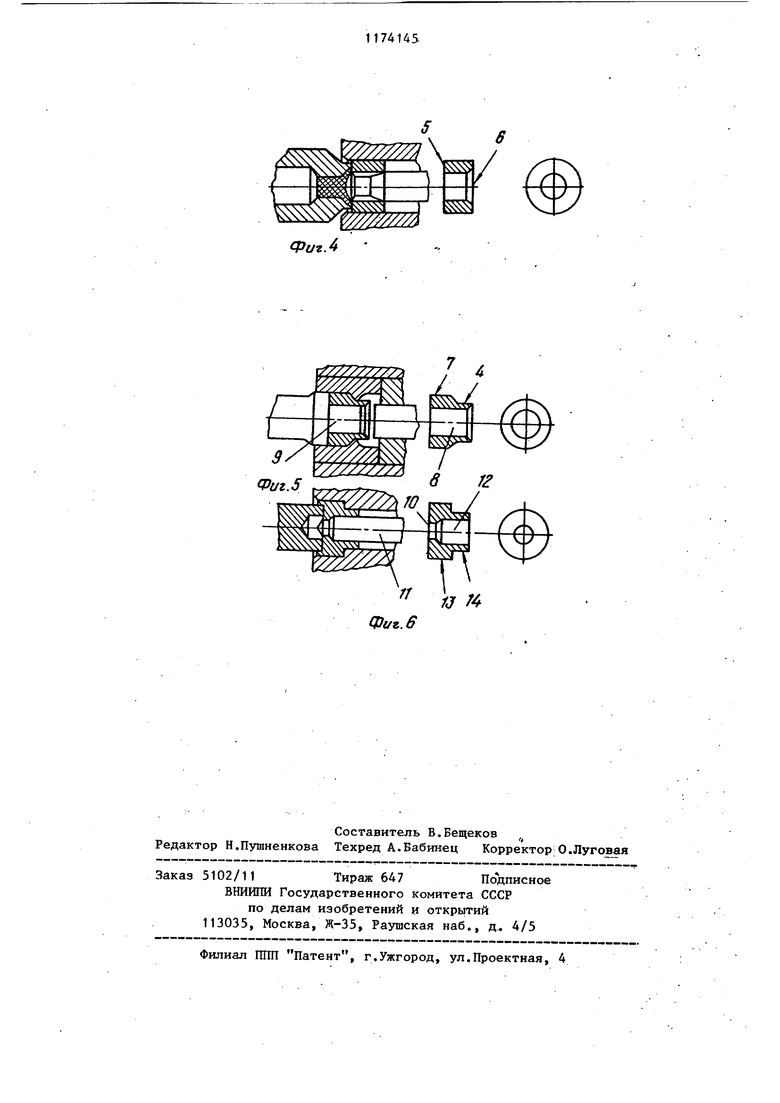
1 Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении холор ным деформированием полых деталей, например цилиндрических втулок с кольцевым утолщением. Целью изобретения является сниже ние расхода металла и энергозатрат процесса и повышение качества получаемых деталей путем применения рациональной схемы штамповки. На фиг. 1 представлена схема отрезки прутковой заготовки; на фяг.2 осадка заготовки; на фиг. 3 - выдав ливание полости в заготовке; на фиг. А - прошивка отверстия и образование фаски; на фиг, 5 - формирование наружного утолщения, оформление стенки детали и калибровка отверстия; на фиг. 6 - формообразование внутреннего утолщения детали и калибровка детали. Способ осуществляют следующим образом.. 11нлиндрические заготовки 1, отре заемые от прутка, на первой позиции штамповки осаживают в закрытом ручь с образованием фасок 2. На второй позиции выдавливают центральную полость 3, имеющую форму тела вращени Функция указанной полости заключает ся в создании оптимальных условий течения металла в кольцевом зазоре между матрицей и прошивнем, обеспеч вая качественное оформление стенок детали. На третьей позиции заготовку (на первом этапе) заталкивают частично в матрицу, фиксируют центральной полостью на прошивне и на втором этапе в ней прошивают сквозную полость 5 без отхода металла и одновременно формуют внутреннюю 52 фаску 6. Для снижения энергозатрат процесса пуансон имеет центральную полость, заполненную деформируемым материалом, функция которого заключается в обеспечении гидроподпора, позволяющего снизить усилие штамповки. Далее заготовка выталкивается съемником. На четвертой позиции формообразуют стенки 4 детали прямым вьщаёливанием одновременно с оформлением наружного кольцевого утолщения 7 в закрытом ручье и с калибровкой отверстия 8 на оправке.9. На пятой позиции формообразуют внутреннее кольцевое утолщение 10 осадкой на оправке 11 и осуществляют калибровку отверстия 12, наружного кольцевого утолщения 13 и стенок 14 штампуемой детали в закрытом ручье. Проводят опытную штамповку цилиндрических втулок диаметром 5,5 мм с кольцевым утолщением: диаметр наружного - 7 мм, диаметр внутреннего - 3,4 мм. Длина втулок - 6,5 мм. Исходный материал - калиброванная фосфатированная проволока диаметром 4,5 мм. Штамповка, осуществляемая. на холодноштамповочном многопозиционном гаечном автомате показала, что металл прошиваемой заготовки полностью перераспределяется из-под пуансона в стенки получаемой детали, обеспечивая в конечном итоге высокую точность выполнения формы детали, высокое ее качество. Изобретение по сравнению с известным устройством позволяет снизить расход металла и энергозатраты процесса, а также повысить качество получаемых деталей за счет применения рациональной схемы штамповки.
Фе/г. J 2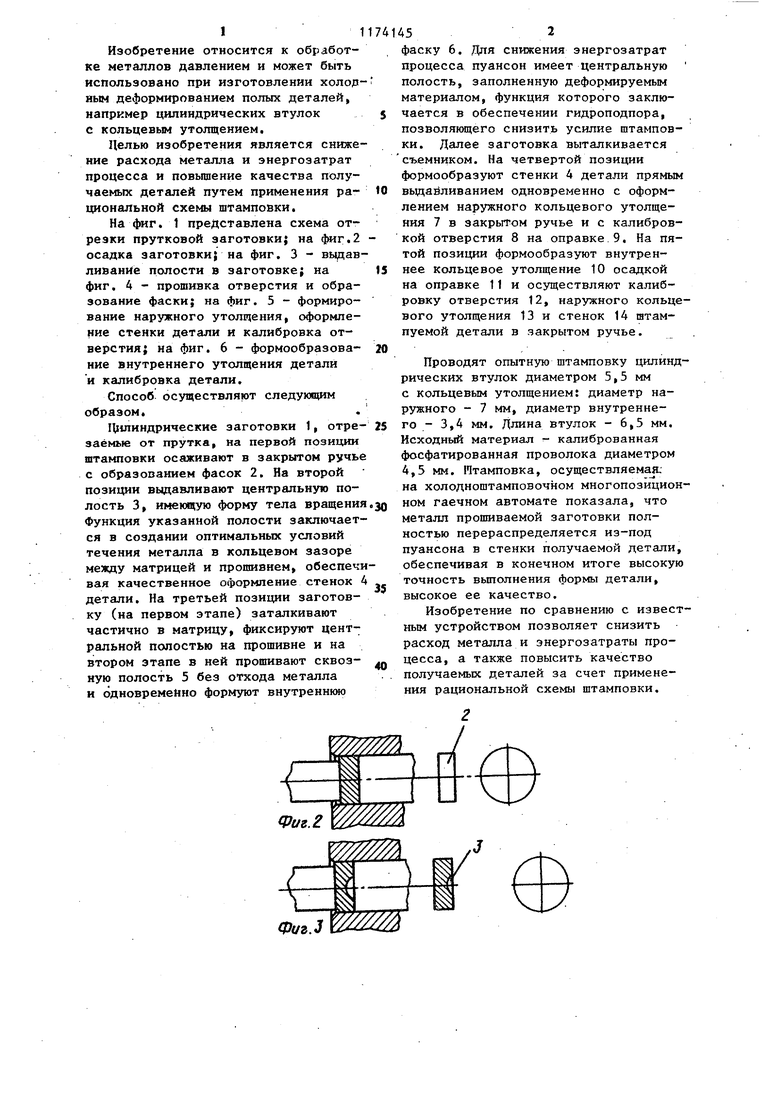
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ С ВЫСОКОЙ СТУПИЧНОЙ ЧАСТЬЮ, ИМЕЮЩЕЙ ГЛУБОКУЮ ПОЛОСТЬ, ГОРЯЧЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2344897C2 |
| Способ получения заготовок гаек | 1986 |
|
SU1563835A1 |
| СПОСОБ ШТАМПОВКИ КОЛЬЦЕОБРАЗНЫХ ПОКОВОК КОНИЧЕСКИХ ШЕСТЕРЕН ДИАМЕТРОМ 638 мм | 2005 |
|
RU2300439C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВОЙ ДЕТАЛИ | 2006 |
|
RU2332277C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВОЙ ДЕТАЛИ | 2006 |
|
RU2332276C1 |
| Способ изготовления полых ступенчатых деталей | 1988 |
|
SU1622072A1 |
| Штамп для изготовления изделий типа колец с массивным ободом | 1989 |
|
SU1731390A2 |
| Способ изготовления изделий типа колец с массивным ободом | 1981 |
|
SU1000151A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ВТУЛОК, ИМЕЮЩИХ СКВОЗНУЮ ПОЛОСТЬ И НАРУЖНУЮ ПОВЕРХНОСТЬ С ПЕРЕМЕННЫМ ВДОЛЬ ОСИ СЕЧЕНИЕМ | 2005 |
|
RU2308347C2 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
СПОСОБ МНОГОПОЗИЦИОННОЙ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ С КОЛЬЦЕВЫМ УТОЛЩЕНИЕМ,заключающийся в получении прутковой заготовки, ее осадке, выдавливании полости в заготовке и формировании кольцевого утолщения на полуфабрикате, образовании отверстия с последующей калибровкой детали, отличающийся тем, . что, с целью экономии металла и повышения качества получаемых деталей, вьщавливанием получают полость в фор-, ме тела вращения, л отверстие в полуфабрикате образуют прошивкой, оформляя фаски в зоне отверстия со стороны приложения усилия прошивки, формирование наружного кольцевого утолщения совмещают с оформлением стенки детали и калибровкой отверстия, a формообразование кольцевого утолщения детали осуществляют осадг (Л кой при ограничении перемещения ме-. талла полуфабриката в сторону отберстия, совмещая его с калибровкой детали.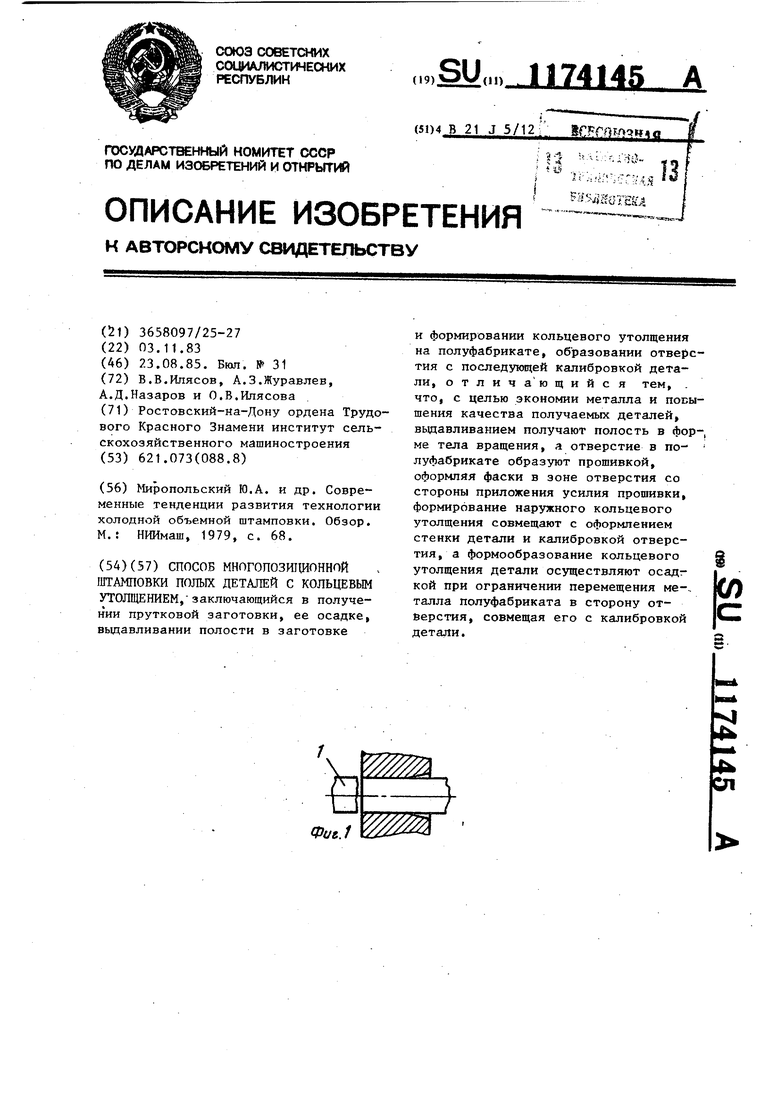
| Миропольский Ю.А | |||
| и др | |||
| Современные тенденции развития технологии холодной объемной штамповки | |||
| Обзор | |||
| М.: НИИмаш, 1979, с | |||
| Способ получения смеси хлоргидратов опийных алкалоидов (пантопона) из опийных вытяжек с любым содержанием морфия | 1921 |
|
SU68A1 |
