиндрической и конической формы со стороны внутгз гг 17 (Л
X
б
Редактор С.Патрушева
Составитель Л.Блохин Техред И.Попович
Заказ 2855/38 Тираж 776Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
4
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор В.Бутяга
| Устройство для неразрушающего контроля изделий | 1980 |
|
SU947751A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
