Изобретение относится к обработке металлов давлением, а именно к изготовлению изделий из труб, и может быть использовано при изготовлении патрубков с заданным распределением толщины стенки.
Целью изобретения является повышение качества изделий за счет их получения с постоянной толщиной стенки по периметру и образующей.
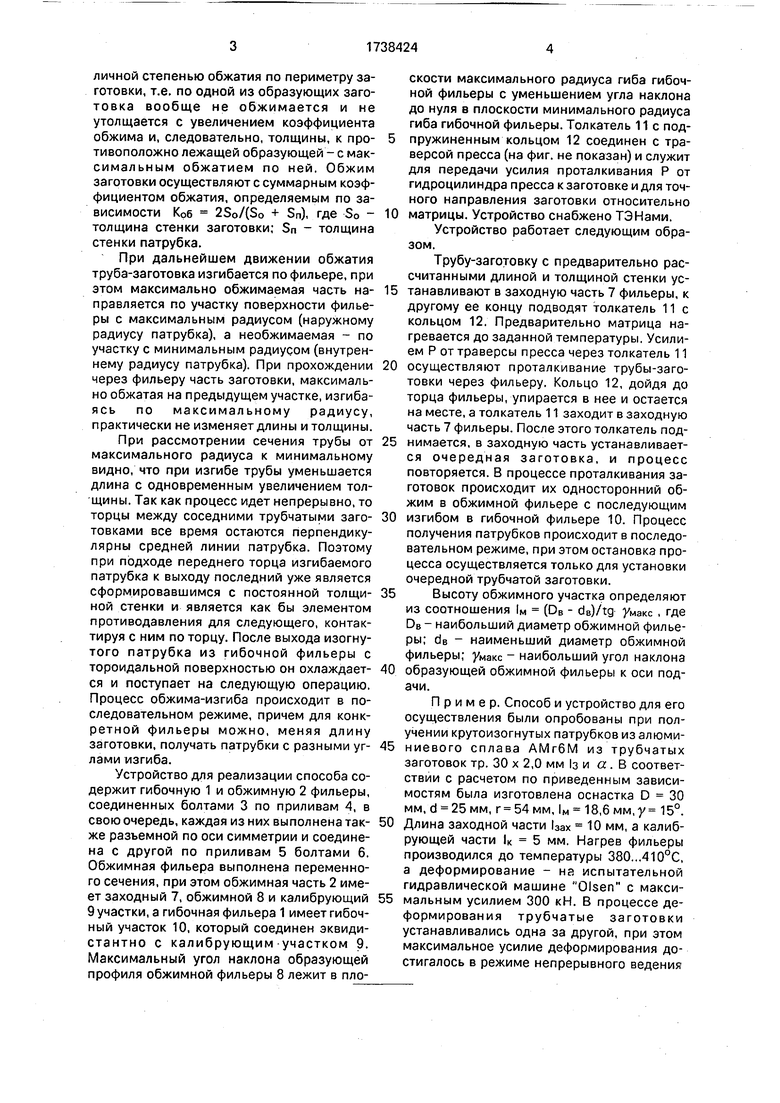
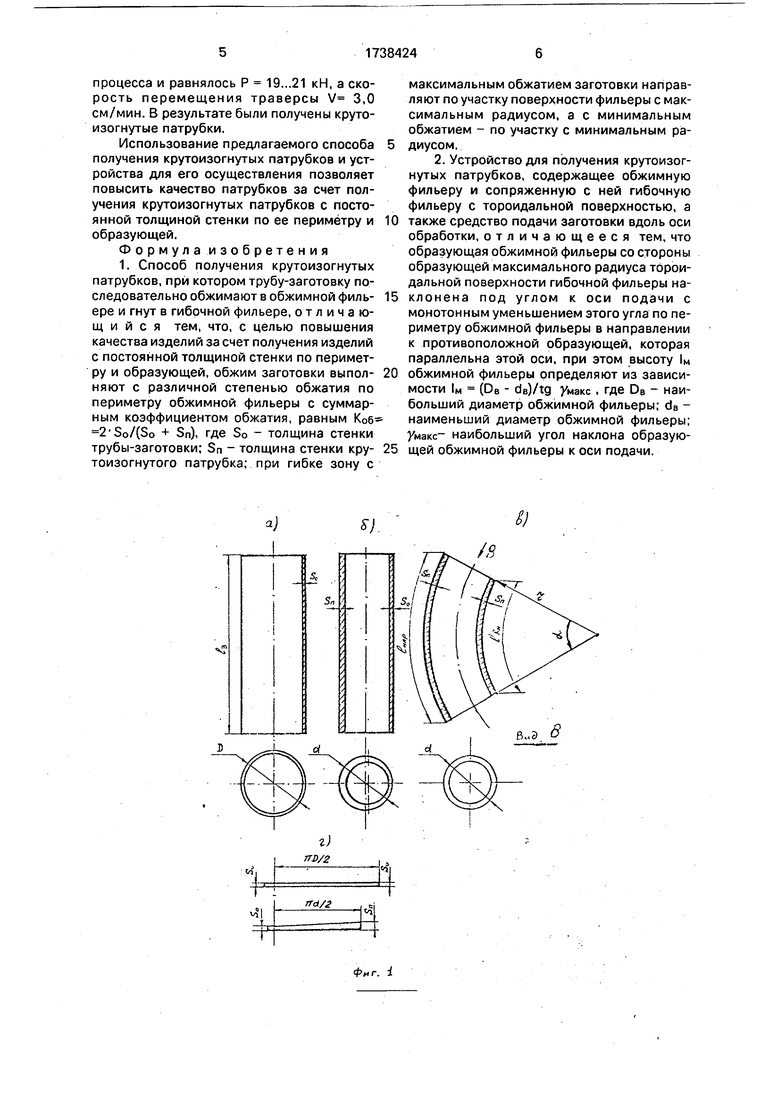
На фиг. 1 приведена схема процесса получения крутоизогнутых патрубков: а - исходная заготовка; б - обжатая заготовка; в - крутоизогнутый патрубок; г - развертка обжатой трубы; на фиг. 2 - устройство для осуществления предлагаемого способа (разрез А-А на фиг. 3); на фиг. 3 - вид Б на фиг. 2.
Способ осуществляется следующим образом.
По заданным параметрам крутоизогнутого патрубка определяют размеры трубчатых заготовок, т.е. по а , d, Sn и г определяют D, S0 и 1з, или наоборот, по известным параметрам трубчатой заготовки D, So и параметрам патрубка a , d, r определяют 1з, Sni и т.д. После того как определены все необходимые параметры, первая труба-заготовка устанавливается в заход- ную часть 7 обжимной фильеры 2, которая предварительно нагрета до заданной температуры. К торцу трубчатой заготовки прикладывается усилие деформирования Р от траверсы пресса (на фиг. не показана) через толкатель 11, При прохождении через обжимную фильеру 8 происходит обжим с разVI
СО 00
N
ю
личной степенью обжатия по периметру заготовки, т.е. по одной из образующих заготовка вообще не обжимается и не утолщается с увеличением коэффициента обжима и, следовательно, толщины, к противоположно лежащей образующей - с мак- симальным обжатием по ней. Обжим заготовки осуществляют с суммарным коэффициентом обжатия, определяемым по зависимости Коб 2So/(S0 + Sn), где So толщина стенки заготовки; Sn - толщина стенки патрубка.
При дальнейшем движении обжатия труба-заготовка изгибается по фильере, при этом максимально обжимаемая часть направляется по участку поверхности фильеры с максимальным радиусом (наружному радиусу патрубка), а необжимаемая - по участку с минимальным радиусом (внутреннему радиусу патрубка). При прохождении через фильеру часть заготовки, максимально обжатая на предыдущем участке, изгиба- ясь по максимальному радиусу, практически не изменяет длины и толщины.
При рассмотрении сечения трубы от максимального радиуса к минимальному видно, что при изгибе трубы уменьшается длина с одновременным увеличением толщины. Так как процесс идет непрерывно, то торцы между соседними трубчатыми заготовками все время остаются перпендикулярны средней линии патрубка. Поэтому при подходе переднего торца изгибаемого патрубка к выходу последний уже является сформировавшимся с постоянной толщиной стенки и является как бы элементом противодавления для следующего, контактируя с ним по торцу. После выхода изогнутого патрубка из гибочной фильеры с тороидальной поверхностью он охлаждается и поступает на следующую операцию. Процесс обжима-изгиба происходит в последовательном режиме, причем для конкретной фильеры можно, меняя длину заготовки, получать патрубки с разными углами изгиба.
Устройство для реализации способа содержит гибочную 1 и обжимную 2 фильеры, соединенных болтами 3 по приливам 4, в свою очередь, каждая из них выполнена также разъемной по оси симметрии и соединена с другой по приливам 5 болтами 6. Обжимная фильера выполнена переменного сечения, при этом обжимная часть 2 имеет заходный 7, обжимной 8 и калибрующий 9 участки, а гибочная фильера 1 имеет гибочный участок 10, который соединен эквидистантно с калибрующим участком 9. Максимальный угол наклона образующей профиля обжимной фильеры 8 лежит в плоскости максимального радиуса гиба гибочной фильеры с уменьшением угла наклона до нуля в плоскости минимального радиуса гиба гибочной фильеры. Толкатель 11с подпружиненным кольцом 12 соединен с траверсой пресса (на фиг. не показан) и служит для передачи усилия проталкивания Р от гидроцилиндра пресса к заготовке и для точного направления заготовки относительно
матрицы. Устройство снабжено ТЭНами.
Устройство работает следующим образом.
Трубу-заготовку с предварительно рассчитанными длиной и толщиной стенки устанавливают в заходную часть 7 фильеры, к другому ее концу подводят толкатель 11 с кольцом 12. Предварительно матрица нагревается до заданной температуры. Усилием Р от траверсы пресса через толкатель 11
осуществляют проталкивание трубы-заготовки через фильеру. Кольцо 12, дойдя до торца фильеры, упирается в нее и остается на месте, а толкатель 11 заходит в заходную часть 7 фильеры. После этого толкатель поднимается, в заходную часть устанавливается очередная заготовка, и процесс повторяется. В процессе проталкивания заготовок происходит их односторонний обжим в обжимной фильере с последующим
изгибом в гибочной фильере 10. Процесс получения патрубков происходит в последовательном режиме, при этом остановка процесса осуществляется только для установки очередной трубчатой заготовки.
Высоту обжимного участка определяют из соотношения IM (DB - dB)/tg умакс , где DB - наибольший диаметр обжимной фильеры; dB - наименьший диаметр обжимной фильеры; умакс наибольший угол наклона
образующей обжимной фильеры к оси подачи.
Пример. Способ и устройство для его осуществления были опробованы при получении крутоизогнутых патрубков из алюминиевого сплава АМгбМ из трубчатых заготовок тр. 30 х 2,0 мм з и а. В соответствии с расчетом по приведенным зависимостям была изготовлена оснастка D 30 мм, d 25 мм, г 54 мм, IM 18,6 мм,у 15°.
Длина заходной части 3ах 10 мм, а калибрующей части IK 5 мм. Нагрев фильеры производился до температуры 380...410°С, а деформирование - на испытательной гидравлической машине Olsen с максимальным усилием 300 кН. В процессе деформирования трубчатые заготовки устанавливались одна за другой, при этом максимальное усилие деформирования достигалось в режиме непрерывного ведения
процесса и равнялось Р 19.„21 кН, а скорость перемещения траверсы V 3,0 см/мин. В результате были получены крутоизогнутые патрубки.
Использование предлагаемого способа получения крутоизогнутых патрубков и устройства для его осуществления позволяет повысить качество патрубков за счет получения крутоизогнутых патрубков с постоянной толщиной стенки по ее периметру и образующей.
Формула изобретения 1. Способ получения крутоизогнутых патрубков, при котором трубу-заготовку последовательно обжимают в обжимной филь- ере и гнут в гибочной фильере, отличающийся тем, что, с целью повышения качества изделий за счет получения изделий с постоянной толщиной стенки по периметру и образующей, обжим заготовки выпол- няют с различной степенью обжатия по периметру обжимной фильеры с суммарным коэффициентом обжатия, равным Коб 2 So/(So + Sn), где So толщина стенки трубы-заготовки: Sn - толщина стенки кру- тоизогнутого патрубка; при гибке зону с
максимальным обжатием заготовки направляют по участку поверхности фильеры с максимальным радиусом, а с минимальным обжатием - по участку с минимальным радиусом.
2. Устройство для получения крутоизогнутых патрубков, содержащее обжимную фильеру и сопряженную с ней гибочную фильеру с тороидальной поверхностью, а также средство подачи заготовки вдоль оси обработки, отличающееся тем, что образующая обжимной фильеры со стороны образующей максимального радиуса тороидальной поверхности гибочной фильеры наклонена под углом к оси подачи с монотонным уменьшением этого угла по периметру обжимной фильеры в направлении к противоположной образующей, которая параллельна этой оси, при этом высоту м обжимной фильеры определяют из зависимости IM (DB - de)/tg /макс , где DB - наибольший диаметр обжимной фильеры; dB - наименьший диаметр обжимной фильеры; /макс- наибольший угол наклона образующей обжимной фильеры к оси подачи.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ утолщения краевого участка листовой заготовки и штамп для его осуществления | 1990 |
|
SU1784347A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ТРУБНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2192324C2 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ГИБКИ ТРУБЧАТЫХ ЗАГОТОВОК | 2000 |
|
RU2181642C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ОТВОДОВ И УСТРОЙСТВО ДЛЯ ИХ ФОРМООБРАЗОВАНИЯ | 2009 |
|
RU2405645C1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ТРУБ | 2000 |
|
RU2174885C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТВОДА | 2002 |
|
RU2234388C1 |
| Способ изготовления толстостенных крутоизогнутых отводов | 2016 |
|
RU2628444C1 |
| СПОСОБ ГИБКИ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 1989 |
|
RU1741344C |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 1994 |
|
RU2094151C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УГОЛЬНИКА | 1998 |
|
RU2152283C1 |
Использование: при обработке металлов давлением. Сущность изобретения: заготовку устанавливают в обжимную фильеру и производят обжим с различной степенью обжатия по периметру заготовки с суммарным коэффициентом обжатия, определяемым по аналитической зависимости. В последующем процессе гибки максимально обжатую часть заготовки направляют по участку поверхности с максимальным радиусом гибочной фильеры с тороидальной поверхностью, а необжатую часть заготовки - по участку поверхности с минимальным радиусом гибочной фильеры. Наибольший угол наклона заходной части обжимной фильеры лежит в плоскости максимального радиуса гиба заготовки. Угол наклона монотонно уменьшается по периметру обжимной фильеры в направлении к противоположной образующей, параллельной оси подачи заготовки. 1 з.п. ф-лы, 3 ил. ч Ё
)
S)
/;
Фиг, 3
-10
| Гальперин А.И | |||
| Машины и оборудование для гнутья труб | |||
| М.: Машиностроение, 1967, с | |||
| Аппарат, предназначенный для летания | 0 |
|
SU76A1 |
| Устройство для выпрямления многофазного тока | 1923 |
|
SU50A1 |
